
一种超小模数齿轮滚刀的多砂轮型线铲磨工艺.pdf

雨巷****碧易


1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超小模数齿轮滚刀的多砂轮型线铲磨工艺.pdf
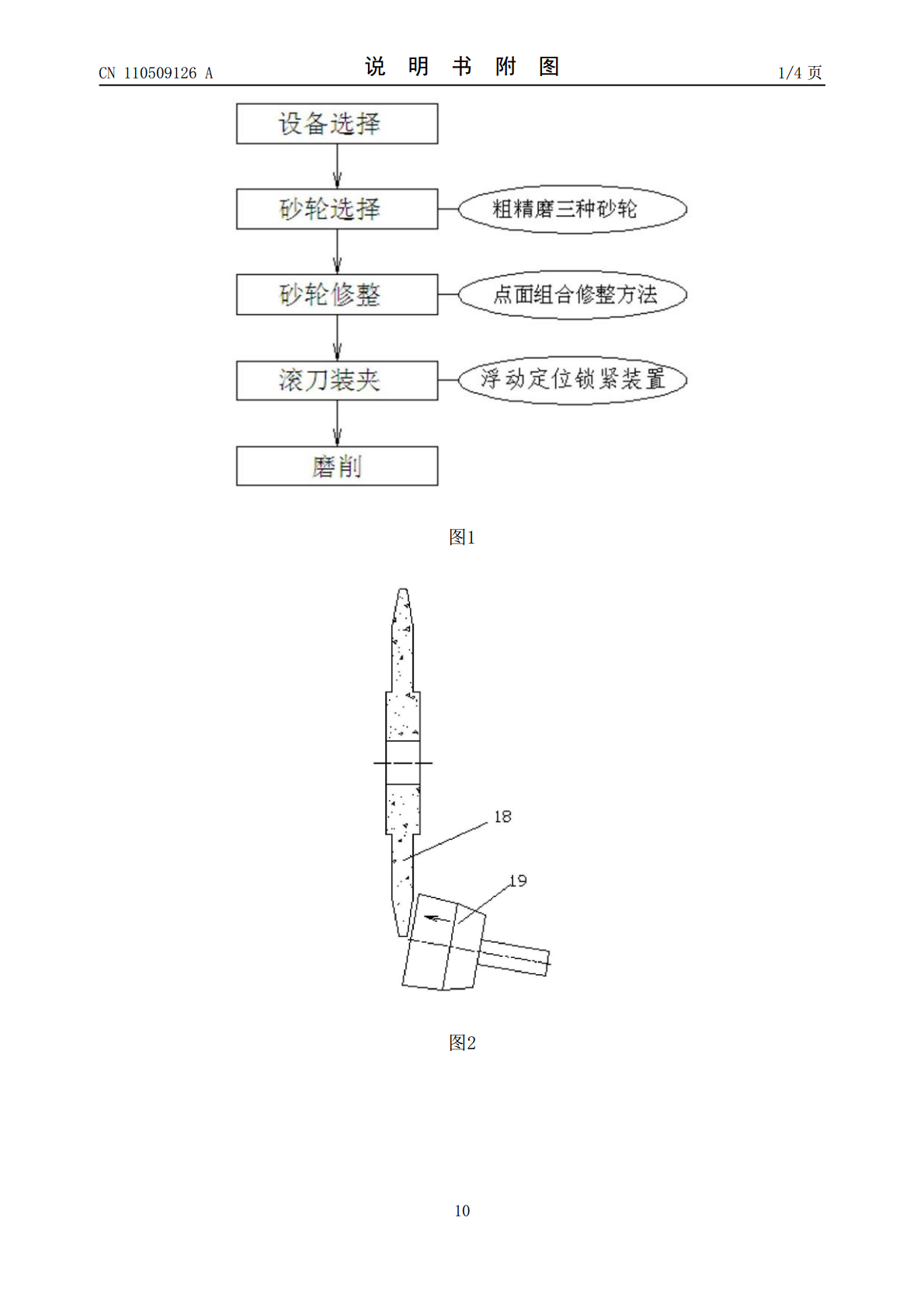
本发明涉及滚刀制造技术领域,其公开了一种超小模数齿轮滚刀的多砂轮型线铲磨工艺,包括设备选择、砂轮选择、砂轮修整、滚刀装夹、磨削等工艺步骤,所述砂轮修整工序中,通过在数控六轴滚刀磨床上,使用碗形绿碳修整轮,采用点面组合修整方法,对金属结合剂金钢石砂轮进行修整,以形成砂轮外圆的尖顶;并利用点面组合修整方法,实现了其粗磨时的砂轮圆角半径可以稳定在R0.04mm左右或以内,半精磨时砂轮圆角半径可以稳定在R0.03mm左右或以内,精磨时砂轮圆角半径可以稳定在R0.02mm左右或以内。本发明实现了超小模数齿轮滚刀的高

小模数齿轮滚刀的设计与工艺特性.docx
小模数齿轮滚刀的设计与工艺特性设计与工艺特性的小模数齿轮滚刀摘要:小模数齿轮滚刀是一种常用于生产小模数齿轮的加工工具。本文通过对小模数齿轮滚刀设计与工艺特性的研究,探讨了其结构特点、滚刀材料的选择、工艺参数的确定以及加工精度等方面。研究结果表明,小模数齿轮滚刀的设计与工艺特性对于提高齿轮加工质量和效率具有重要意义。1.引言齿轮是一种常见的机械传动元件,广泛应用于各个领域。小模数齿轮通常指的是模数在0.5以下的齿轮。生产小模数齿轮的方法有很多,其中一种常见的方法是使用齿轮滚刀进行滚削加工。小模数齿轮滚刀是一

铲磨齿轮滚刀的新方法.docx
铲磨齿轮滚刀的新方法新方法的铲磨齿轮滚刀摘要:铲磨齿轮滚刀是一种常见的金属加工刀具,用于磨削齿轮表面,以改善齿轮的精度和表面光洁度。传统的铲磨齿轮滚刀存在着一些问题,如磨削效率低、加工精度难以控制等。本论文提出了一种新方法,该方法基于先进的工艺和技术,旨在提高铲磨齿轮滚刀的加工效率和精度。第一节:引言铲磨齿轮滚刀是一种常见的金属加工刀具,广泛应用于齿轮行业。传统的铲磨齿轮滚刀存在着一些问题,如磨削效率低、加工精度难以控制等。为了克服这些问题,需要引入新的方法来改进铲磨齿轮滚刀的加工效果。第二节:传统铲磨齿

齿轮滚刀的等后角铲磨方法研究.docx
齿轮滚刀的等后角铲磨方法研究齿轮滚刀是一种常用的切削工具,它主要用于车削、铣削、钻孔等加工过程中对工件进行切削。在长期的使用中,由于工件材料、切削条件等的变化,齿轮滚刀会逐渐磨损和变形,影响切削效果和加工质量。其中等后角铲是齿轮滚刀的主要磨损部位之一。本文将对齿轮滚刀等后角铲的磨损现象和相应的磨削方法进行研究。一、齿轮滚刀等后角铲的磨损现象等后角铲是齿轮滚刀的主要磨损部位之一,通常用于切削的初期和结束阶段。随着使用次数的增加,等后角铲的磨损程度逐渐加剧,主要表现为铲角的磨平和切削刃的磨损。对于不同的材料和

滚刀铲磨的砂轮廓形解析新方法.docx
滚刀铲磨的砂轮廓形解析新方法标题:滚刀铲磨的砂轮廓形解析新方法摘要:滚刀铲是工业生产中常用的切削工具,在使用过程中需要不断进行磨削以保持其良好的切削性能。砂轮是常用的磨削工具之一,而砂轮的几何形状与磨削效果存在密切的关系。本文针对滚刀铲的特殊形状设计了一种新颖的砂轮廓形解析方法,并对其进行了实验验证。结果表明,新方法相比传统方法在滚刀铲的磨削效果和磨削质量上有显著的改善。1.引言滚刀铲是一种广泛应用于金属加工等领域的切削工具,其形状复杂且多样化。滚刀铲的切削效果和使用寿命与其表面的磨削质量密切相关。而砂轮