
飞剪定尺剪切精度实时检测系统及方法.pdf

努力****爱敏


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
飞剪定尺剪切精度实时检测系统及方法.pdf
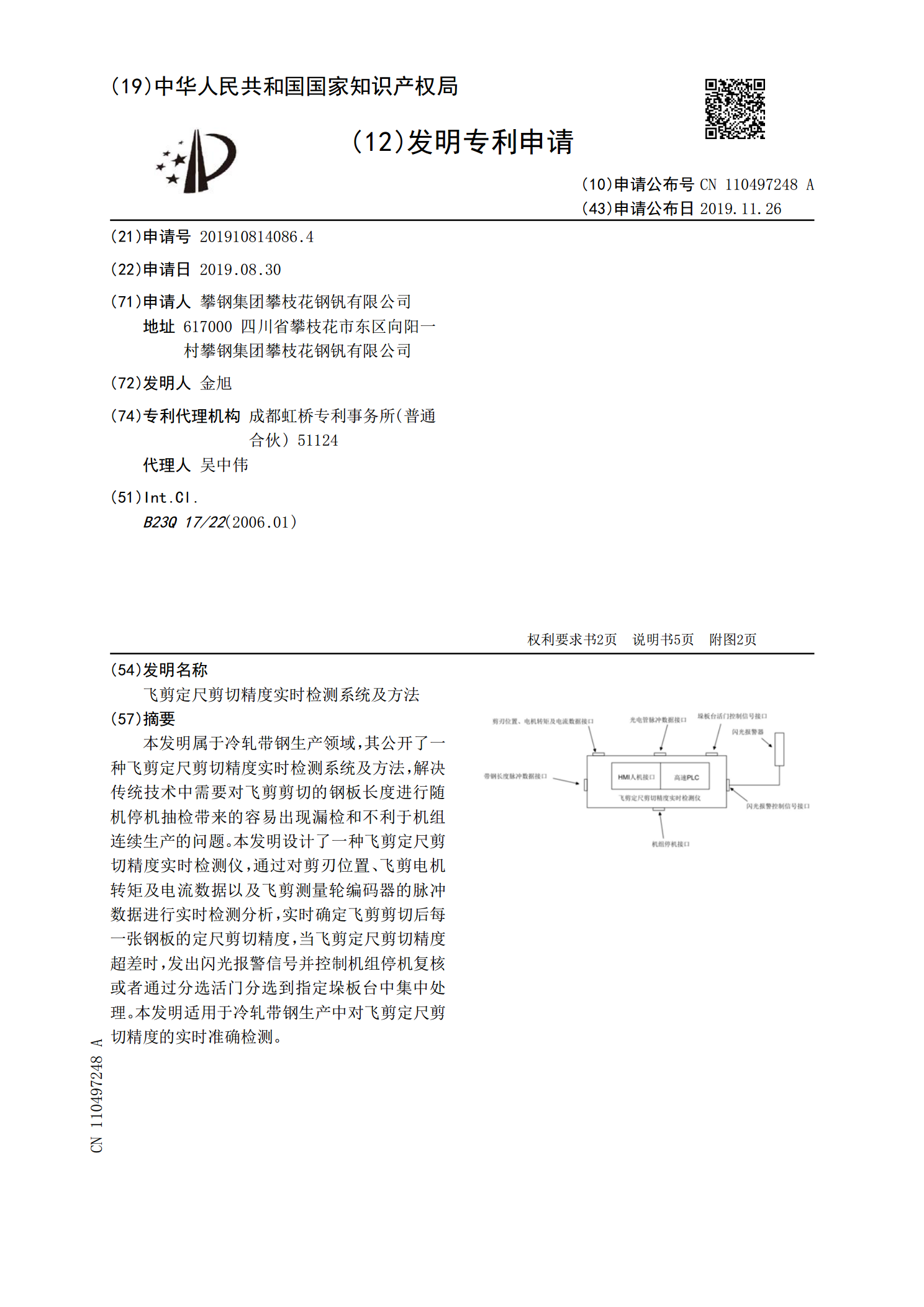
本发明属于冷轧带钢生产领域,其公开了一种飞剪定尺剪切精度实时检测系统及方法,解决传统技术中需要对飞剪剪切的钢板长度进行随机停机抽检带来的容易出现漏检和不利于机组连续生产的问题。本发明设计了一种飞剪定尺剪切精度实时检测仪,通过对剪刃位置、飞剪电机转矩及电流数据以及飞剪测量轮编码器的脉冲数据进行实时检测分析,实时确定飞剪剪切后每一张钢板的定尺剪切精度,当飞剪定尺剪切精度超差时,发出闪光报警信号并控制机组停机复核或者通过分选活门分选到指定垛板台中集中处理。本发明适用于冷轧带钢生产中对飞剪定尺剪切精度的实时准确检
飞剪高精度切黑头方法及系统.pdf
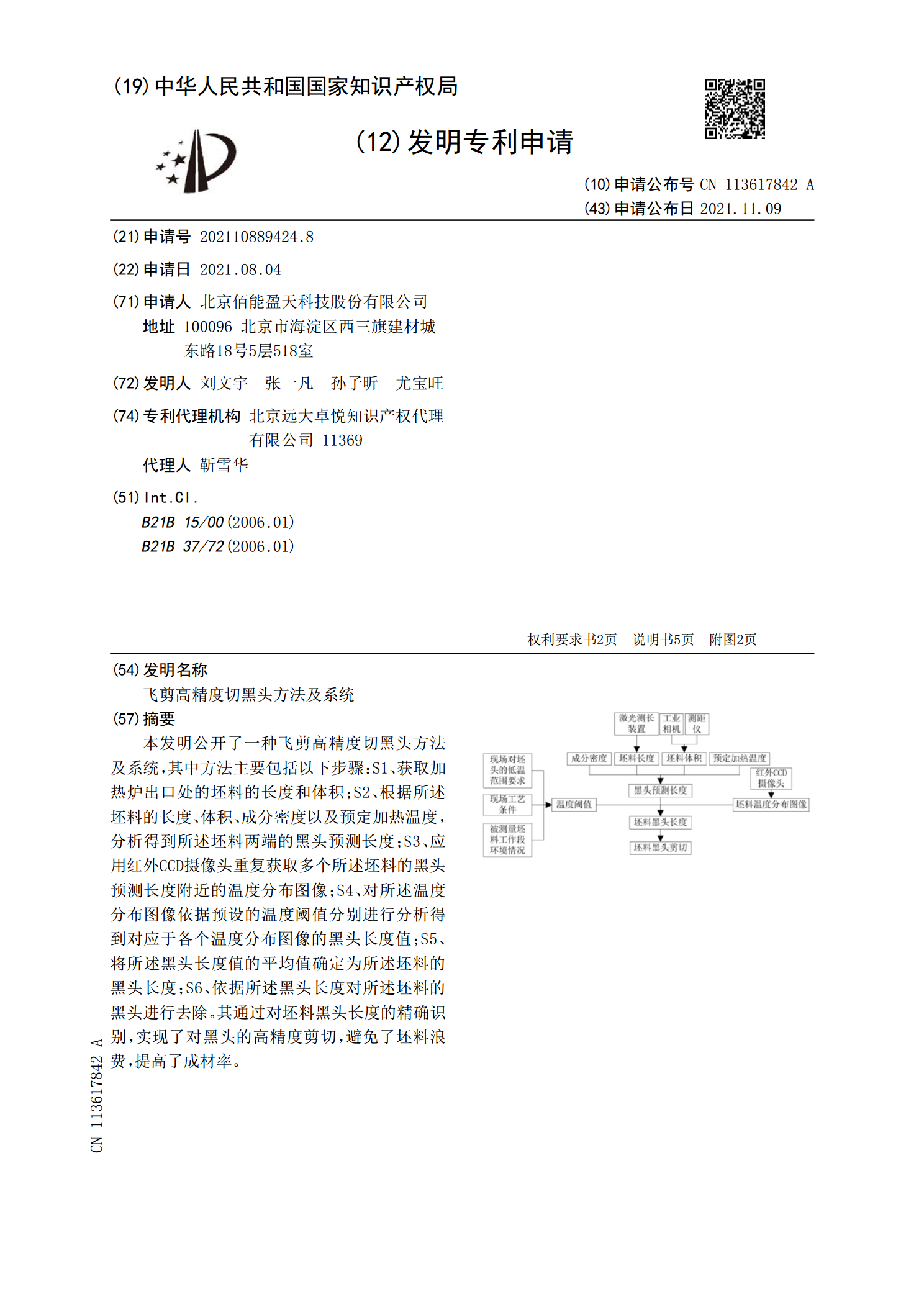
本发明公开了一种飞剪高精度切黑头方法及系统,其中方法主要包括以下步骤:S1、获取加热炉出口处的坯料的长度和体积;S2、根据所述坯料的长度、体积、成分密度以及预定加热温度,分析得到所述坯料两端的黑头预测长度;S3、应用红外CCD摄像头重复获取多个所述坯料的黑头预测长度附近的温度分布图像;S4、对所述温度分布图像依据预设的温度阈值分别进行分析得到对应于各个温度分布图像的黑头长度值;S5、将所述黑头长度值的平均值确定为所述坯料的黑头长度;S6、依据所述黑头长度对所述坯料的黑头进行去除。其通过对坯料黑头长度的精确

冷摆剪定尺精度分析及控制措施.docx
冷摆剪定尺精度分析及控制措施冷摆剪定尺精度分析及控制措施摘要:冷摆剪作为一种重要的金属切割设备,在工业生产中扮演着重要的角色。然而,由于各种因素的影响,冷摆剪在定尺精度方面存在一定的问题。本论文将针对冷摆剪定尺精度进行分析,并提出相应的控制措施,以提高其精度。引言:随着现代制造业的发展,金属切割在工业生产中扮演着重要的角色。冷摆剪作为一种常见的金属切割设备,广泛应用于钢铁、铝合金等材料的切割中。然而,在实际应用中,由于材料变形、设备磨损等因素的影响,冷摆剪的定尺精度往往无法满足生产要求。因此,对冷摆剪的定

薄板数控开卷校平飞剪定尺剪切生产线.pdf
本发明涉及金属板材生产设备技术领域,尤其涉及薄板数控开卷校平飞剪定尺剪切生产线,它包括由PLC数控系统控制并从左至右依次设置的开卷机、整平机、提升机、伺服定尺送料机、飞剪机、输送机和堆料机;所述飞剪机包括高转矩电机、膜片式联轴器、左齿轮传动箱、右齿轮传动箱、传动轴、左曲柄、右曲柄、上刀架和下刀架,上剪刀的裁剪面为直线型裁剪面,下剪刀的裁剪面为“V”型裁剪面;所述下剪刀的“V”型裁剪面的夹角为177°~178°,可有效提高自动化程度、生产效率和产能,且定尺精度极高。

小型棒材定尺飞剪通过技术鉴定.docx
小型棒材定尺飞剪通过技术鉴定小型棒材定尺飞剪通过技术鉴定摘要:小型棒材定尺飞剪通过技术鉴定是一种常用于金属加工行业的技术手段。本文从定义和原理、应用领域、技术要点以及发展趋势等方面进行综述,旨在全面分析小型棒材定尺飞剪通过技术鉴定的重要性和作用,并对其未来发展进行展望。关键词:小型棒材,定尺飞剪,技术鉴定引言:小型棒材定尺飞剪通过技术鉴定是一项重要的金属加工技术,它通过对小型棒材进行飞剪处理,实现了材料的定尺和尺寸精度要求。随着现代金属加工行业的不断发展,小型棒材定尺飞剪通过技术鉴定的应用领域也日渐扩大,