
一种用于对轮主动强力旋压设备底板的内旋进给装置.pdf

一吃****仪凡

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于对轮主动强力旋压设备底板的内旋进给装置.pdf
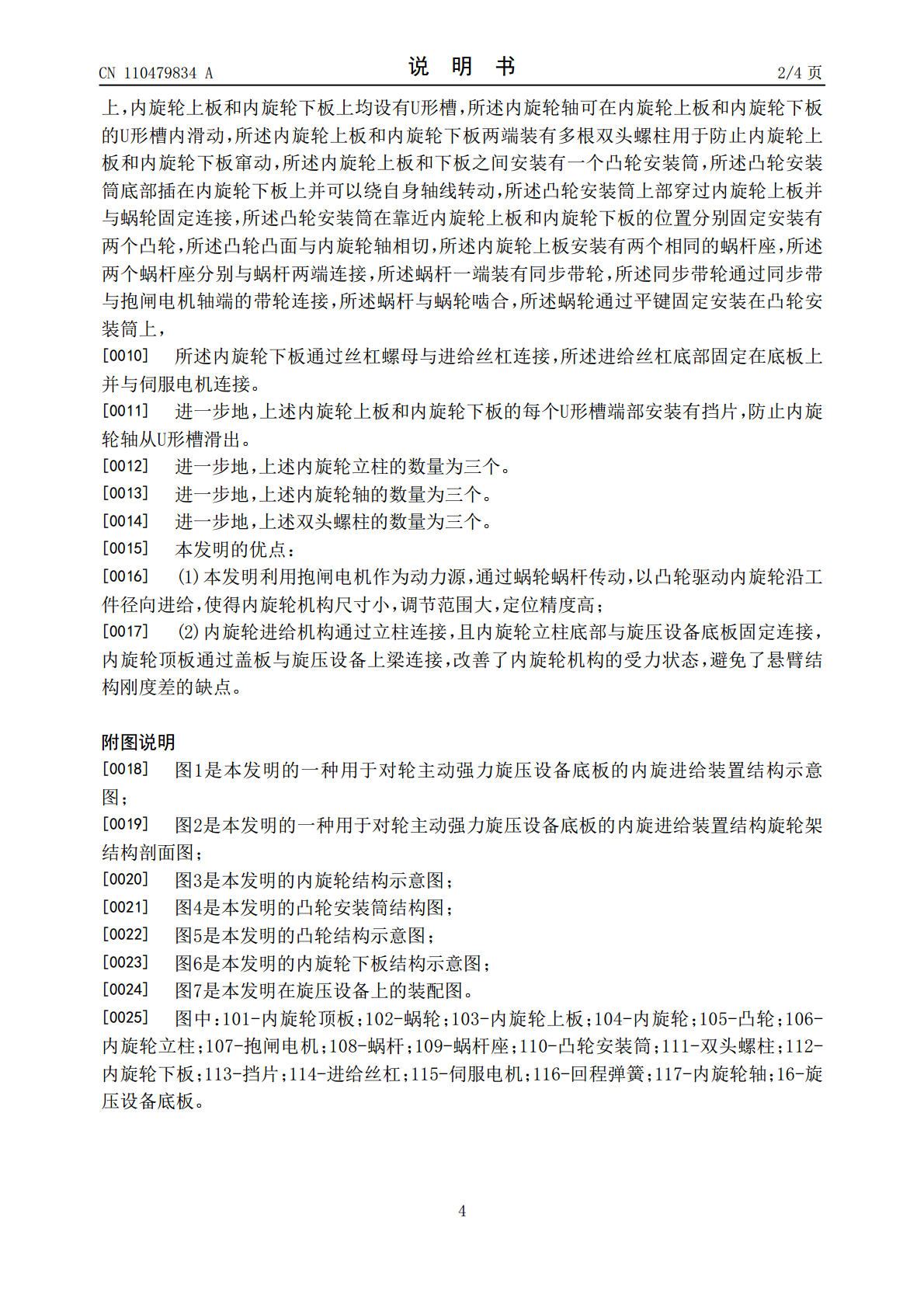
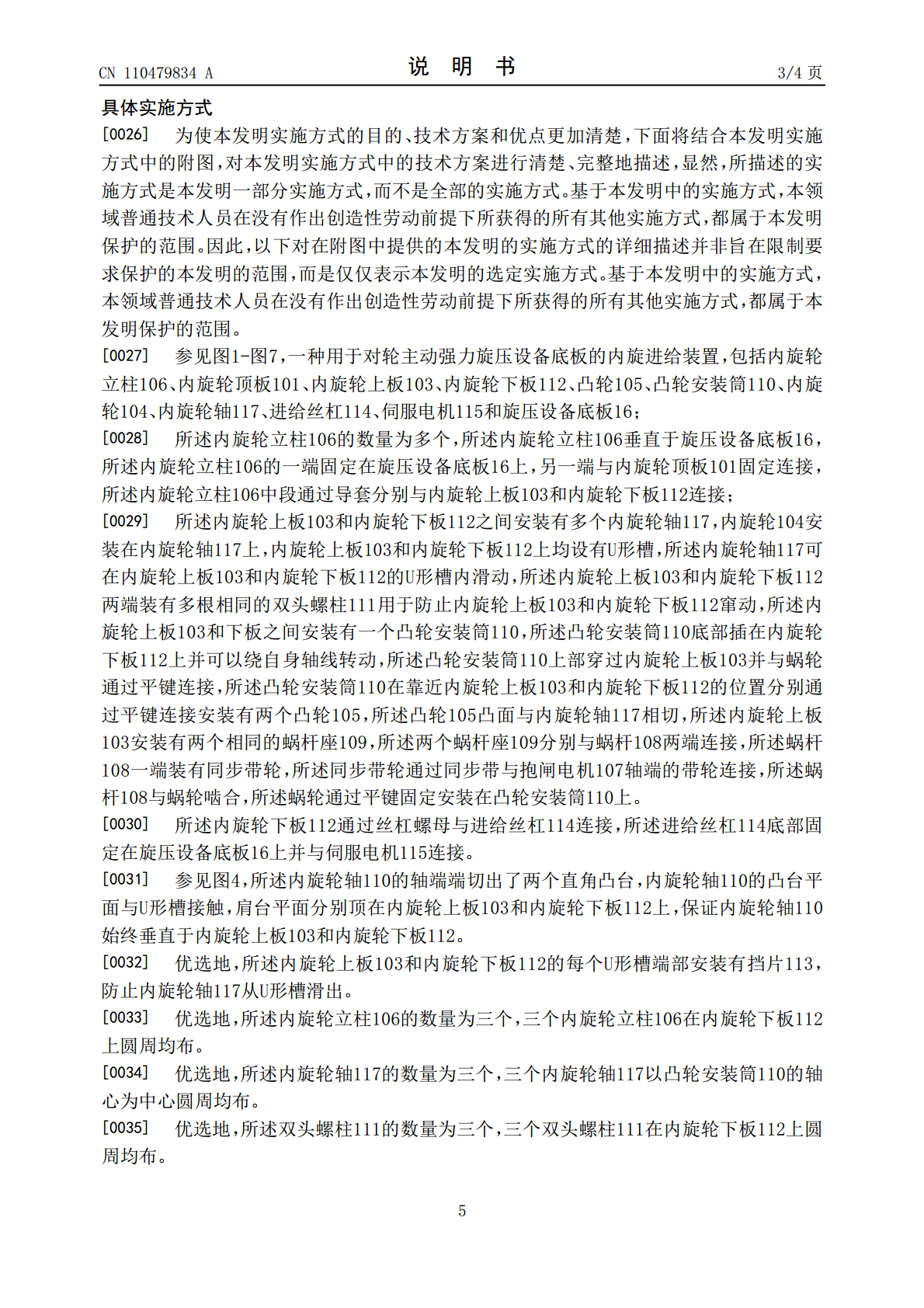
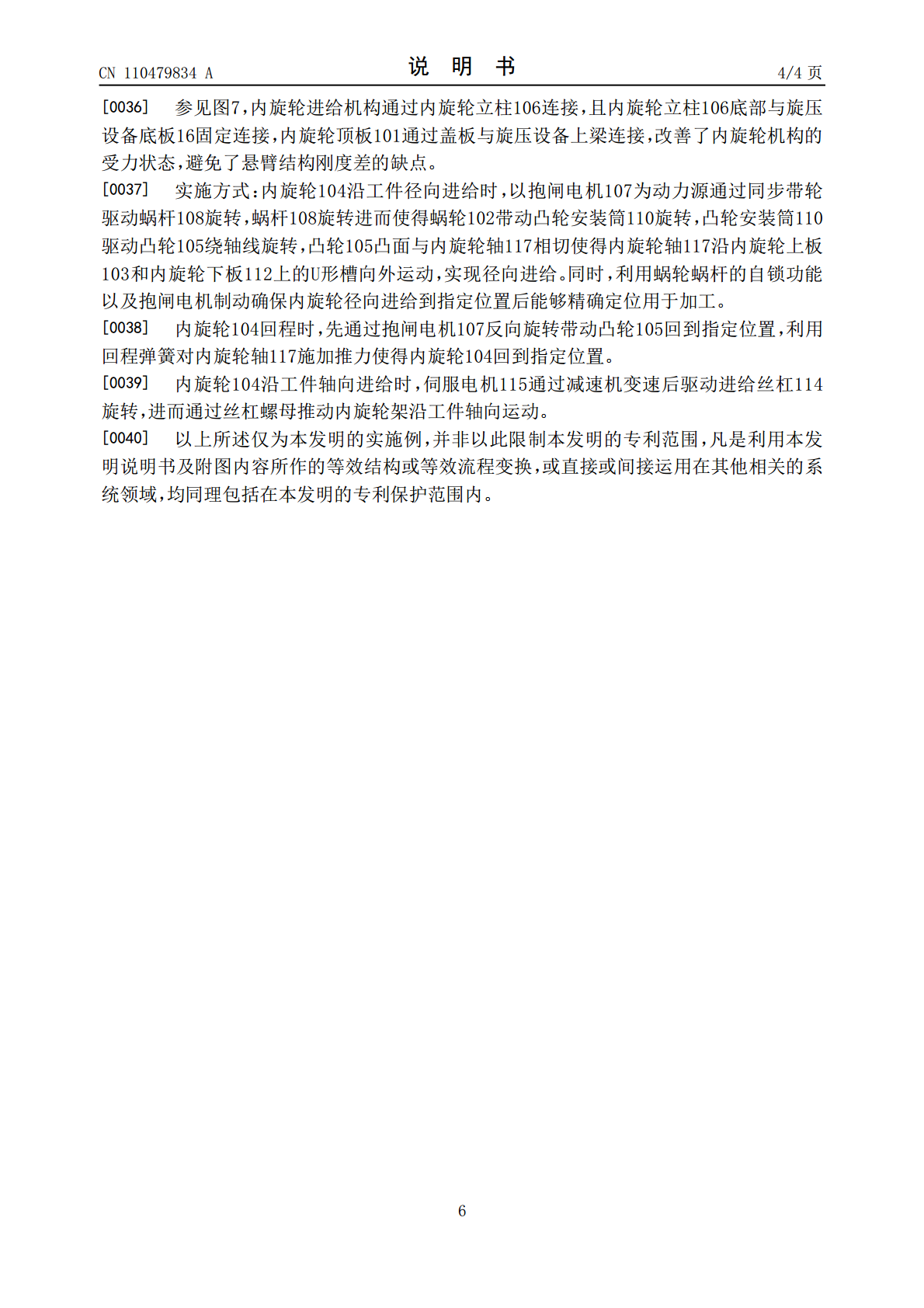
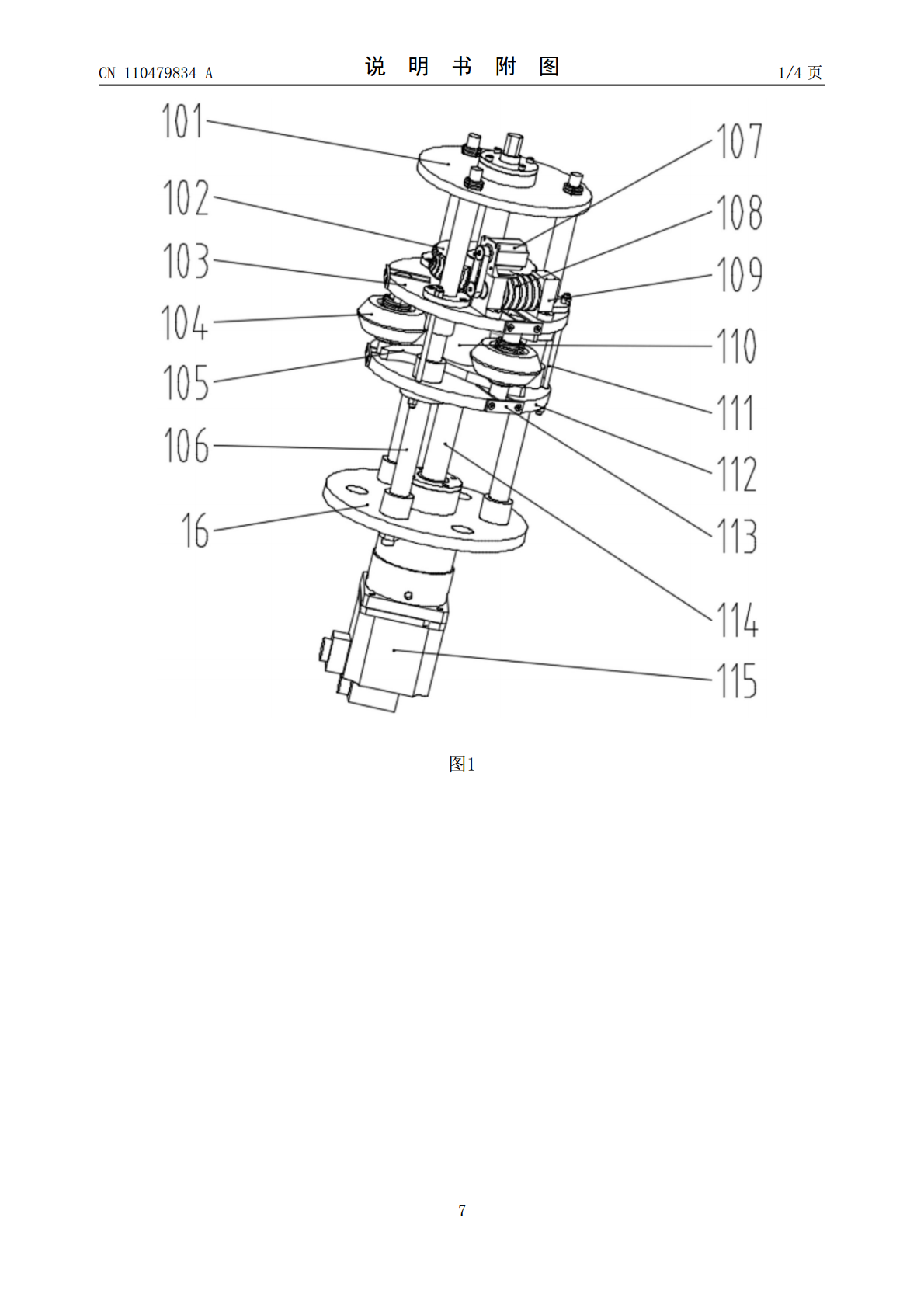
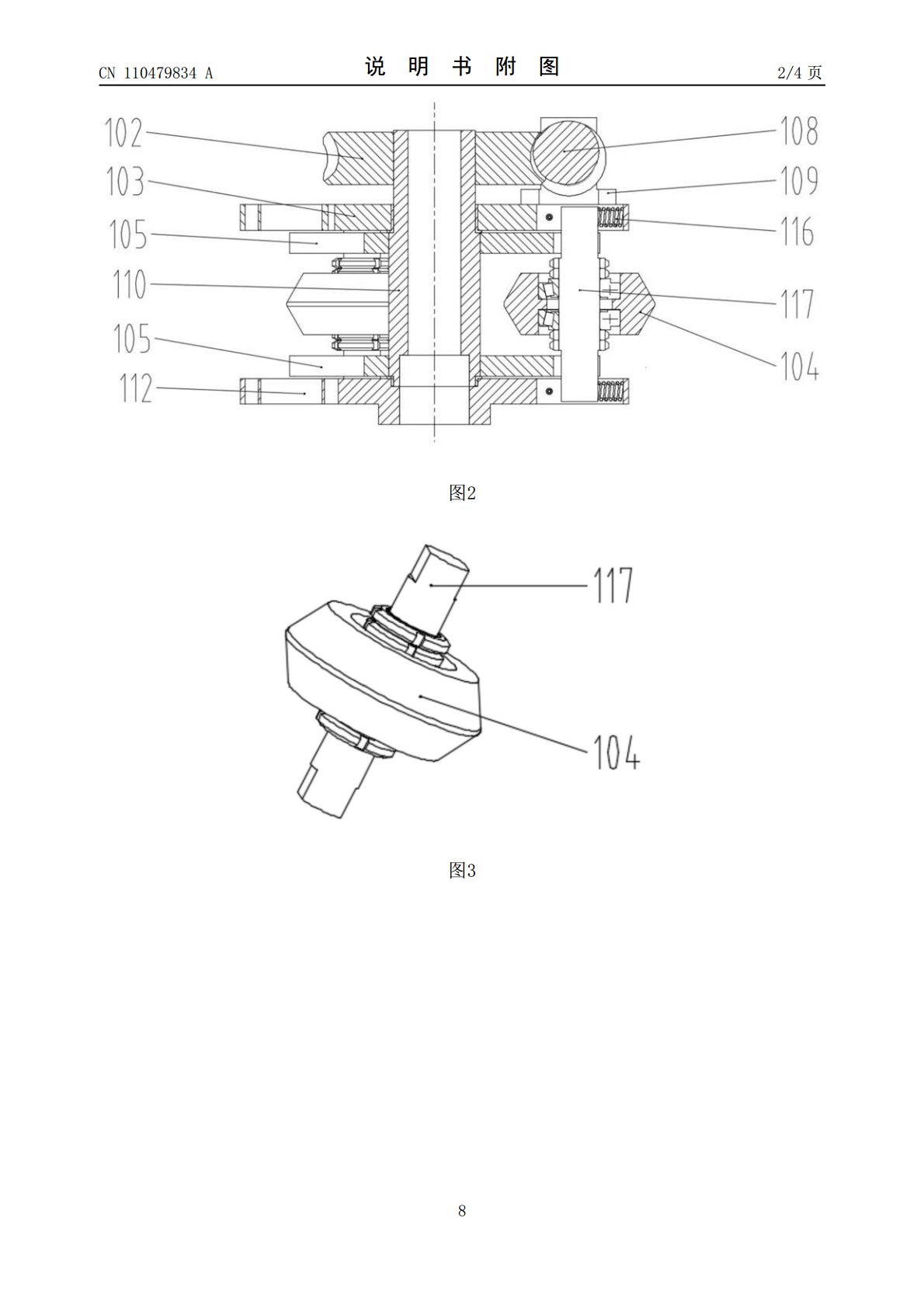
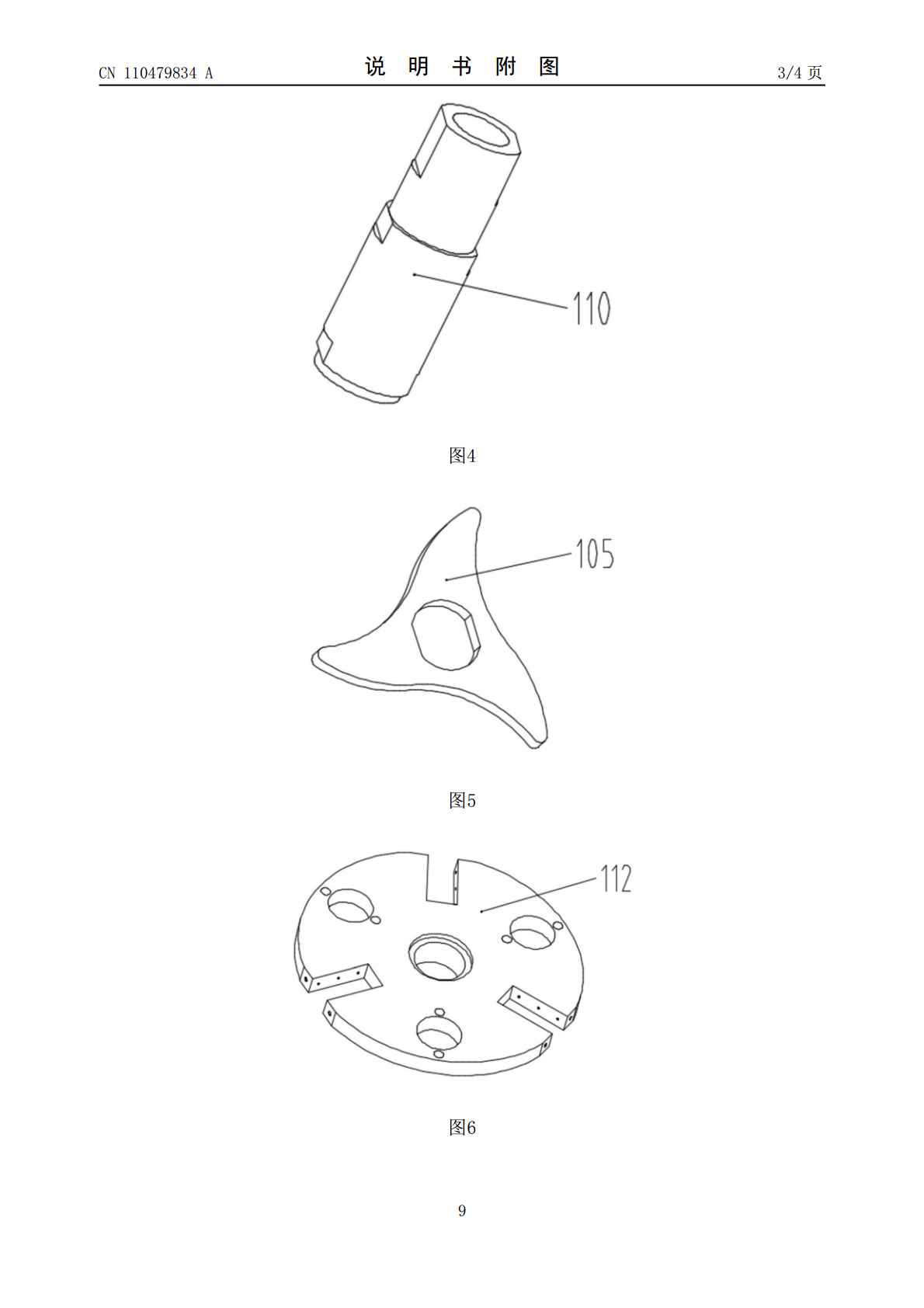
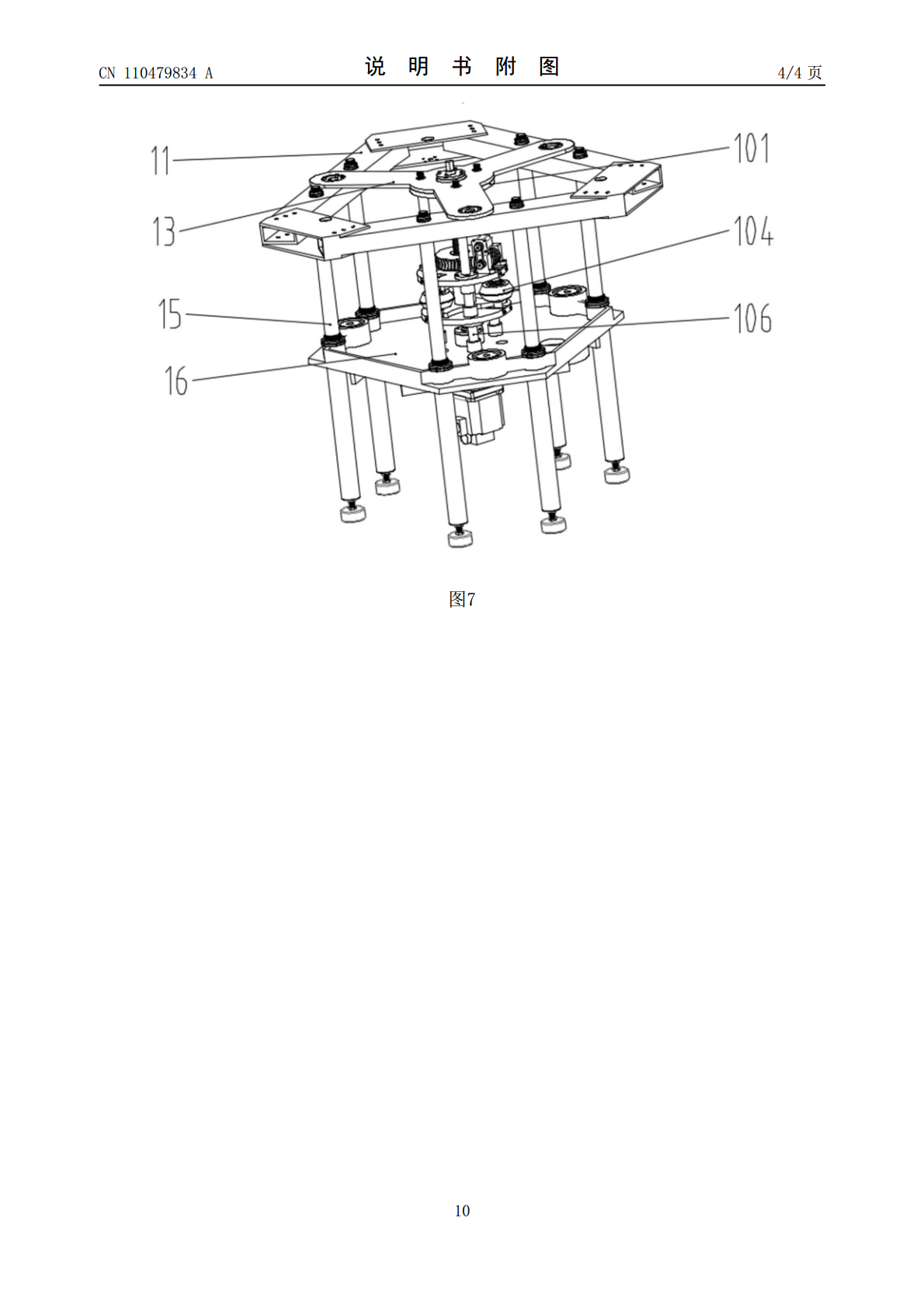
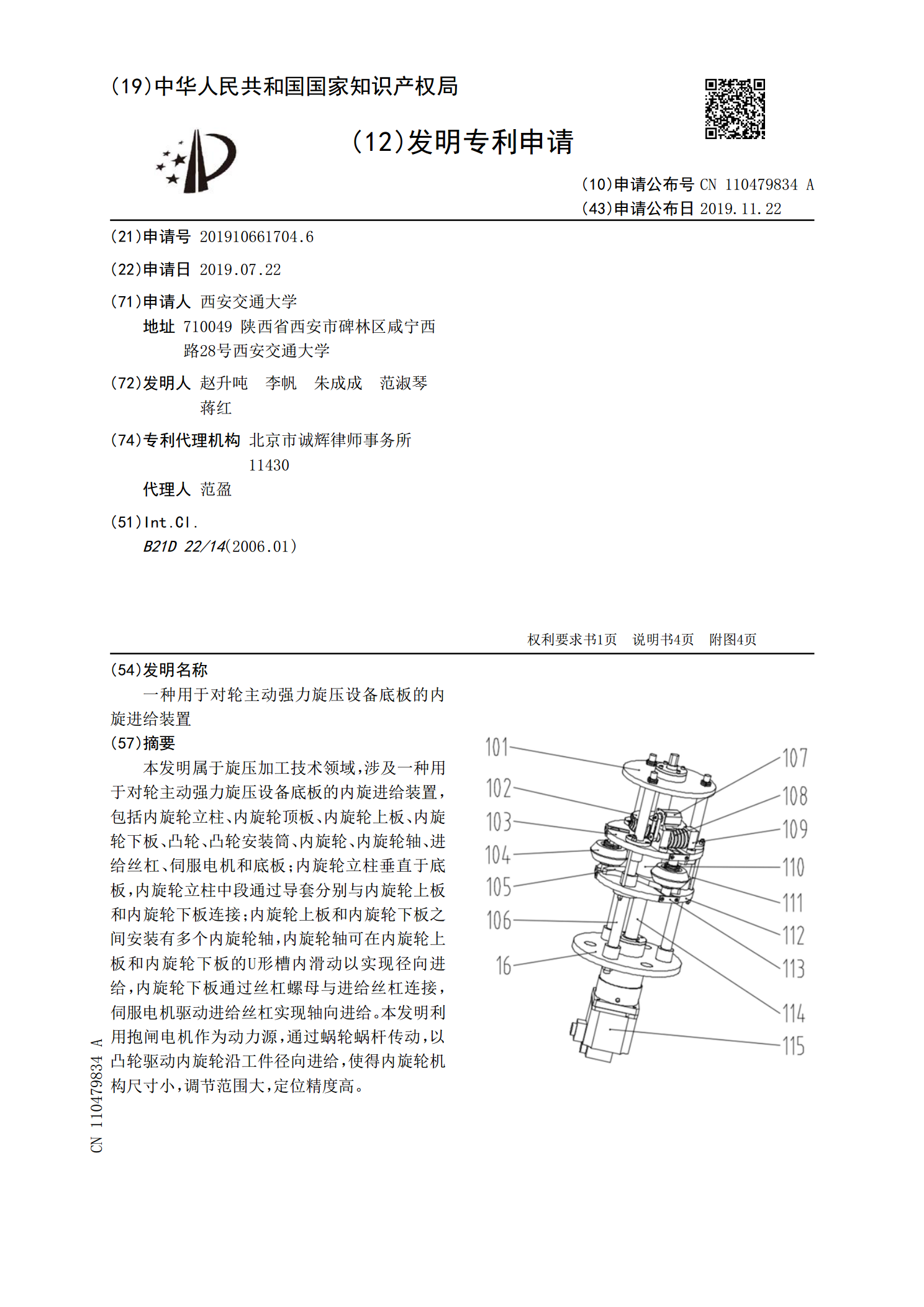
本发明属于旋压加工技术领域,涉及一种用于对轮主动强力旋压设备底板的内旋进给装置,包括内旋轮立柱、内旋轮顶板、内旋轮上板、内旋轮下板、凸轮、凸轮安装筒、内旋轮、内旋轮轴、进给丝杠、伺服电机和底板;内旋轮立柱垂直于底板,内旋轮立柱中段通过导套分别与内旋轮上板和内旋轮下板连接;内旋轮上板和内旋轮下板之间安装有多个内旋轮轴,内旋轮轴可在内旋轮上板和内旋轮下板的U形槽内滑动以实现径向进给,内旋轮下板通过丝杠螺母与进给丝杠连接,伺服电机驱动进给丝杠实现轴向进给。本发明利用抱闸电机作为动力源,通过蜗轮蜗杆传动,以凸轮驱
一种用于对轮主动强力旋压设备的外旋进给装置.pdf
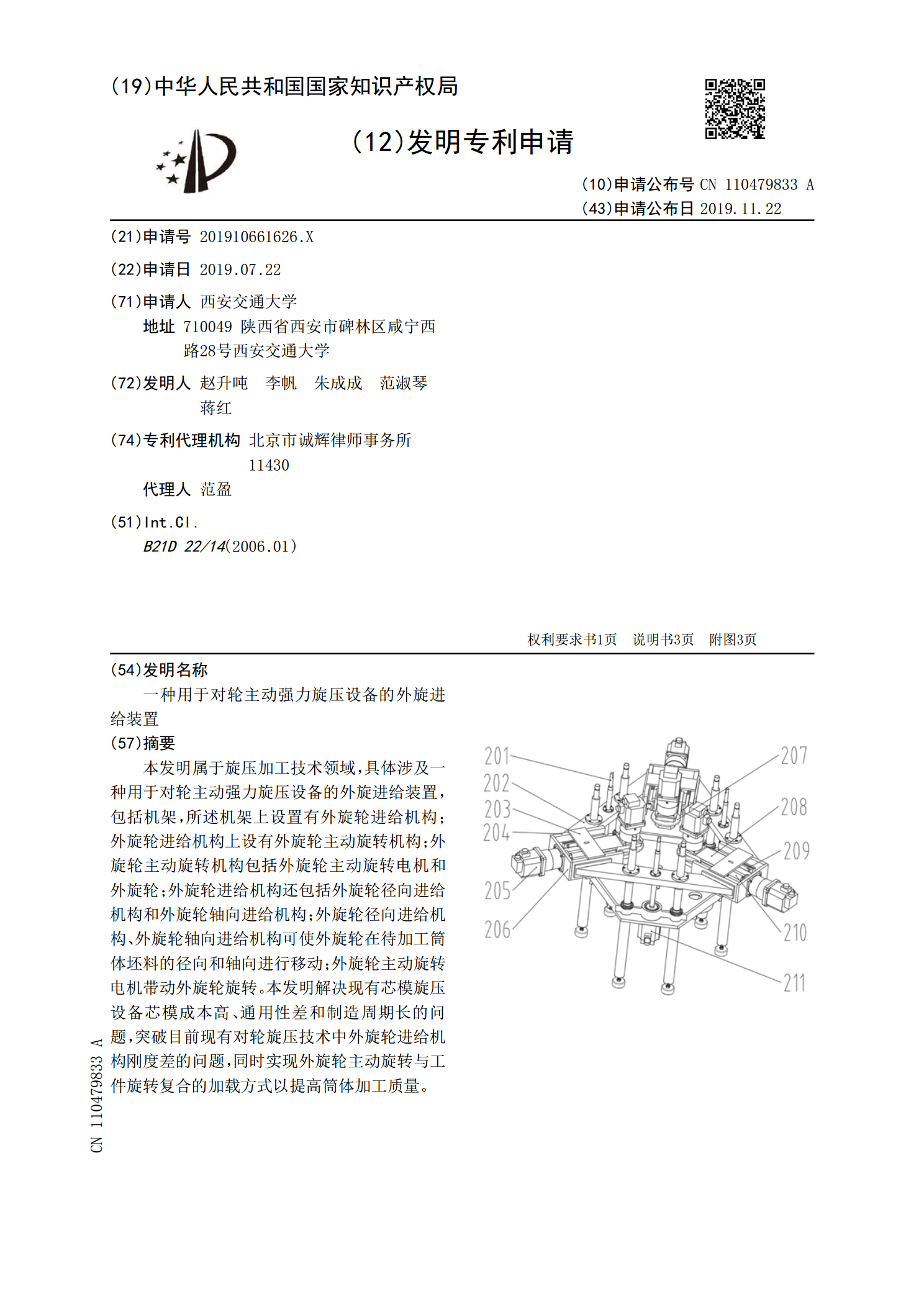
本发明属于旋压加工技术领域,具体涉及一种用于对轮主动强力旋压设备的外旋进给装置,包括机架,所述机架上设置有外旋轮进给机构;外旋轮进给机构上设有外旋轮主动旋转机构;外旋轮主动旋转机构包括外旋轮主动旋转电机和外旋轮;外旋轮进给机构还包括外旋轮径向进给机构和外旋轮轴向进给机构;外旋轮径向进给机构、外旋轮轴向进给机构可使外旋轮在待加工筒体坯料的径向和轴向进行移动;外旋轮主动旋转电机带动外旋轮旋转。本发明解决现有芯模旋压设备芯模成本高、通用性差和制造周期长的问题,突破目前现有对轮旋压技术中外旋轮进给机构刚度差的问题
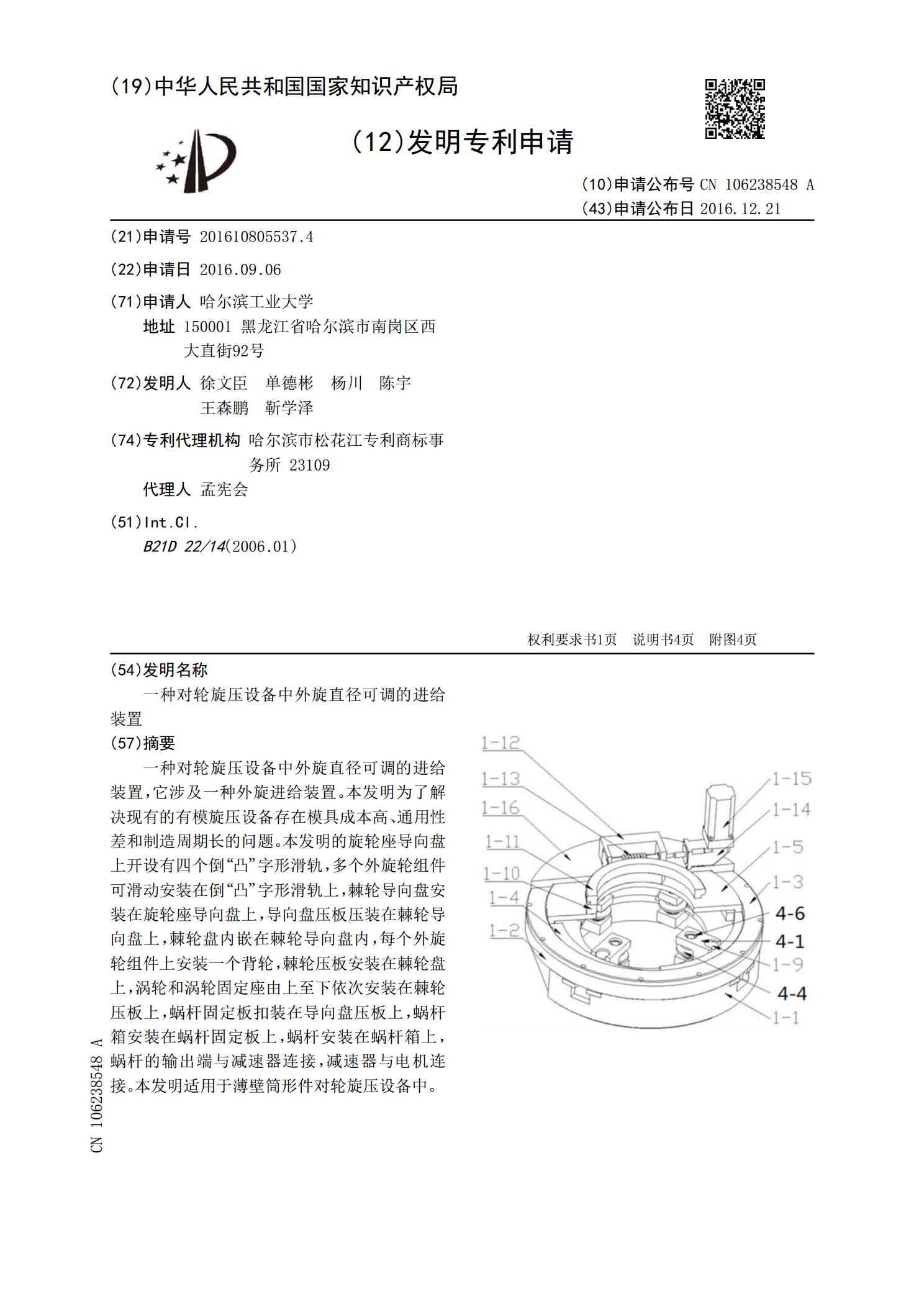
一种对轮旋压设备中外旋直径可调的进给装置.pdf
一种对轮旋压设备中外旋直径可调的进给装置,它涉及一种外旋进给装置。本发明为了解决现有的有模旋压设备存在模具成本高、通用性差和制造周期长的问题。本发明的旋轮座导向盘上开设有四个倒“凸”字形滑轨,多个外旋轮组件可滑动安装在倒“凸”字形滑轨上,棘轮导向盘安装在旋轮座导向盘上,导向盘压板压装在棘轮导向盘上,棘轮盘内嵌在棘轮导向盘内,每个外旋轮组件上安装一个背轮,棘轮压板安装在棘轮盘上,涡轮和涡轮固定座由上至下依次安装在棘轮压板上,蜗杆固定板扣装在导向盘压板上,蜗杆箱安装在蜗杆固定板上,蜗杆安装在蜗杆箱上,蜗杆的输
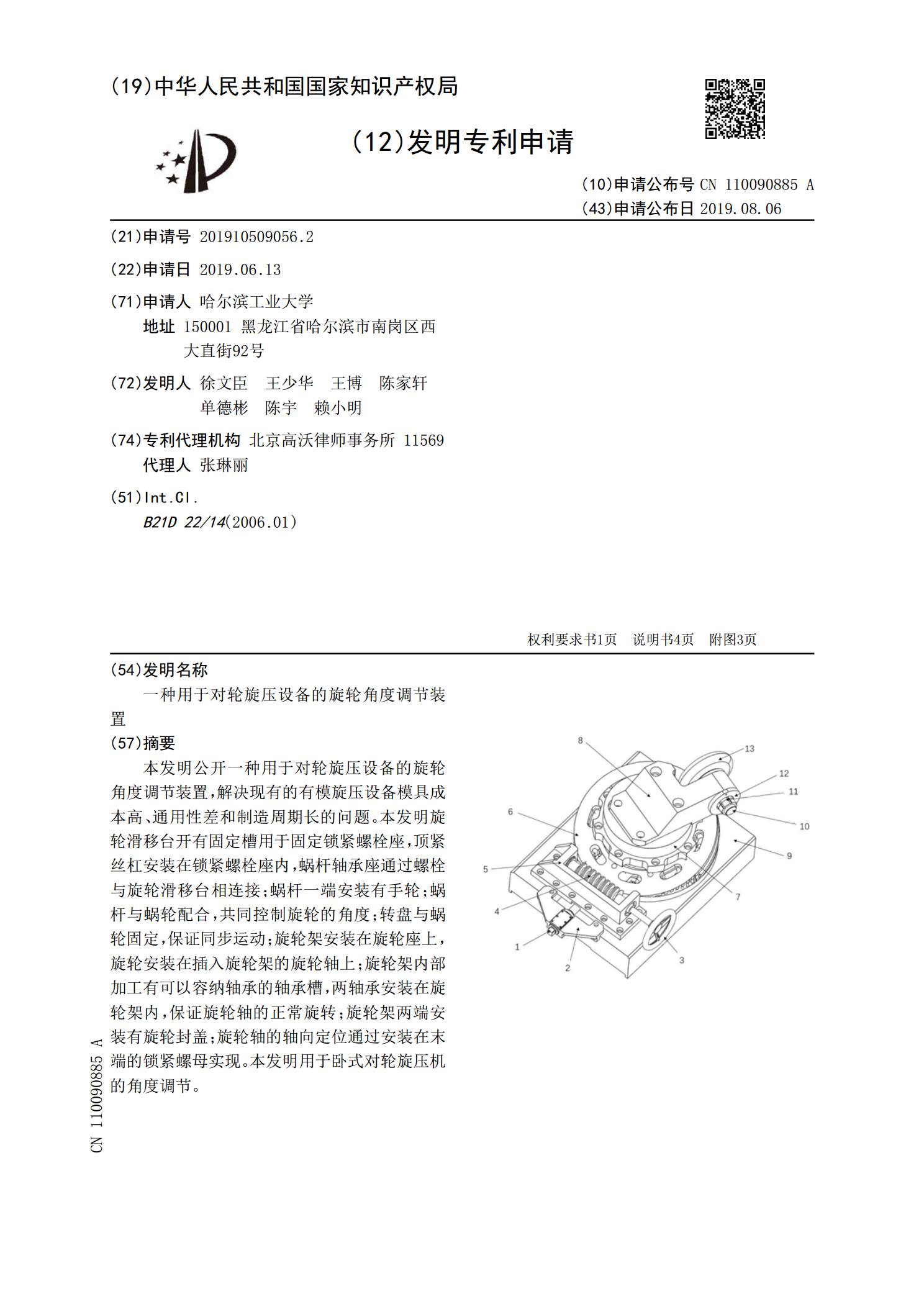
一种用于对轮旋压设备的旋轮角度调节装置.pdf
本发明公开一种用于对轮旋压设备的旋轮角度调节装置,解决现有的有模旋压设备模具成本高、通用性差和制造周期长的问题。本发明旋轮滑移台开有固定槽用于固定锁紧螺栓座,顶紧丝杠安装在锁紧螺栓座内,蜗杆轴承座通过螺栓与旋轮滑移台相连接;蜗杆一端安装有手轮;蜗杆与蜗轮配合,共同控制旋轮的角度;转盘与蜗轮固定,保证同步运动;旋轮架安装在旋轮座上,旋轮安装在插入旋轮架的旋轮轴上;旋轮架内部加工有可以容纳轴承的轴承槽,两轴承安装在旋轮架内,保证旋轮轴的正常旋转;旋轮架两端安装有旋轮封盖;旋轮轴的轴向定位通过安装在末端的锁紧螺
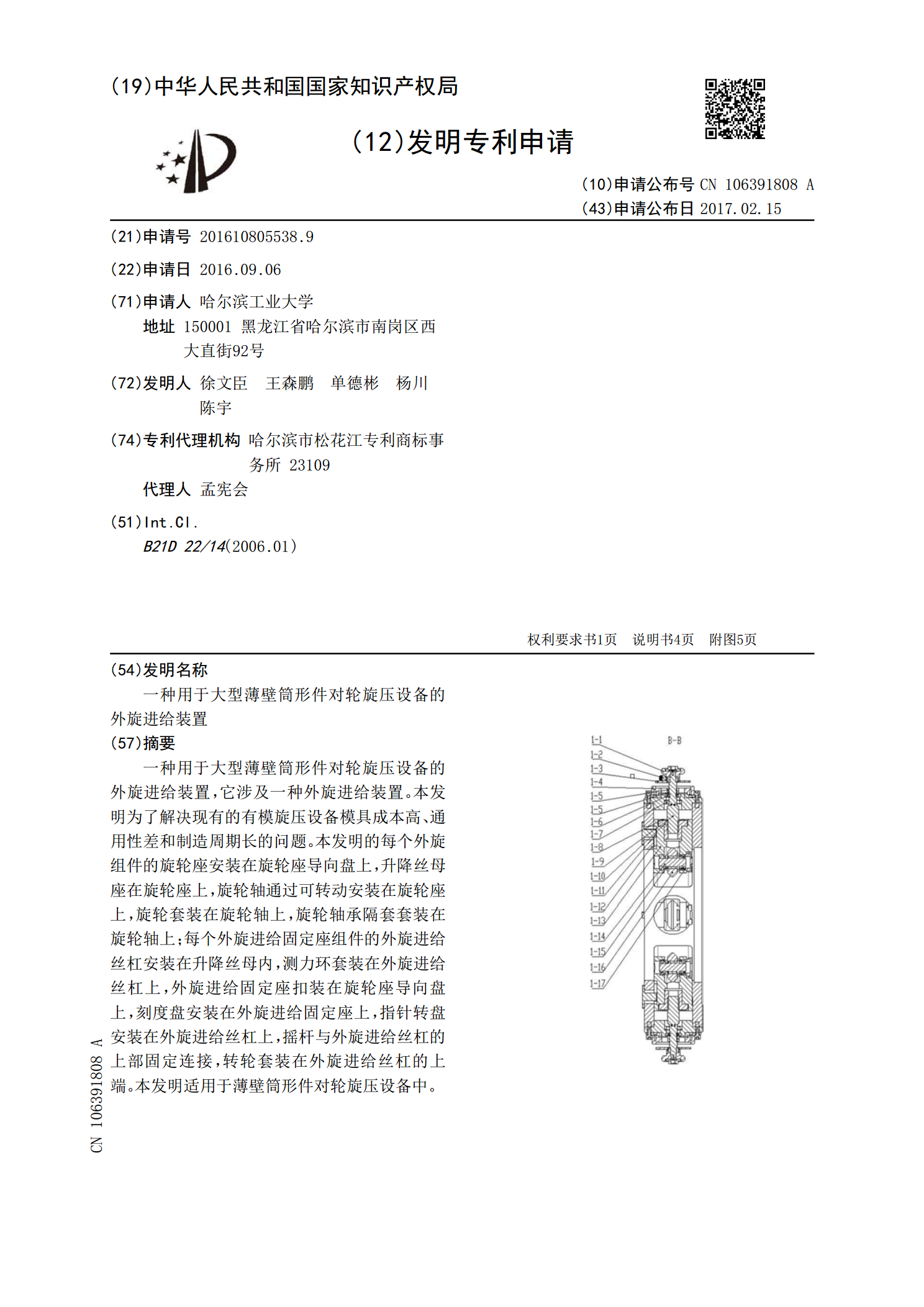
一种用于大型薄壁筒形件对轮旋压设备的外旋进给装置.pdf
一种用于大型薄壁筒形件对轮旋压设备的外旋进给装置,它涉及一种外旋进给装置。本发明为了解决现有的有模旋压设备模具成本高、通用性差和制造周期长的问题。本发明的每个外旋组件的旋轮座安装在旋轮座导向盘上,升降丝母座在旋轮座上,旋轮轴通过可转动安装在旋轮座上,旋轮套装在旋轮轴上,旋轮轴承隔套套装在旋轮轴上;每个外旋进给固定座组件的外旋进给丝杠安装在升降丝母内,测力环套装在外旋进给丝杠上,外旋进给固定座扣装在旋轮座导向盘上,刻度盘安装在外旋进给固定座上,指针转盘安装在外旋进给丝杠上,摇杆与外旋进给丝杠的上部固定连接,