
一种适用于多类型钢轨的多孔同时加工装置及加工方法.pdf

莉娜****ua

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于多类型钢轨的多孔同时加工装置及加工方法.pdf
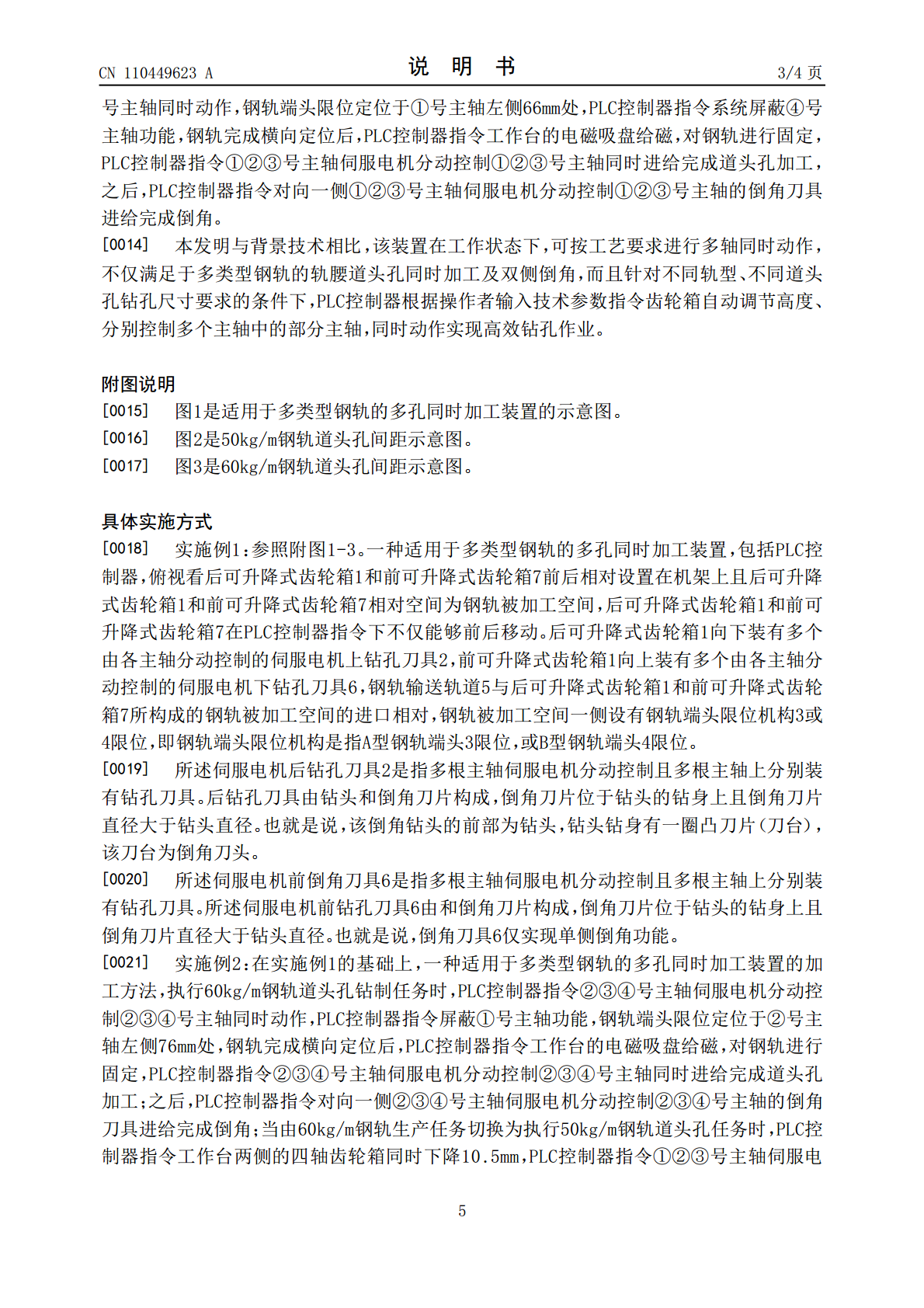
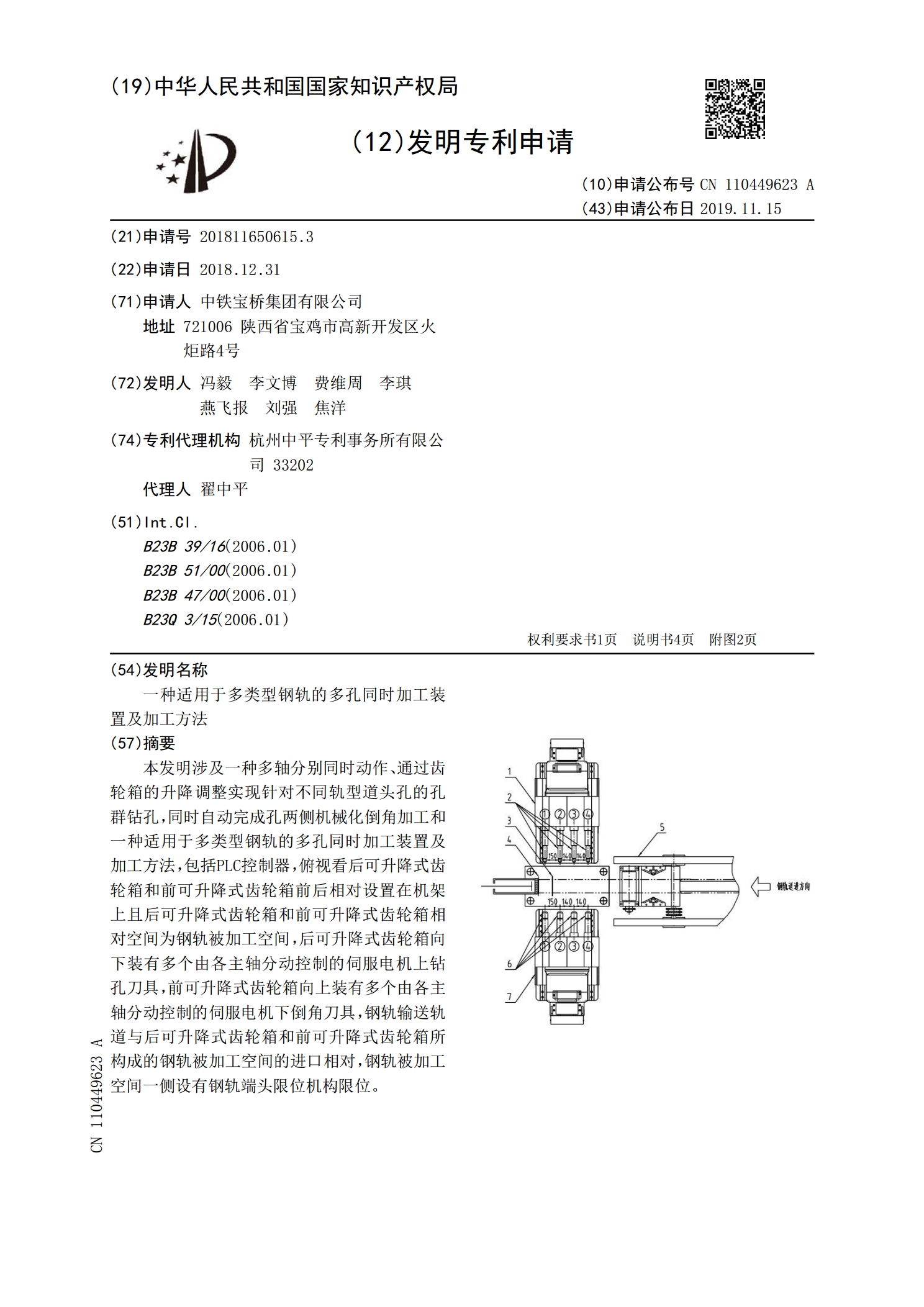
本发明涉及一种多轴分别同时动作、通过齿轮箱的升降调整实现针对不同轨型道头孔的孔群钻孔,同时自动完成孔两侧机械化倒角加工和一种适用于多类型钢轨的多孔同时加工装置及加工方法,包括PLC控制器,俯视看后可升降式齿轮箱和前可升降式齿轮箱前后相对设置在机架上且后可升降式齿轮箱和前可升降式齿轮箱相对空间为钢轨被加工空间,后可升降式齿轮箱向下装有多个由各主轴分动控制的伺服电机上钻孔刀具,前可升降式齿轮箱向上装有多个由各主轴分动控制的伺服电机下倒角刀具,钢轨输送轨道与后可升降式齿轮箱和前可升降式齿轮箱所构成的钢轨被加工空
一种用于适用于多类型法兰加工的快速定位装置及使用方法.pdf
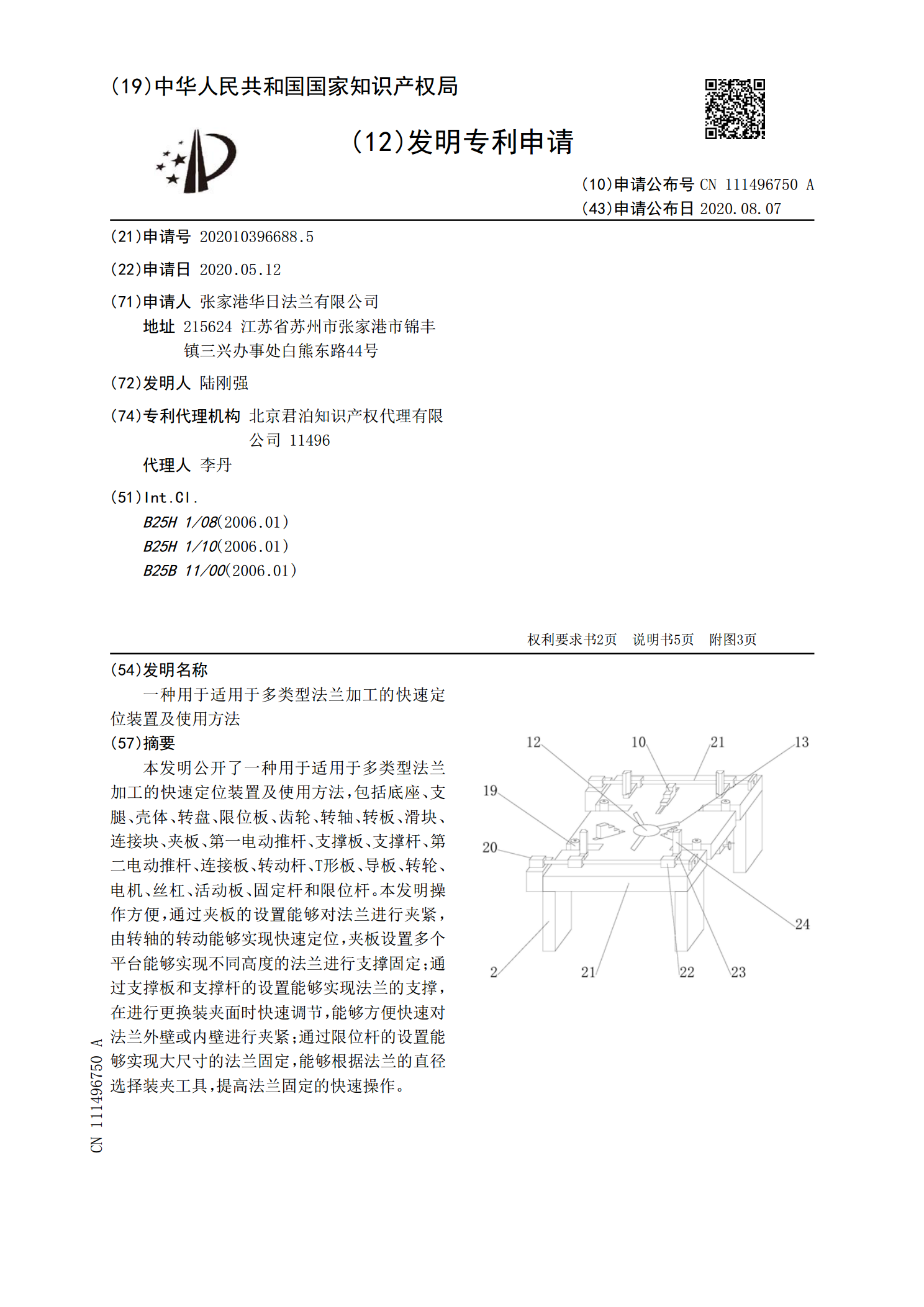
本发明公开了一种用于适用于多类型法兰加工的快速定位装置及使用方法,包括底座、支腿、壳体、转盘、限位板、齿轮、转轴、转板、滑块、连接块、夹板、第一电动推杆、支撑板、支撑杆、第二电动推杆、连接板、转动杆、T形板、导板、转轮、电机、丝杠、活动板、固定杆和限位杆。本发明操作方便,通过夹板的设置能够对法兰进行夹紧,由转轴的转动能够实现快速定位,夹板设置多个平台能够实现不同高度的法兰进行支撑固定;通过支撑板和支撑杆的设置能够实现法兰的支撑,在进行更换装夹面时快速调节,能够方便快速对法兰外壁或内壁进行夹紧;通过限位杆的

一种多孔圆盘零件的加工方法及加工装置.pdf
本发明涉及一种多孔圆盘零件的加工方法及加工装置,包括加工平台、夹持臂和加工臂。加工平台其上固定有多孔圆盘零件;能够对多孔圆盘零件进行夹持并水平旋转和翻转;多个加工臂包括车、削、钻、铣的加工臂。加工方法包括以下步骤:S1:转化出关键面的二维工程图;S2:设置数控机床的走刀路径;S3:设置多孔圆盘零件的加工尺寸;S4:加工出多孔圆盘零件的正面轮廓及孔和槽;S5:通过夹持臂将多孔圆盘零件进行夹持并旋转;S6:通过加工臂加工出反面轮廓及孔和槽,得到多孔圆盘零件成品与现有技术相比,本发明高效的设计出多孔圆盘零件的工
适用于木板多孔加工的夹紧方法.pdf
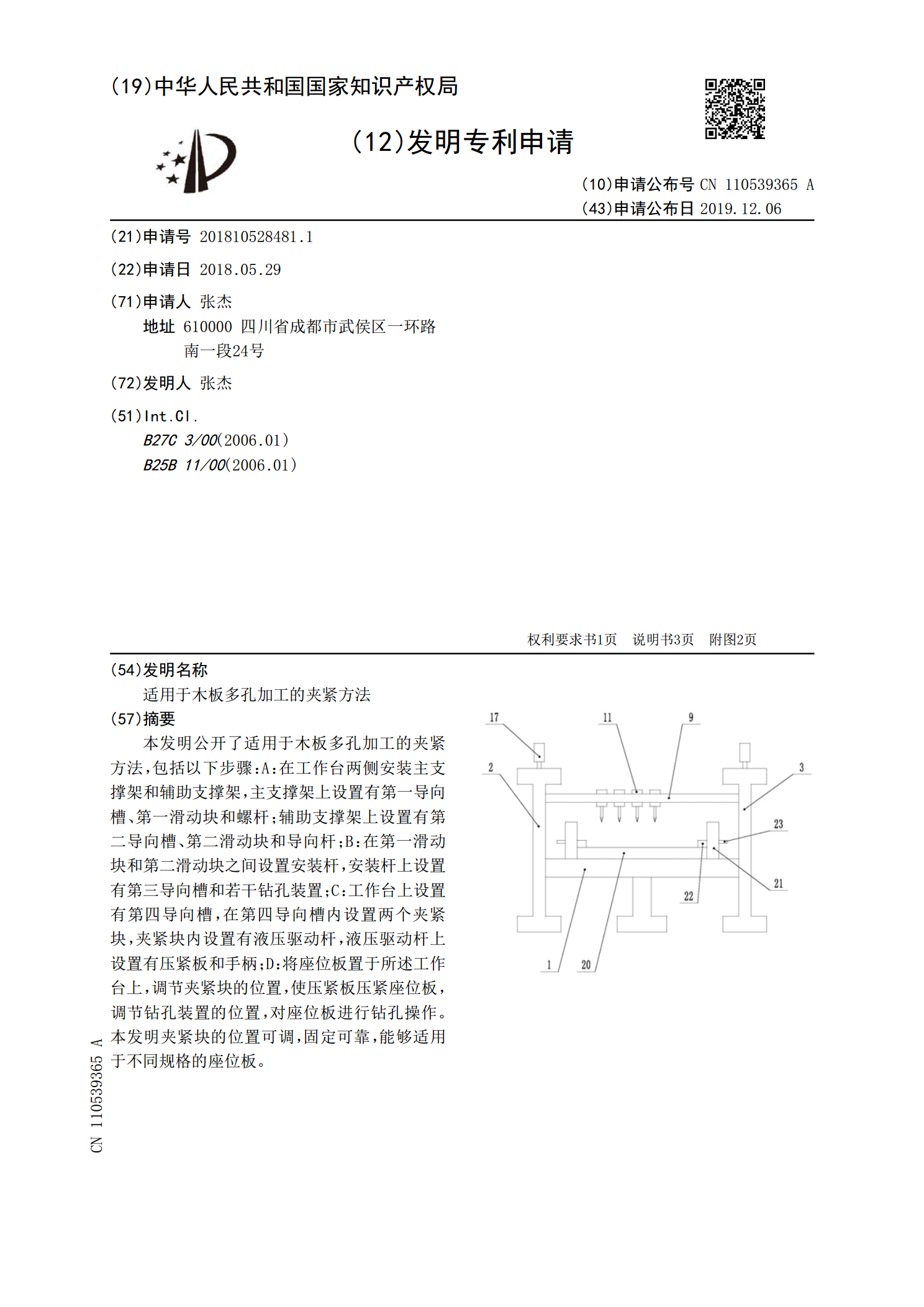
本发明公开了适用于木板多孔加工的夹紧方法,包括以下步骤:A:在工作台两侧安装主支撑架和辅助支撑架,主支撑架上设置有第一导向槽、第一滑动块和螺杆;辅助支撑架上设置有第二导向槽、第二滑动块和导向杆;B:在第一滑动块和第二滑动块之间设置安装杆,安装杆上设置有第三导向槽和若干钻孔装置;C:工作台上设置有第四导向槽,在第四导向槽内设置两个夹紧块,夹紧块内设置有液压驱动杆,液压驱动杆上设置有压紧板和手柄;D:将座位板置于所述工作台上,调节夹紧块的位置,使压紧板压紧座位板,调节钻孔装置的位置,对座位板进行钻孔操作。本发

一种多个齿坯同时加工的方法及装置.pdf
本发明涉及齿轮的加工领域,具体公开了一种多个齿轮同时加工的方法,多个齿坯按圆周等距排布,并保证在齿坯中心轴线与圆周相切,多把齿轮切削刀具安装在相应的刀盘之上。切削刀具在切削过程中刀具绕自身中心轴线逐步旋转始终保持与齿坯中心轴线处于垂直状态。齿坯同步沿刀盘径向方向往复移动;刀盘转动带动刀具进行切削,由刀盘逐步垂直向下完成齿槽深度方向的进给运动,切削到齿槽深度后刀盘回复到初始工作位置,齿坯进行分度,重复上述过程进行下一个齿槽的加工。本发明还提供了一种齿坯同时加工的装置。本发明能够对多个齿坯同时进行加工,提高了