
一种细长轴的高精度磨削工艺及应用.pdf

书生****22

1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种细长轴的高精度磨削工艺及应用.pdf
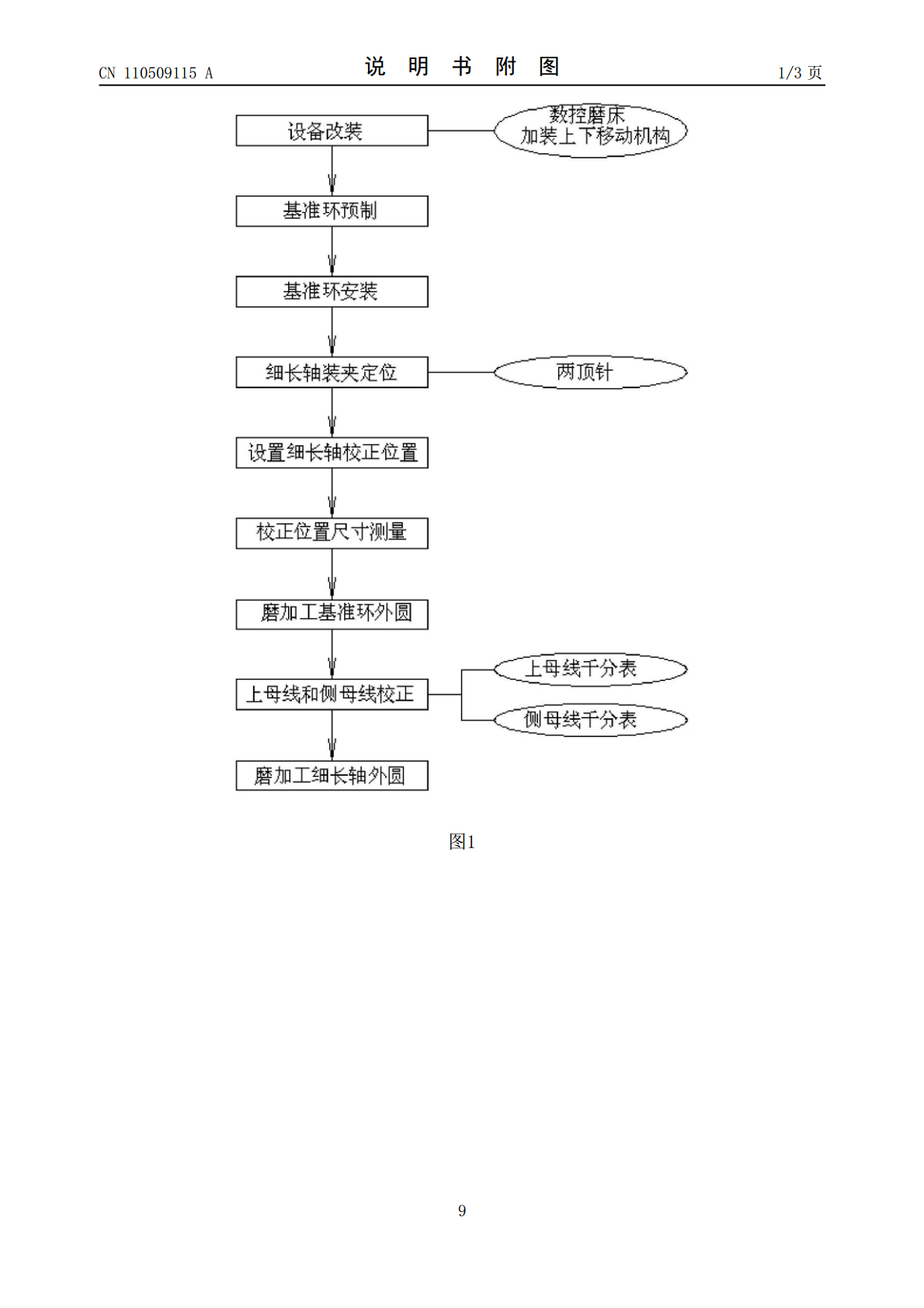
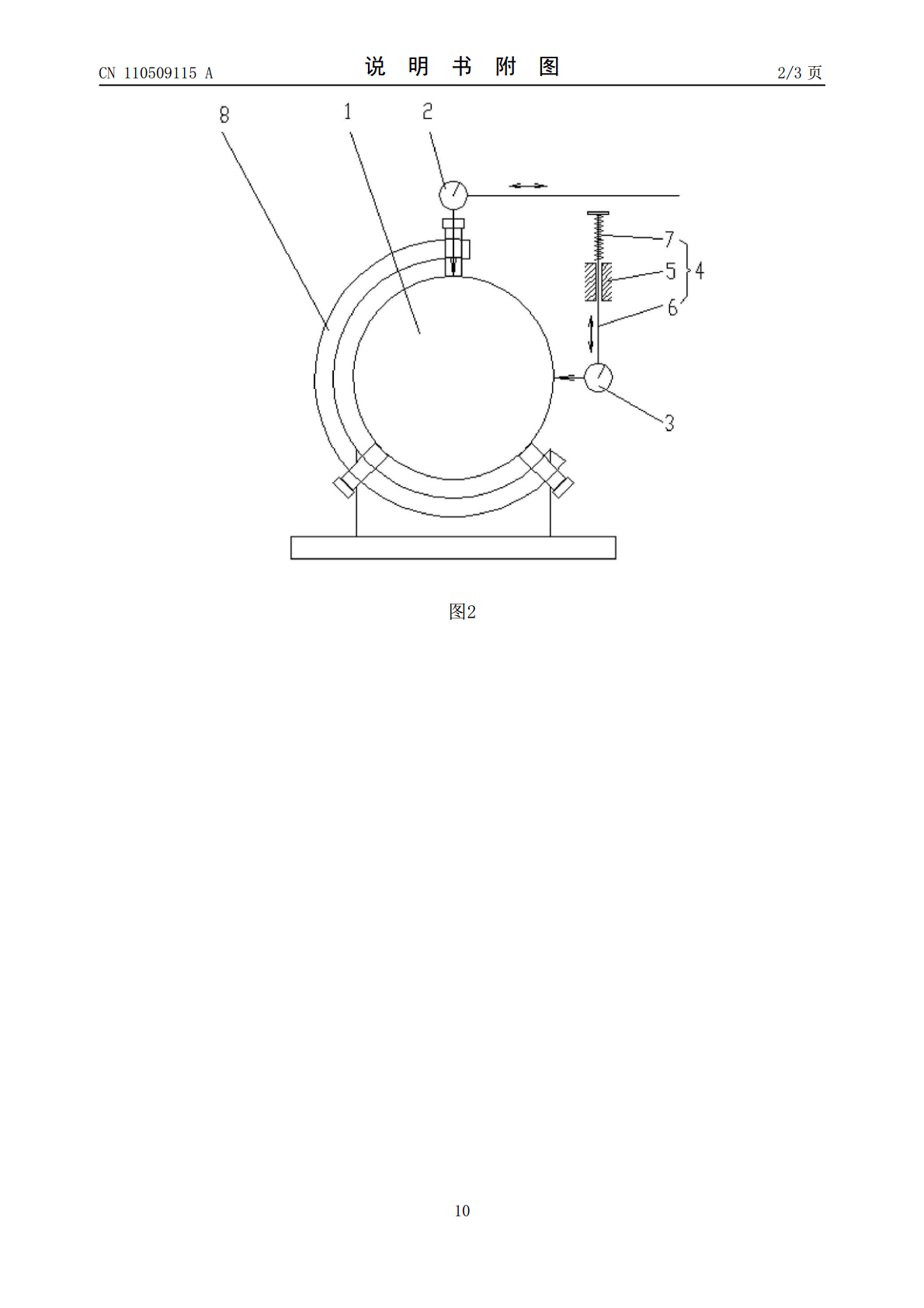
本发明涉及细长轴加工技术领域,其公开了一种细长轴的高精度磨削工艺及应用,所述磨削工艺包括设备改装、基准环预制、基准环安装、细长轴装夹定位、设置细长轴校正位置、校正位置尺寸测量、磨加工基准环外圆、上母线和侧母线校正、磨加工细长轴外圆等工艺步骤;其中,所述设备改装工序包括采用数控外圆磨床作为细长轴外圆磨削的设备,在数控外圆磨床的砂轮主轴箱上安装用于校正细长轴上母线的上母线千分表;同时,在数控外圆磨床的砂轮主轴箱上加装上下移动机构,并在所述上下移动机构的移动臂上安装用于校正细长轴侧母线的侧母线千分表。本发明提高

细长轴的磨削工艺分析.docx
细长轴的磨削工艺分析标题:细长轴的磨削工艺分析摘要:本论文主要分析了细长轴的磨削工艺,探讨了细长轴的特点及其对磨削工艺的影响。然后,从磨削工艺的角度出发,介绍了目前常用的磨削工艺,并对其进行了比较和分析。最后,提出了未来磨削工艺的发展方向和优化建议。引言:细长轴是一种车削工件的特殊形式,其长度远大于直径,常见于航空、航天、汽车、机械等领域。细长轴的磨削工艺是对其进行精密加工的关键步骤之一。磨削工艺的选择和优化直接影响到细长轴的加工质量和生产效率。因此,深入研究细长轴的磨削工艺具有重要的理论和实际意义。一、

磨削细长轴应注意的工艺问题.docx
磨削细长轴应注意的工艺问题磨削细长轴应注意的工艺问题摘要:随着工程技术的不断发展,对细长轴的需求也在不断增加。然而,磨削细长轴的工艺问题也日益凸显。本论文旨在探讨磨削细长轴时应注意的工艺问题,包括刀具选择、试切加工、磨削参数的优化以及磨削后的表面质量等方面。通过深入分析和实践,提出了一些解决方案和建议,为磨削细长轴的工艺提供参考。关键词:磨削、细长轴、工艺问题、刀具选择、试切加工一、引言细长轴是一种长径比较大的轴状工件,其用途广泛,包括航天、航空、汽车、机械等领域。然而,由于其形状特殊,磨削细长轴的工艺问

高精度钛合金细长轴磨削策略研究.docx
高精度钛合金细长轴磨削策略研究磨削难点1.因为钛的热导率小磨削热积蓄在加工点所以磨料的磨损大其结果易产生磨削过烧不仅表面粗糙度大而且表面产生开裂烧伤。钛的化学活性很高切屑附着在磨粒上由于粘附物与钛合金磨削表面还要再接触在磨削力作用下造成粘附物脱落导致磨粒的破碎与脱落使砂轮磨损严重磨削比下降并造成零件几何形状误差增加形位公差不易控制。2.细长轴是指L/d≥20倍的轴类工件尺寸公差、形位公差都比较小表面粗糙度Ra≤0.8。细长轴的刚性差在外力及自身重力的

低速柴油机活塞杆细长轴超高精度磨削工艺研究及验证.docx
低速柴油机活塞杆细长轴超高精度磨削工艺研究及验证摘要:本文研究了低速柴油机活塞杆细长轴超高精度磨削工艺,并进行了有效验证。针对活塞杆轴的超长和细长特点,采用了定制化的磨削工艺方案。在实验室环境下进行了工艺实验,通过测量和分析,验证了工艺方案的有效性。研究结果表明,该工艺能够实现低速柴油机活塞杆轴的超高精度磨削,提高了产品质量和生产效率。关键词:低速柴油机、活塞杆、细长轴、超高精度磨削、工艺方案、实验验证一、绪论低速柴油机广泛应用于航海、电力、发电、矿业等领域,其核心部件之一是活塞杆。活塞杆所承受的工作负荷