
一种利用管电极肩部放电的高效放电铣削加工方法及电极损耗补偿方法.pdf

一条****然后

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种利用管电极肩部放电的高效放电铣削加工方法及电极损耗补偿方法.pdf
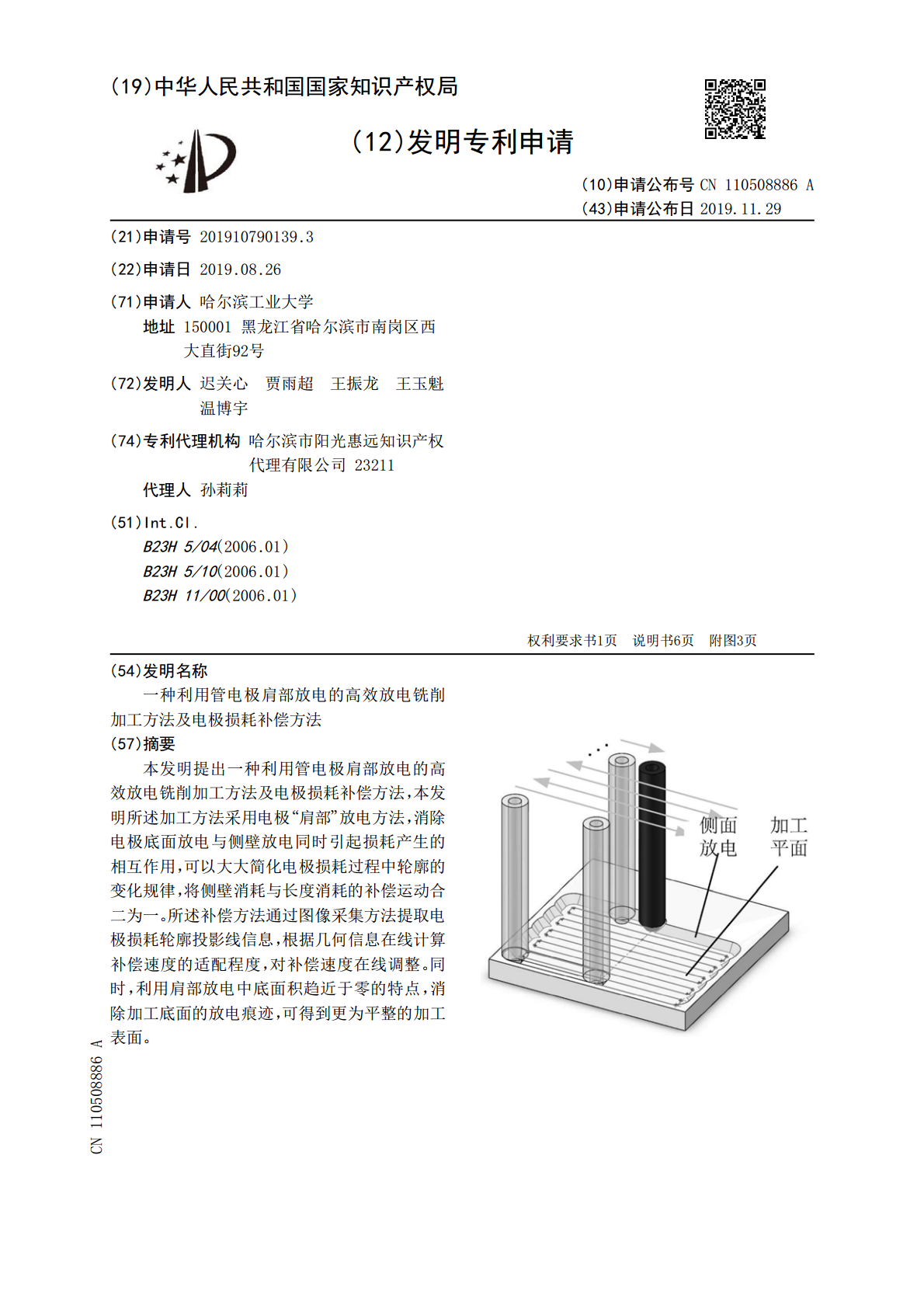
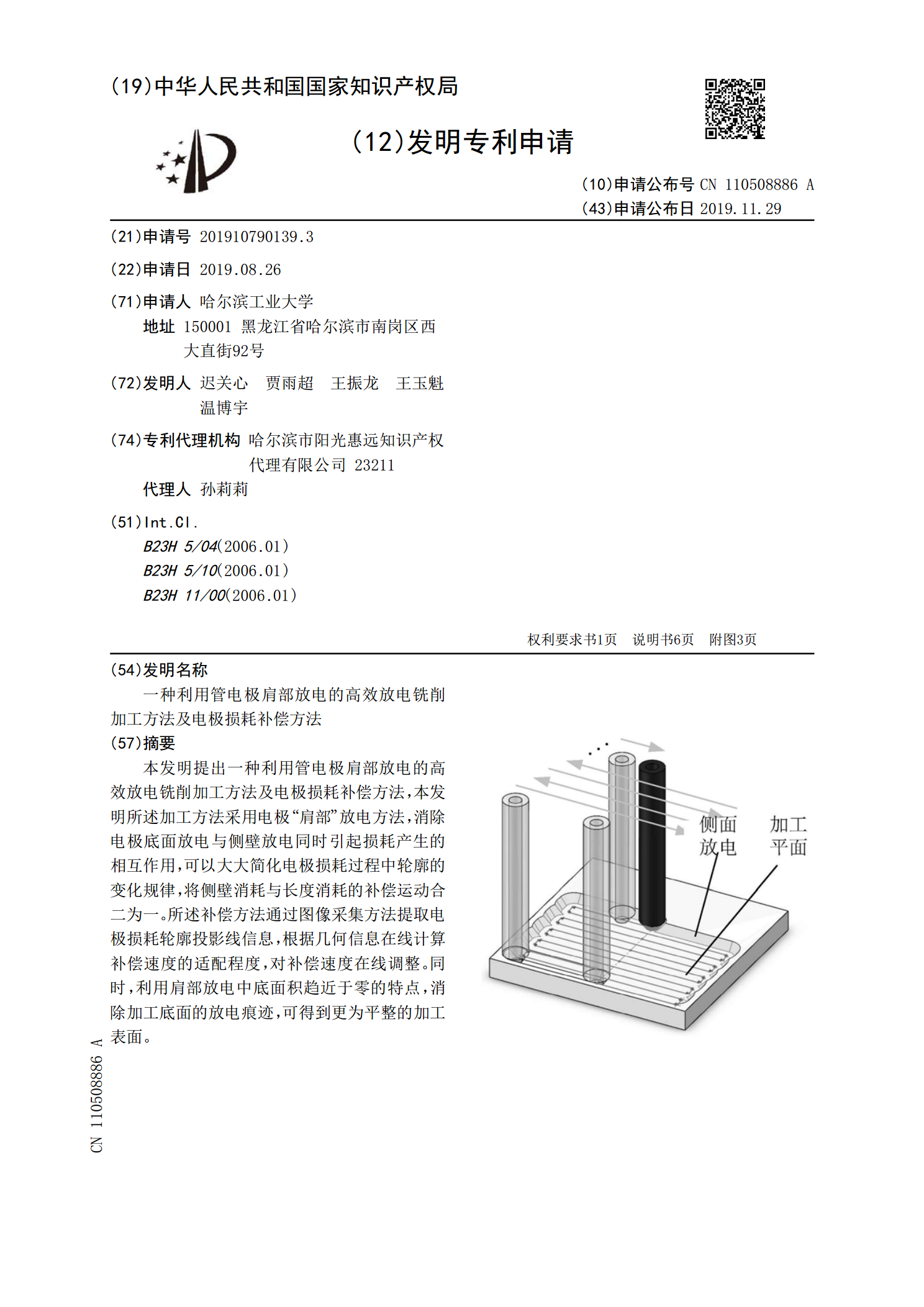
本发明提出一种利用管电极肩部放电的高效放电铣削加工方法及电极损耗补偿方法,本发明所述加工方法采用电极“肩部”放电方法,消除电极底面放电与侧壁放电同时引起损耗产生的相互作用,可以大大简化电极损耗过程中轮廓的变化规律,将侧壁消耗与长度消耗的补偿运动合二为一。所述补偿方法通过图像采集方法提取电极损耗轮廓投影线信息,根据几何信息在线计算补偿速度的适配程度,对补偿速度在线调整。同时,利用肩部放电中底面积趋近于零的特点,消除加工底面的放电痕迹,可得到更为平整的加工表面。
放电刷电极以及放电刷电极的制造方法.pdf
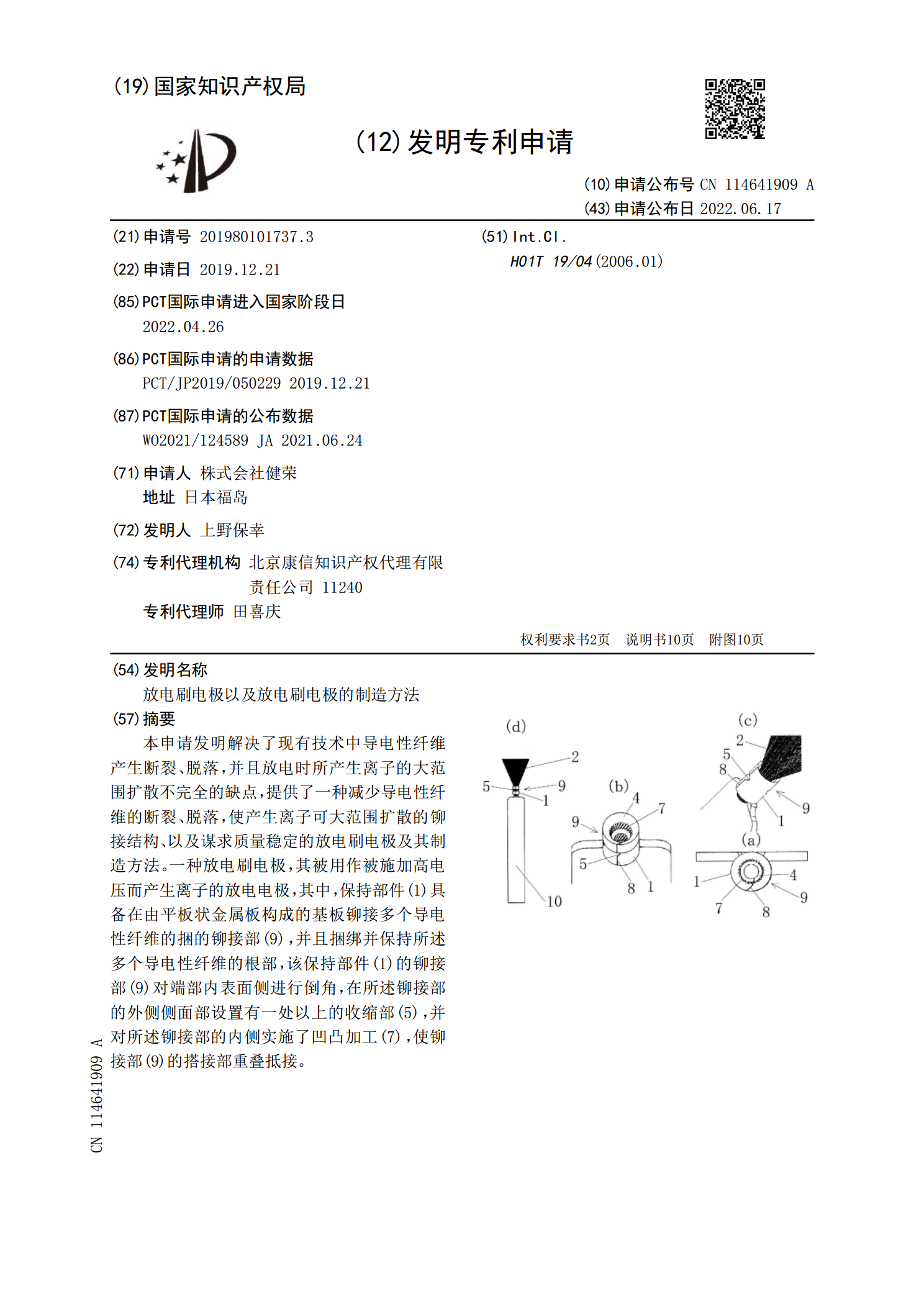
本申请发明解决了现有技术中导电性纤维产生断裂、脱落,并且放电时所产生离子的大范围扩散不完全的缺点,提供了一种减少导电性纤维的断裂、脱落,使产生离子可大范围扩散的铆接结构、以及谋求质量稳定的放电刷电极及其制造方法。一种放电刷电极,其被用作被施加高电压而产生离子的放电电极,其中,保持部件(1)具备在由平板状金属板构成的基板铆接多个导电性纤维的捆的铆接部(9),并且捆绑并保持所述多个导电性纤维的根部,该保持部件(1)的铆接部(9)对端部内表面侧进行倒角,在所述铆接部的外侧侧面部设置有一处以上的收缩部(5),并对

一种放电装置、三电极气体开关及开关放电方法.pdf
本发明公开了一种放电装置,包括升降组件和放电组件,所述升降组件包括升降件和绝缘板,所述绝缘板用于支撑所述放电组件并实现放电电气隔离;所述放电组件包括在所述升降件的驱动下,用于分别与放电正负极接触或远离的放电压块,所述放电压块之间连接有放电电阻,所述放电正负极与放电压块、放电电阻形成放电回路。本发明有效将脉冲储能电容器残留的电压释放,从而避免安全事故的发生。
高速电弧放电加工电极损耗视觉测量系统关键算法研究.pptx
汇报人:CONTENTS添加章节标题系统概述高速电弧放电加工原理电极损耗视觉测量系统的重要性关键算法研究背景电极损耗视觉测量系统设计系统硬件组成系统软件设计图像采集与处理流程关键算法研究图像预处理算法电极特征提取算法电极损耗计算算法算法性能评估与优化实验验证与结果分析实验平台搭建实验过程与数据采集结果分析算法应用前景与限制结论与展望研究成果总结未来研究方向汇报人:

电火花成形加工中的电极损耗预测及补偿方法研究.docx
电火花成形加工中的电极损耗预测及补偿方法研究摘要本研究对电火花成形加工中的电极损耗进行了预测和补偿研究。通过对电极磨损的考察和分析,构建了基于能量平衡的电极损耗预测模型,并提出了一种基于自适应控制的电极补偿方法。实验结果表明,该方法能够有效延长电极使用寿命,提高电极加工效率和加工精度,具有一定的工程应用价值。关键词:电火花成形、电极损耗、能量平衡、自适应控制、补偿方法1.引言电火花成形是一种高精度微细加工技术,广泛应用于模具制造、航空航天、汽车等领域。在电火花成形过程中,电极磨损是一个不可避免的问题。电极