
拉挤玻璃钢工艺.doc

sy****28


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

拉挤玻璃钢工艺.doc
拉挤玻璃钢工艺拉挤玻璃钢成型工艺原材料拉挤是一种生产玻璃钢线性型材的工艺,它所使用的原材料是不饱和聚酯树脂和连续玻璃纤维无捻粗纱及毡片,它所生产的高性能复合材料适合各种行业的使用。树脂拉挤成型玻璃钢主要采用不饱和聚酯树脂,约占拉挤成型工艺树脂用量的90%以上,另外还有环氧树脂、乙烯基树脂、热固性甲基丙酸树脂、改性酚醛树脂、阻燃性树脂等。随着我国对不饱和聚酯树脂拉挤成型工艺的深入研究,人们对不饱和聚酯树脂拉挤成型固化系统提出了越来越高的要求,如:提高拉挤成型的速度以提高生产效率,提高树脂体系的固化度以提高产

玻璃钢拉挤工艺.doc
玻璃钢拉挤工艺2011-04-24玻璃钢拉挤工艺?谁知道玻璃钢拉挤工艺,要具体点的。加工用的原材料,配比,加工过程等等。拉挤玻璃钢技术目⒂胗τ?1.大概情况拉挤玻璃钢成型工艺,早在1948年就有人研究,1951年首先在美国注册,取得专利。60年代成长缓慢,70-80年代步入快速成长阶段。我国拉挤玻璃钢成型工艺的研究开始走不算晚。1968年北京二五一厂以拉挤法生产了玻璃钢管,1974年拉制出了槽形玻璃钢型材,1982年拉制出体操器材双杠、高低杠的横杠;并试制成功以酚醛树脂为基体的机电槽楔。70年代武汉工业

拉挤玻璃钢成型工艺.pdf
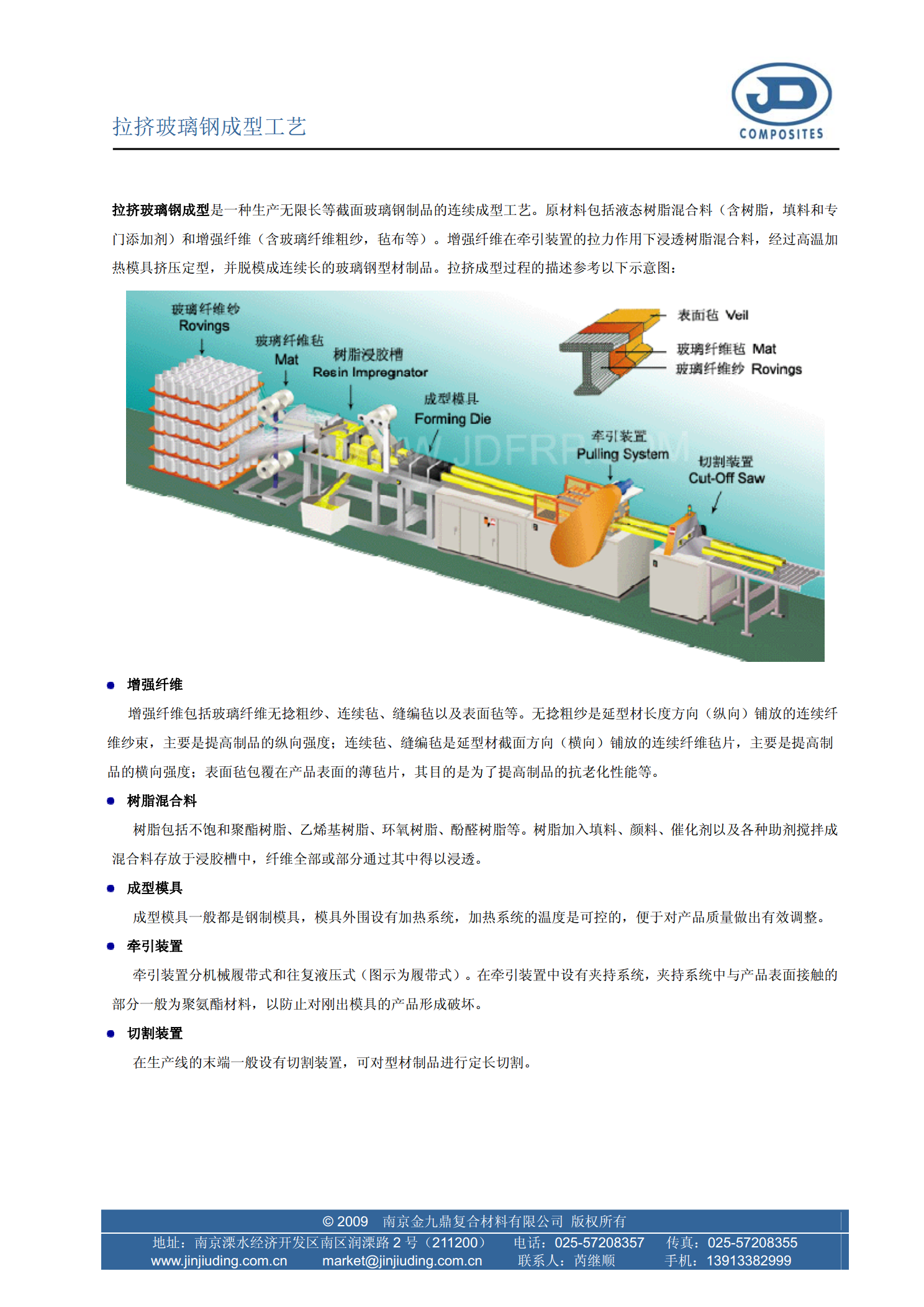
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂,填料和专门添加剂)和增强纤维(含玻璃纤维粗纱,毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料,经过高温加热模具挤压定型,并脱模成连续长的玻璃钢型材制品。拉挤成型过程的描述参考以下示意图:增强纤维增强纤维包括玻璃纤维无捻粗纱、连续毡、缝编毡以及表面毡等。无捻粗纱是延型材长度方向(纵向)铺放的连续纤维纱束,主要是提高制品的纵向强度;连续毡、缝编毡是延型材截面方向(横向)铺放的连续纤维毡片,
拉挤玻璃钢成型工艺.pdf
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂填料和专门添加剂)和增强纤维(含玻璃纤维粗纱毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料经过高温加热模具挤

拉挤玻璃钢成型工艺.pdf
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂填料和专门添加剂)和增强纤维(含玻璃纤维粗纱毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料经过高温加热模具挤