
齿轮压装铜套工装.pdf

一条****杉淑


1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮压装铜套工装.pdf
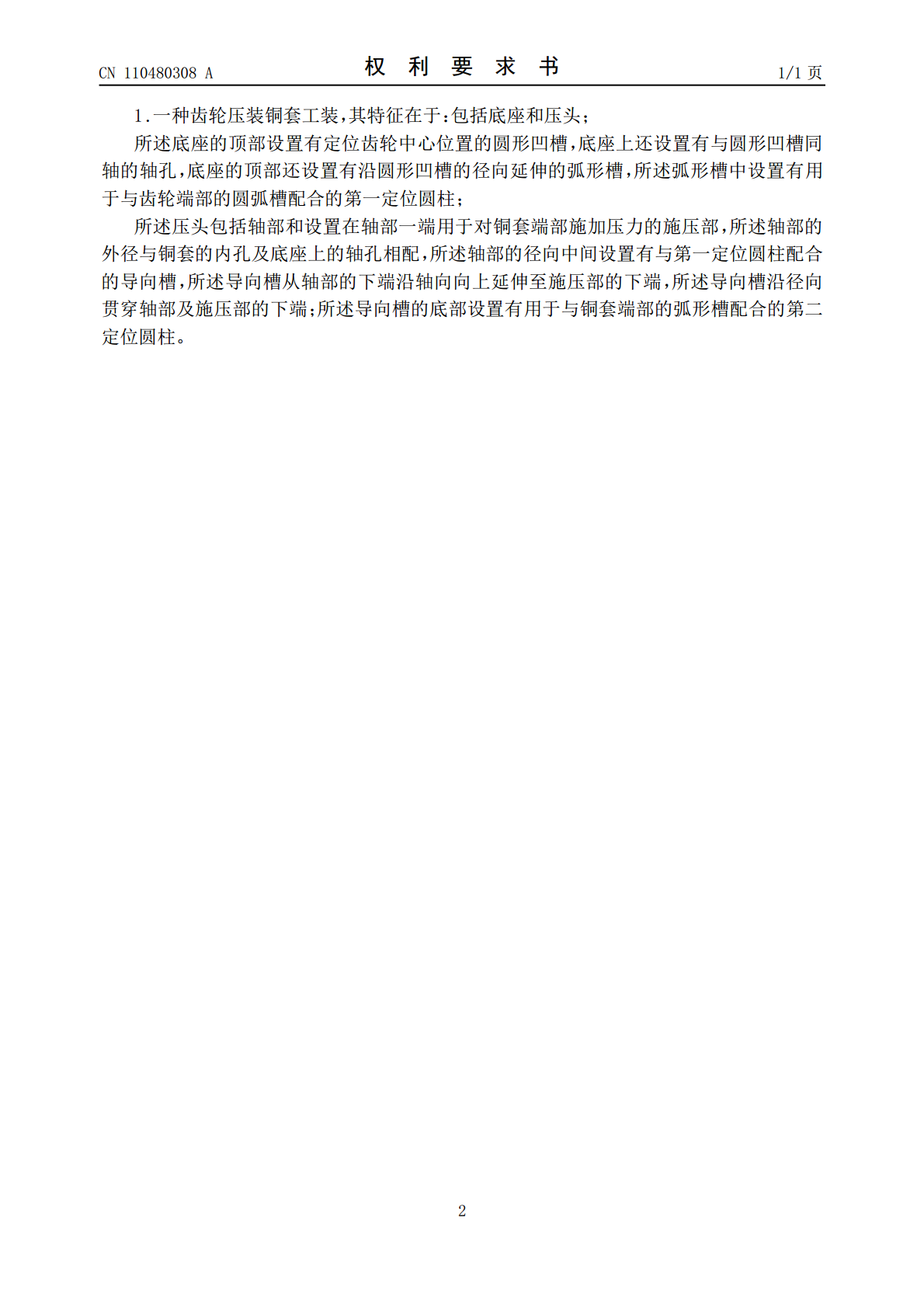
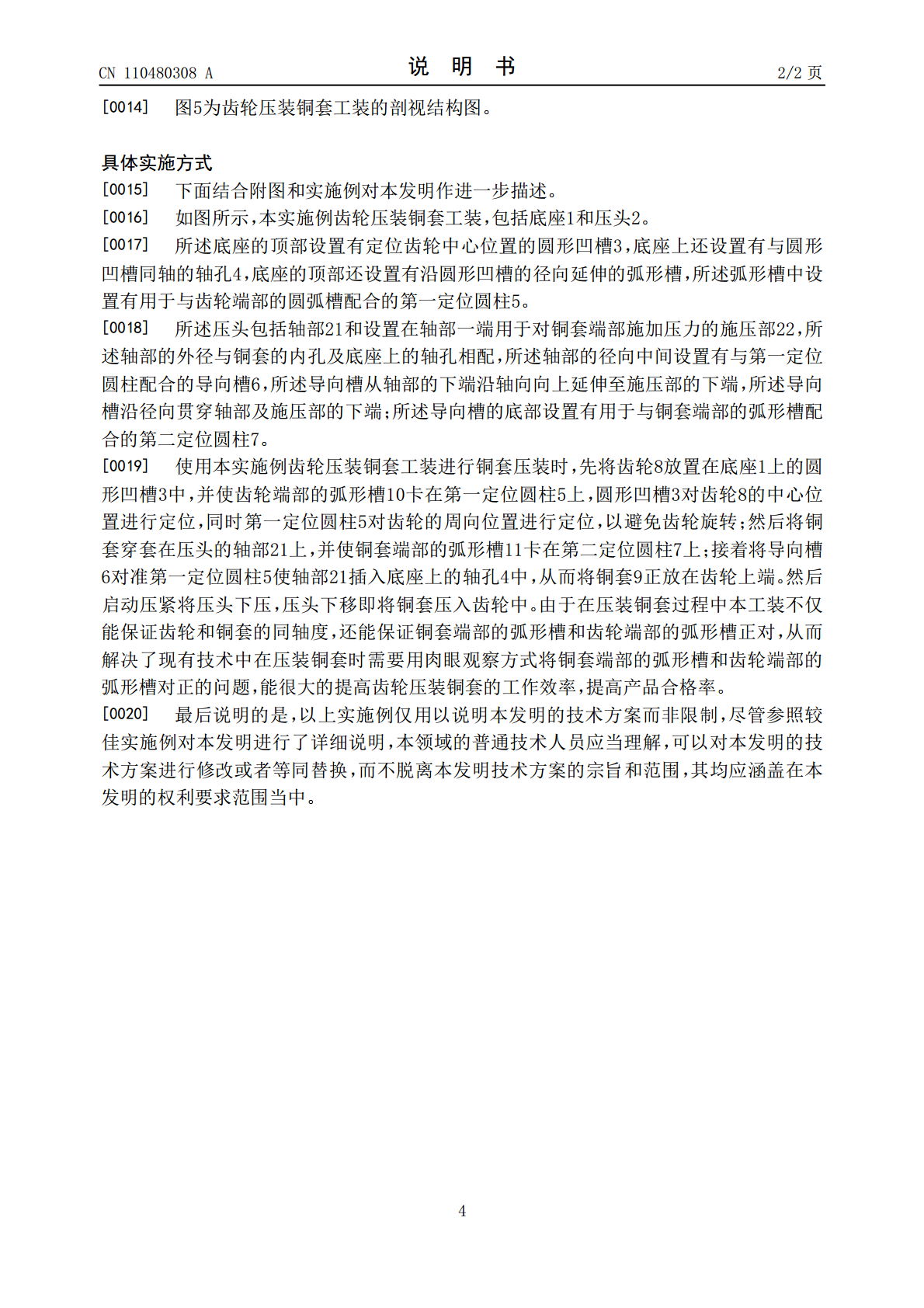
本发明公开了一种齿轮压装铜套工装,包括底座和压头;底座的顶部设置有定位齿轮中心位置的圆形凹槽,底座的顶部还设置有沿圆形凹槽的径向延伸的弧形槽,弧形槽中设置有用于与齿轮端部的圆弧槽配合的第一定位圆柱;压头包括轴部和设置在轴部一端的施压部,轴部的外径与铜套的内孔及底座上的轴孔相配,轴部的径向中间设置有与第一定位圆柱配合的导向槽,导向槽的底部设置有用于与铜套端部的弧形槽配合的第二定位圆柱。本发明齿轮压装铜套工装,其在压装铜套过程中不仅能保证齿轮和铜套的同轴度,还能保证铜套端部的弧形槽和齿轮端部的弧形槽正对,能很
一种高效压装齿轮衬套工装.pdf
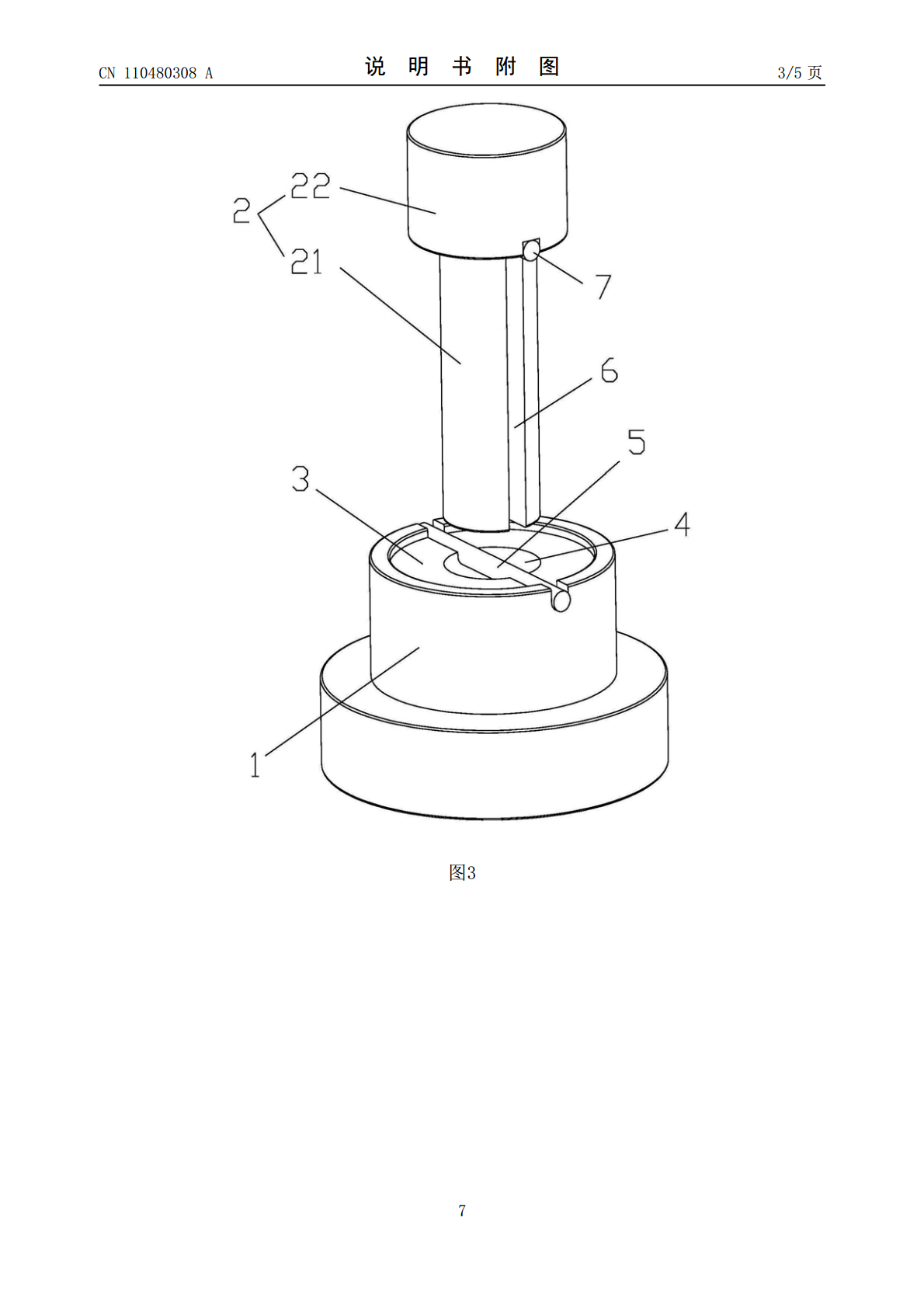
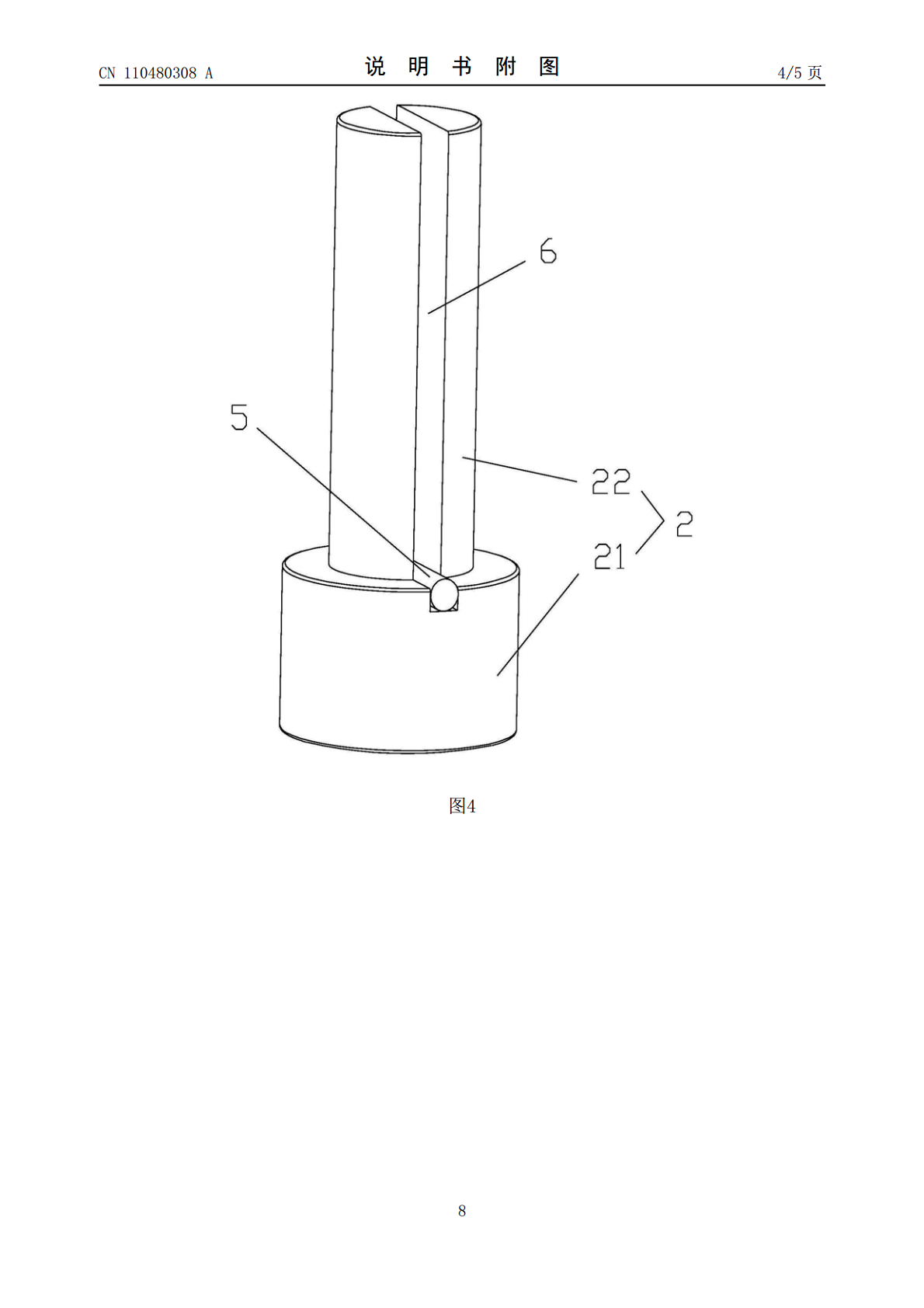
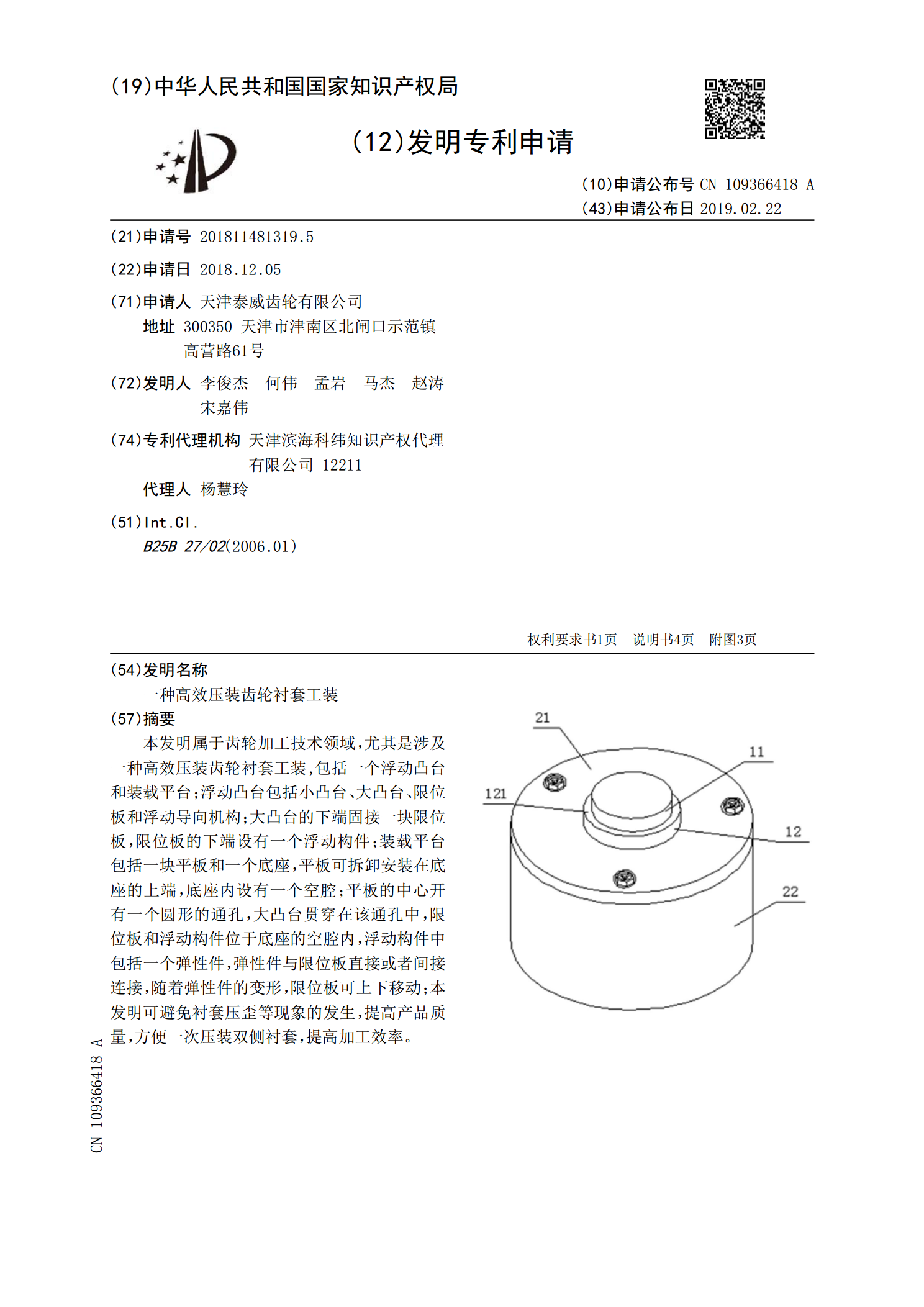
本发明属于齿轮加工技术领域,尤其是涉及一种高效压装齿轮衬套工装,包括一个浮动凸台和装载平台;浮动凸台包括小凸台、大凸台、限位板和浮动导向机构;大凸台的下端固接一块限位板,限位板的下端设有一个浮动构件;装载平台包括一块平板和一个底座,平板可拆卸安装在底座的上端,底座内设有一个空腔;平板的中心开有一个圆形的通孔,大凸台贯穿在该通孔中,限位板和浮动构件位于底座的空腔内,浮动构件中包括一个弹性件,弹性件与限位板直接或者间接连接,随着弹性件的变形,限位板可上下移动;本发明可避免衬套压歪等现象的发生,提高产品质量,方
一种压装柱塞泵缸体中铜套的专用工装.pdf
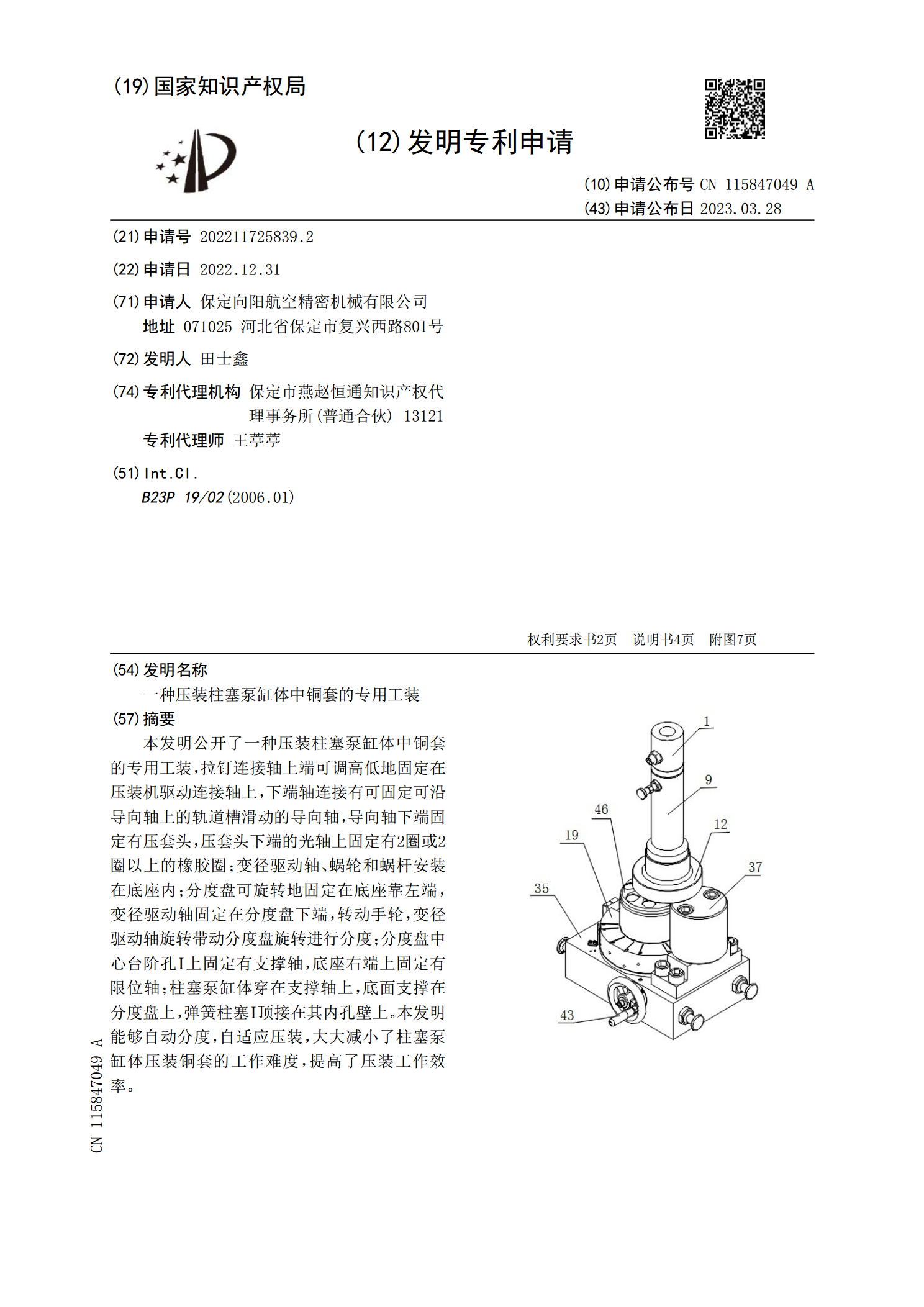
本发明公开了一种压装柱塞泵缸体中铜套的专用工装,拉钉连接轴上端可调高低地固定在压装机驱动连接轴上,下端轴连接有可固定可沿导向轴上的轨道槽滑动的导向轴,导向轴下端固定有压套头,压套头下端的光轴上固定有2圈或2圈以上的橡胶圈;变径驱动轴、蜗轮和蜗杆安装在底座内;分度盘可旋转地固定在底座靠左端,变径驱动轴固定在分度盘下端,转动手轮,变径驱动轴旋转带动分度盘旋转进行分度;分度盘中心台阶孔Ⅰ上固定有支撑轴,底座右端上固定有限位轴;柱塞泵缸体穿在支撑轴上,底面支撑在分度盘上,弹簧柱塞Ⅰ顶接在其内孔壁上。本发明能够自动
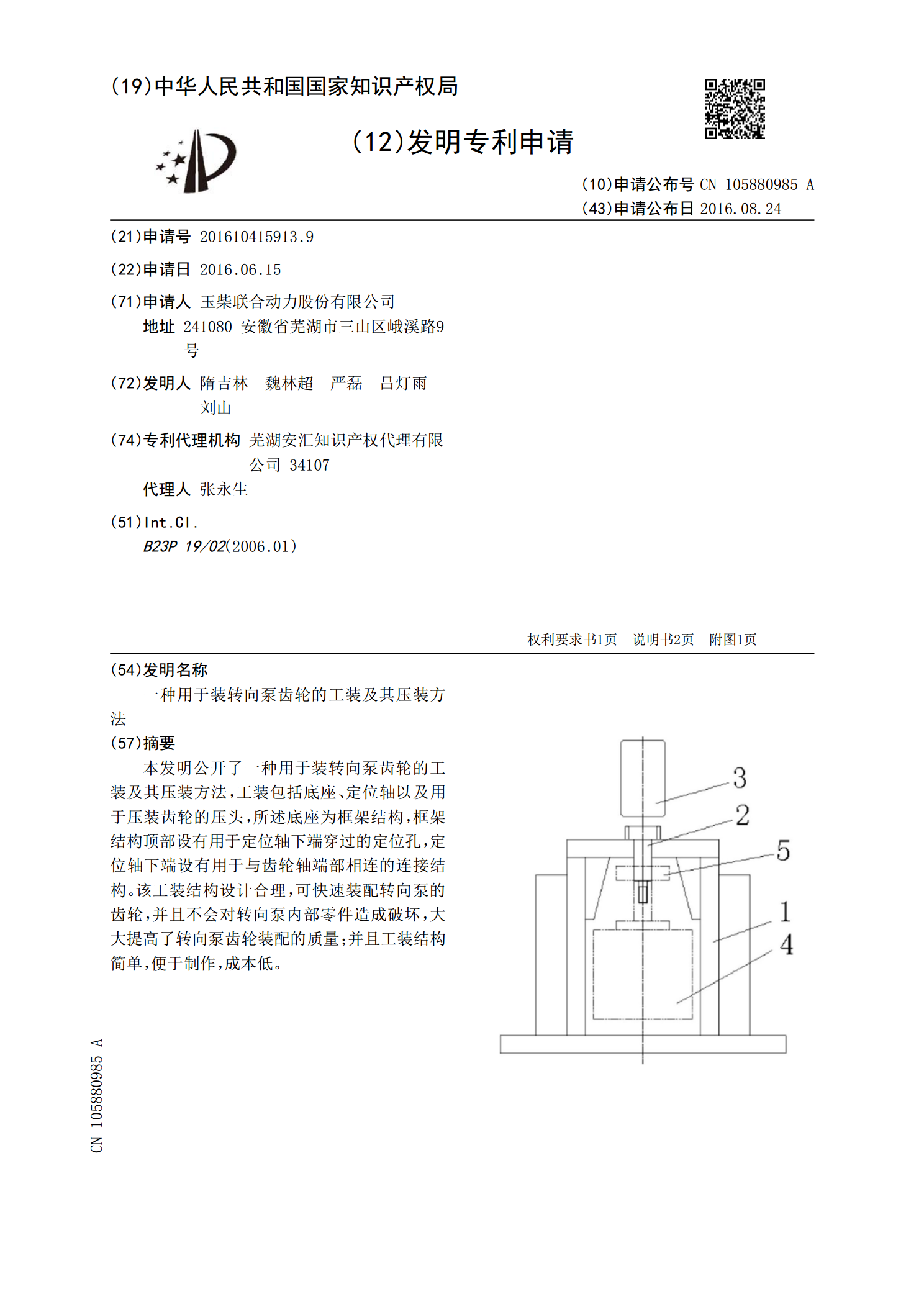
一种用于装转向泵齿轮的工装及其压装方法.pdf
本发明公开了一种用于装转向泵齿轮的工装及其压装方法,工装包括底座、定位轴以及用于压装齿轮的压头,所述底座为框架结构,框架结构顶部设有用于定位轴下端穿过的定位孔,定位轴下端设有用于与齿轮轴端部相连的连接结构。该工装结构设计合理,可快速装配转向泵的齿轮,并且不会对转向泵内部零件造成破坏,大大提高了转向泵齿轮装配的质量;并且工装结构简单,便于制作,成本低。
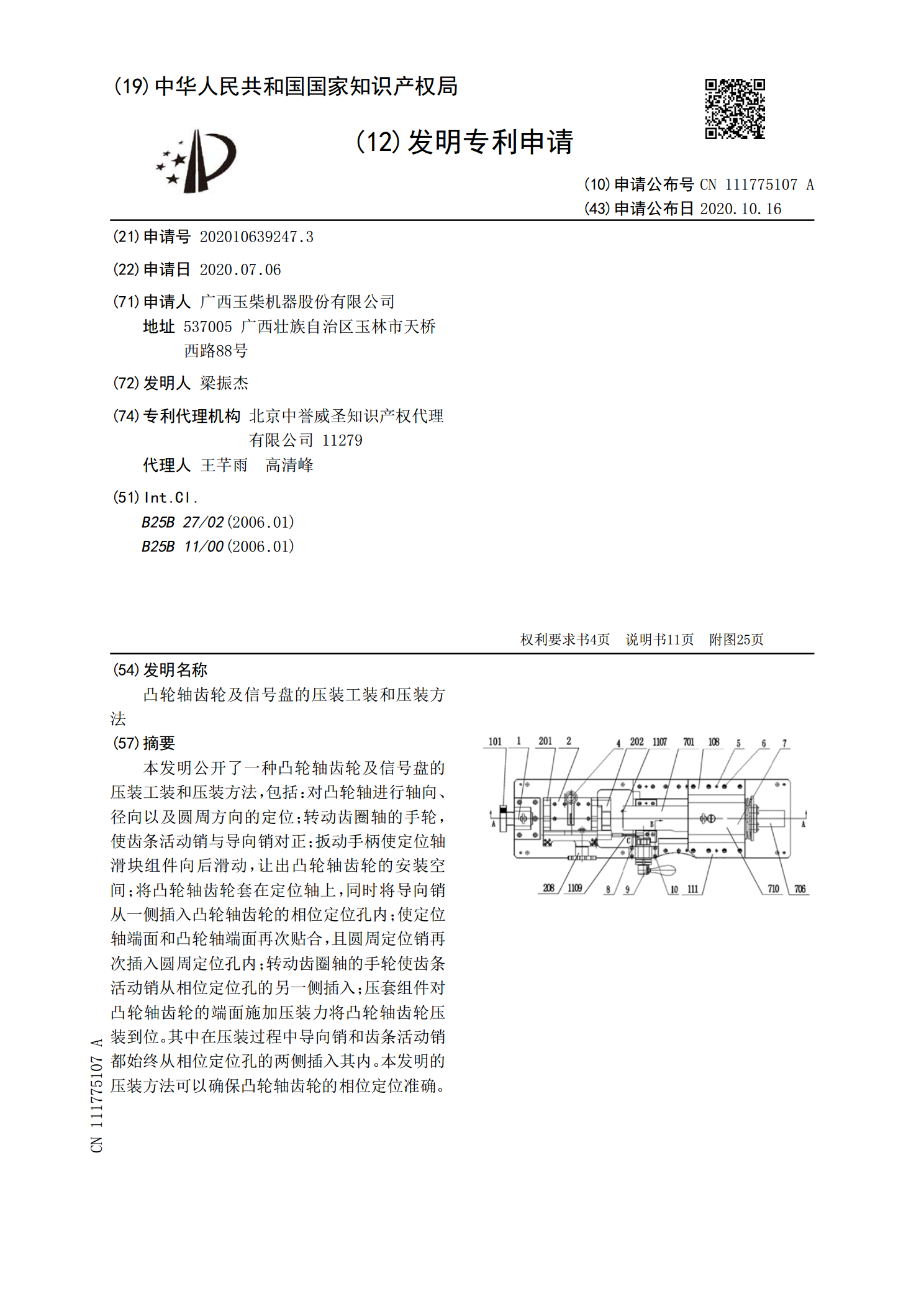
凸轮轴齿轮及信号盘的压装工装和压装方法.pdf
本发明公开了一种凸轮轴齿轮及信号盘的压装工装和压装方法,包括:对凸轮轴进行轴向、径向以及圆周方向的定位;转动齿圈轴的手轮,使齿条活动销与导向销对正;扳动手柄使定位轴滑块组件向后滑动,让出凸轮轴齿轮的安装空间;将凸轮轴齿轮套在定位轴上,同时将导向销从一侧插入凸轮轴齿轮的相位定位孔内;使定位轴端面和凸轮轴端面再次贴合,且圆周定位销再次插入圆周定位孔内;转动齿圈轴的手轮使齿条活动销从相位定位孔的另一侧插入;压套组件对凸轮轴齿轮的端面施加压装力将凸轮轴齿轮压装到位。其中在压装过程中导向销和齿条活动销都始终从相位定