
薄壁大回弹构件成型工装以及成型方法.pdf

论文****可爱

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

薄壁大回弹构件成型工装以及成型方法.pdf
本发明属于金属构件成型技术领域,尤其涉及一种薄壁大回弹构件成型工装以及成型方法。该成型工装包括底座、模块以及弹性件,模块固定设置在底座上,模块在背向底座的一侧设置有成型模腔,成型模腔的内壁的形状和待成型的构件的外轮廓相一致,弹性件可操作性地插设在成型模腔中,当弹性件插入到成型模腔中时,弹性件受成型模腔内壁的挤压发生形变,当弹性件从成型模腔中拔出时,弹性件恢复至原先形状。利用该成型工装可生产出精度较高的产品,可克服传统方法无法实现此类薄壁、大回弹的产品生产的难题。
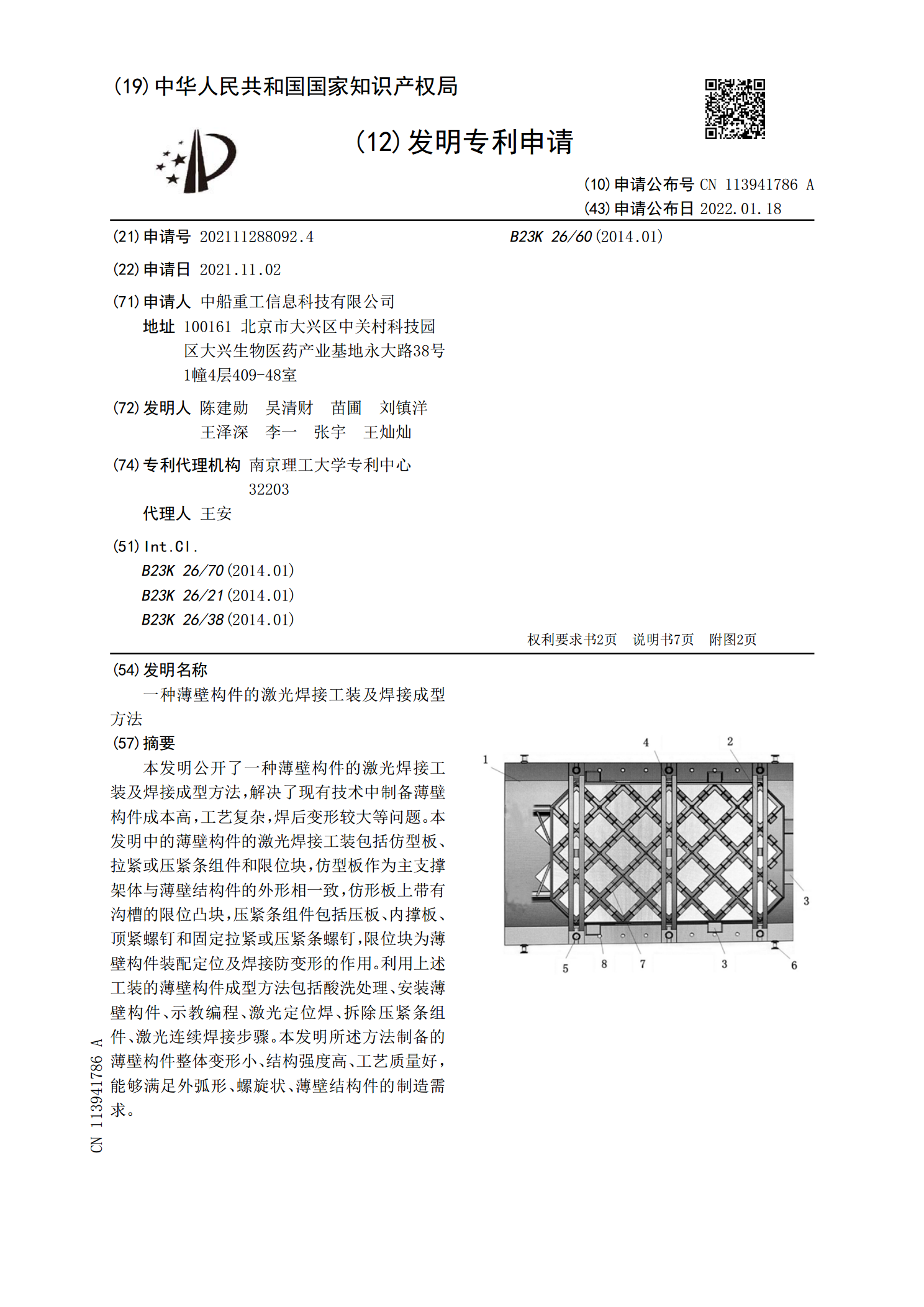
一种薄壁构件的激光焊接工装及焊接成型方法.pdf
本发明公开了一种薄壁构件的激光焊接工装及焊接成型方法,解决了现有技术中制备薄壁构件成本高,工艺复杂,焊后变形较大等问题。本发明中的薄壁构件的激光焊接工装包括仿型板、拉紧或压紧条组件和限位块,仿型板作为主支撑架体与薄壁结构件的外形相一致,仿形板上带有沟槽的限位凸块,压紧条组件包括压板、内撑板、顶紧螺钉和固定拉紧或压紧条螺钉,限位块为薄壁构件装配定位及焊接防变形的作用。利用上述工装的薄壁构件成型方法包括酸洗处理、安装薄壁构件、示教编程、激光定位焊、拆除压紧条组件、激光连续焊接步骤。本发明所述方法制备的薄壁构件

薄壁铜管套叠弯曲成型工装.pdf
本发明公开了一种薄壁铜管套叠弯曲成型工装,通过芯轴模组的一部分支撑内管,另一部分支撑外管,可以根据生产需要调整两部分芯轴长度;夹紧模组采用可调节压紧的结构,既能定位外管与内管的装配尺寸,也能用于内管的定位夹紧;再借助于弯管模、导滑板、压紧块的弯曲加工,从而改进薄壁铜管的弯曲成型工艺。本发明通过将内、外管同时支撑并固定,根据实际间隙调整支撑位置,再将内、外管同时夹紧进行常规弯曲;无需再使用松香进行填充,无需再堵焊两端,节省加工周期及辅料用量;由于内部及两管间隙有支撑,在成型过程中避免管件断裂、起皱和打死弯等

一种工装以及套装成型方法.pdf
本发明公开了一种工装以及套装成型方法,用于舱段的套装成型。该工装包括抱环组件、机架、上盖板和2组以上定位结构,抱环组件包括抱环本体,抱环本体设有与圆柱结构件外径尺寸匹配的内腔;机架设有作业平台、上顶板用于驱动上顶板升降的驱动组件和用于将抱环组件固定于作业平台的锁定机构,上顶板位于作业平台的上方;上盖板用于连接壳体的上端面和上顶板,上顶板和壳体连接于上盖板的两相对侧;定位结构包括匹配的凸出部和容纳部,凸出部和容纳部中,一个设于抱环本体上、另一个设于上盖板;保证圆柱结构件的外形的同时保证套装的同轴度,可以避免
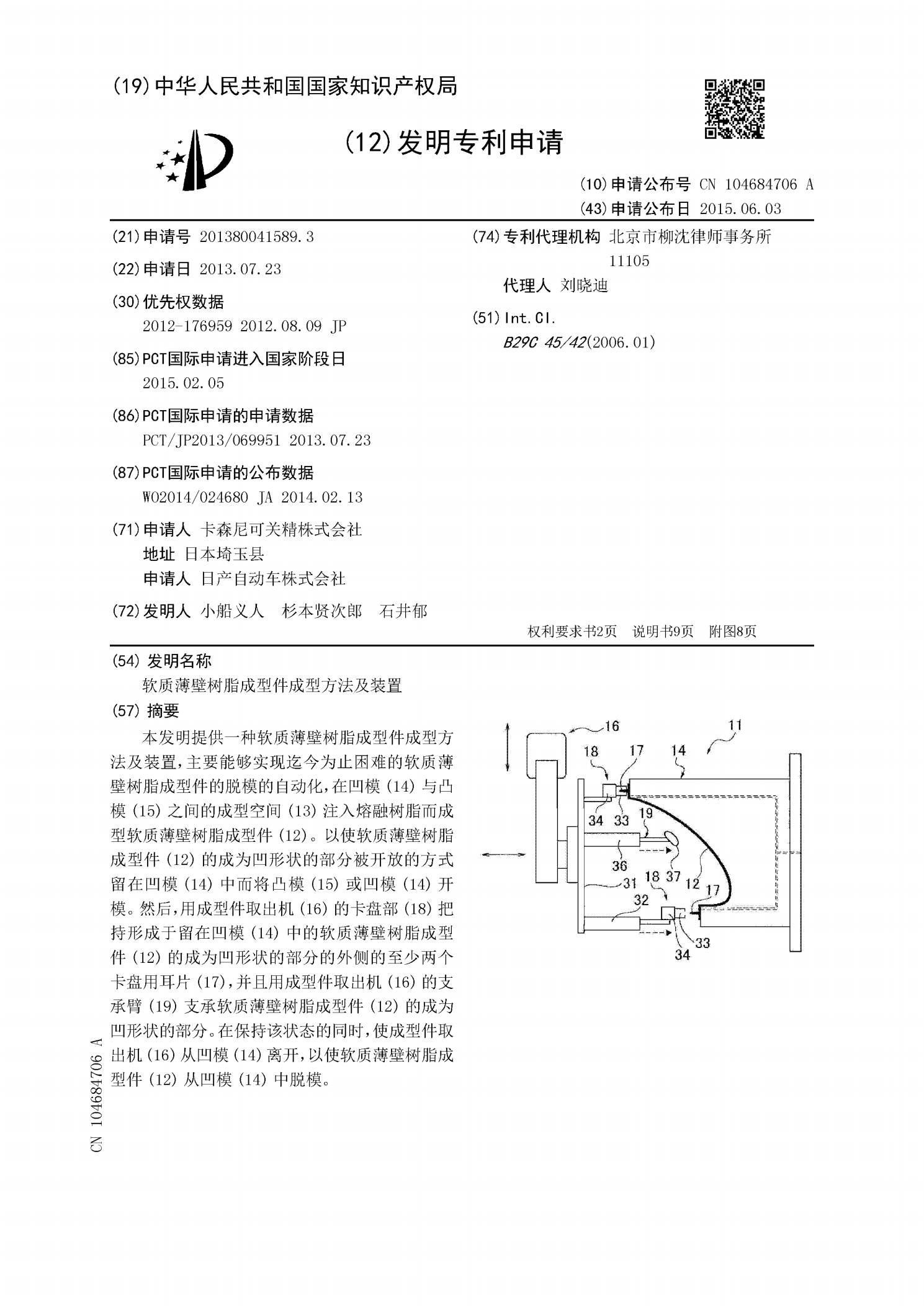
软质薄壁树脂成型件成型方法及装置.pdf
本发明提供一种软质薄壁树脂成型件成型方法及装置,主要能够实现迄今为止困难的软质薄壁树脂成型件的脱模的自动化,在凹模(14)与凸模(15)之间的成型空间(13)注入熔融树脂而成型软质薄壁树脂成型件(12)。以使软质薄壁树脂成型件(12)的成为凹形状的部分被开放的方式留在凹模(14)中而将凸模(15)或凹模(14)开模。然后,用成型件取出机(16)的卡盘部(18)把持形成于留在凹模(14)中的软质薄壁树脂成型件(12)的成为凹形状的部分的外侧的至少两个卡盘用耳片(17),并且用成型件取出机(16)的支承臂(1