
一种车轮铣削加工精定位的装置及加工方法.pdf

一吃****天材

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种车轮铣削加工精定位的装置及加工方法.pdf
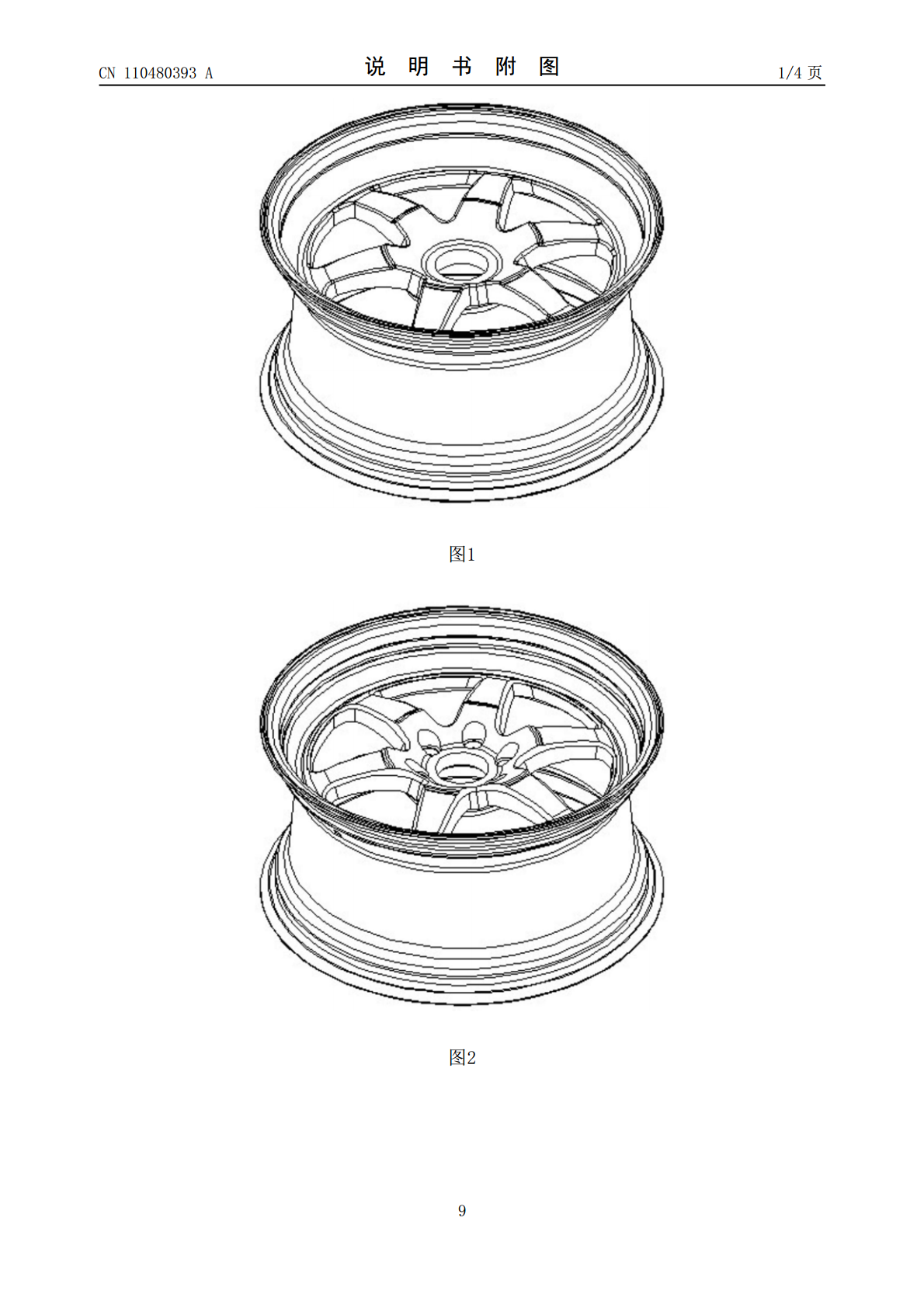
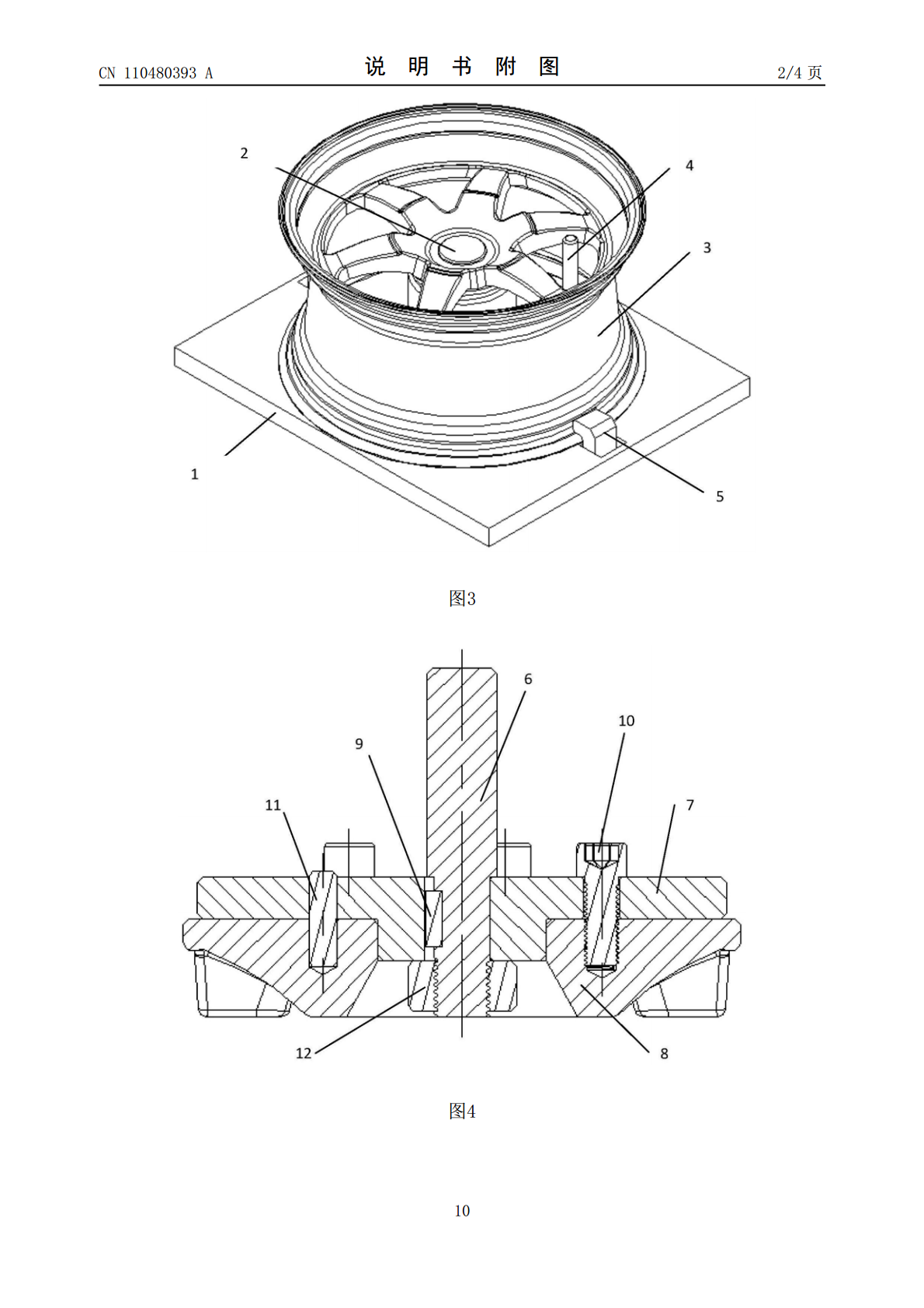
本发明属于车轮加工制造领域,涉及一种车轮铣削加工精定位的装置及加工方法,包括用于实现对车轮造型面进行定位的精定位工装组件,精定位工装组件包括同轴设置的刀杆、法兰盘以及替换块;替换块的一端面固定连接于法兰盘,另一端面具有与车轮造型面完全匹配的型面;刀杆的一端安装于加工中心的加工中心主轴上,另一端贯穿法兰盘与替换块的中心,并与二者相对固定连接。本申请的技术方案能够克服重复定位的误差,极大的提高产品加工的合格率。
一种车轮轮毂加工定位装置.pdf
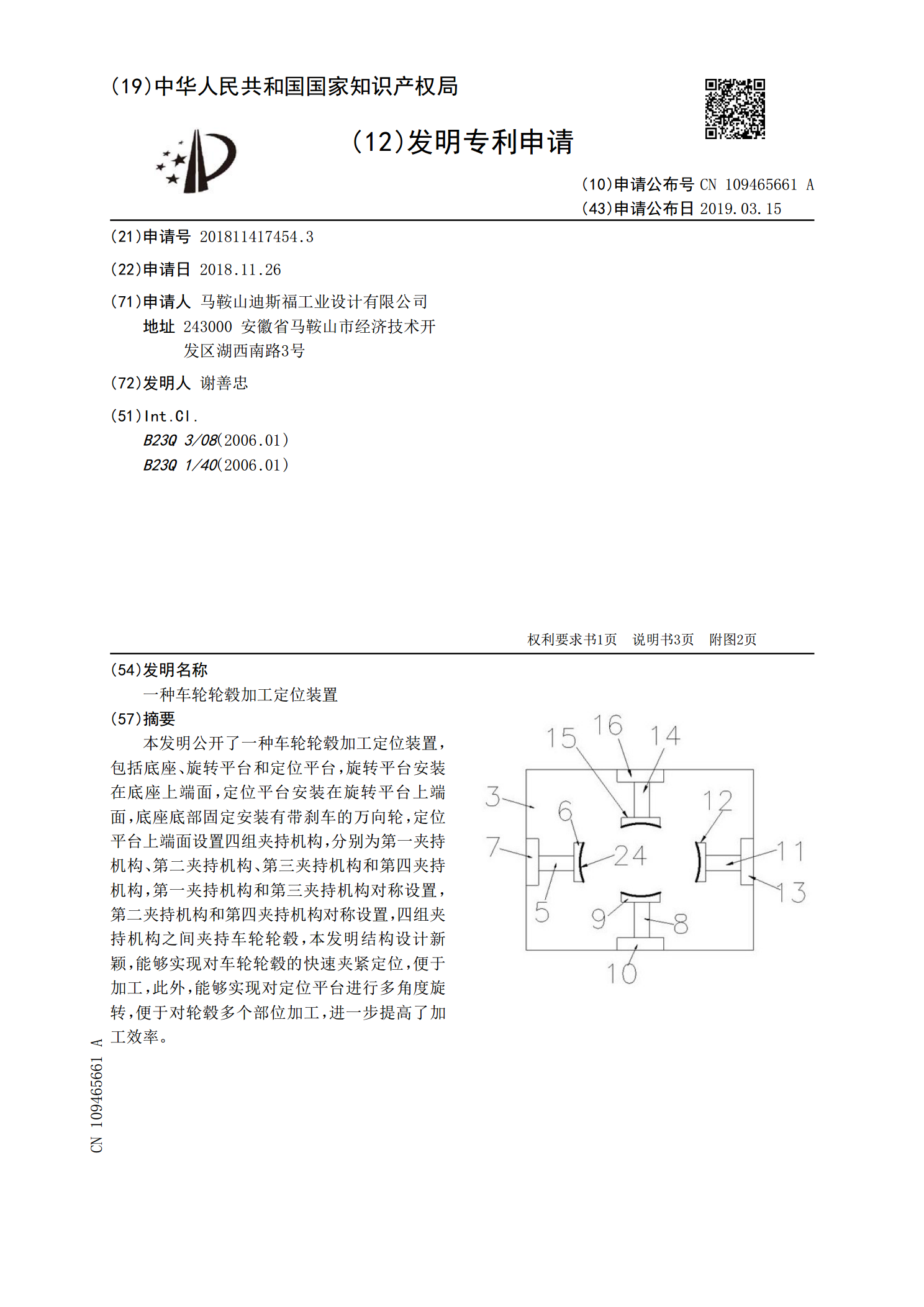
本发明公开了一种车轮轮毂加工定位装置,包括底座、旋转平台和定位平台,旋转平台安装在底座上端面,定位平台安装在旋转平台上端面,底座底部固定安装有带刹车的万向轮,定位平台上端面设置四组夹持机构,分别为第一夹持机构、第二夹持机构、第三夹持机构和第四夹持机构,第一夹持机构和第三夹持机构对称设置,第二夹持机构和第四夹持机构对称设置,四组夹持机构之间夹持车轮轮毂,本发明结构设计新颖,能够实现对车轮轮毂的快速夹紧定位,便于加工,此外,能够实现对定位平台进行多角度旋转,便于对轮毂多个部位加工,进一步提高了加工效率。
一种铣削加工结合电弧加工的装置及其加工方法.pdf
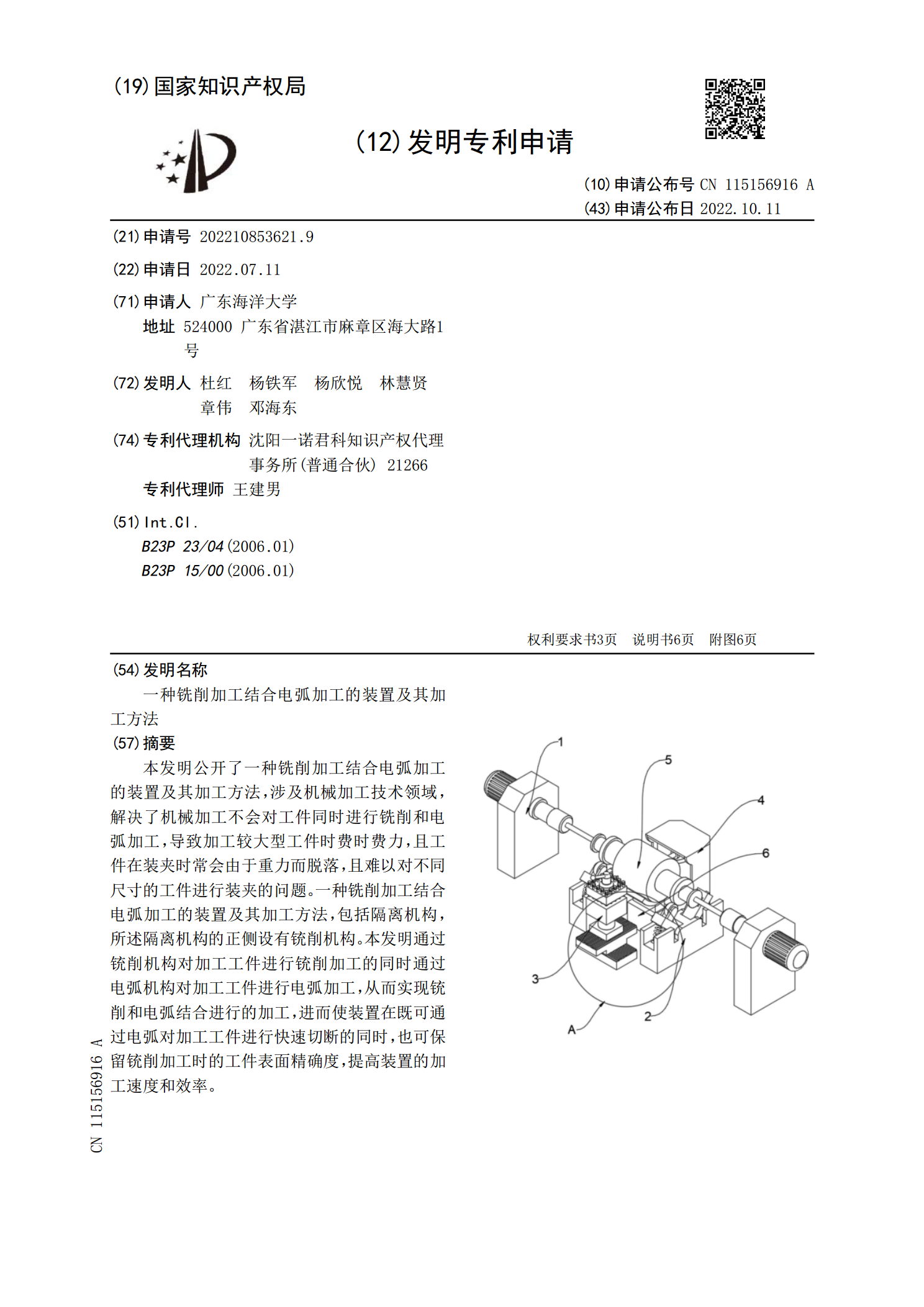
本发明公开了一种铣削加工结合电弧加工的装置及其加工方法,涉及机械加工技术领域,解决了机械加工不会对工件同时进行铣削和电弧加工,导致加工较大型工件时费时费力,且工件在装夹时常会由于重力而脱落,且难以对不同尺寸的工件进行装夹的问题。一种铣削加工结合电弧加工的装置及其加工方法,包括隔离机构,所述隔离机构的正侧设有铳削机构。本发明通过铳削机构对加工工件进行铳削加工的同时通过电弧机构对加工工件进行电弧加工,从而实现铳削和电弧结合进行的加工,进而使装置在既可通过电弧对加工工件进行快速切断的同时,也可保留铳削加工时的工

一种阀座铣削加工用旋转定位装置.pdf
本发明公开了一种阀座铣削加工用旋转定位装置,涉及阀座铣削加工技术领域,为解决现有的铣削加工方式对阀座进行整体加工效率较低的问题。所述承重底座的内部设置有伺服电机,所述伺服电机的一端设置有联轴器,所述承重底座的上表面设置有工作台,所述工作台的上端旋转台,所述旋转台的两侧设置有支撑架,所述支撑架的内部设置有马达,所述马达的输出端设置有连接杆,所述连接杆的一端设置有安装槽,所述安装槽的内部设置有复位弹簧,所述复位弹簧的一侧设置有夹具,所述夹具的内部设置有夹杆,所述夹杆的一端设置有活动杆,所述夹具的外部设置有固定

一种车轮毛坯加工用弹性定位装置.pdf
本发明涉及一种弹性定位装置,具体的说是一种车轮毛坯加工用弹性定位装置,属于车轮毛坯加工设备技术领域。其包括顶板、弹簧、滑套、定位盘和固定座,固定座内设有能够前后滑动的滑套,滑套后端伸出固定座并通过连接件可拆卸的连接定位盘;滑套前端中心设有弹簧腔,弹簧腔内设有弹簧;所述固定座前端通过连接件可拆卸的连接顶板,顶板压紧接触弹簧前端;所述定位盘后端设有车轮装夹孔。本发明结构简单、紧凑、合理,能够在毛坯加工时弹性支撑车轮碗口部,避免对车轮外侧进行机加工时发生变形,提高车轮部件的加工精度。