
一种大尺寸单晶硅方棒磨削加工方法.pdf

莉娜****ua


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大尺寸单晶硅方棒磨削加工方法.pdf
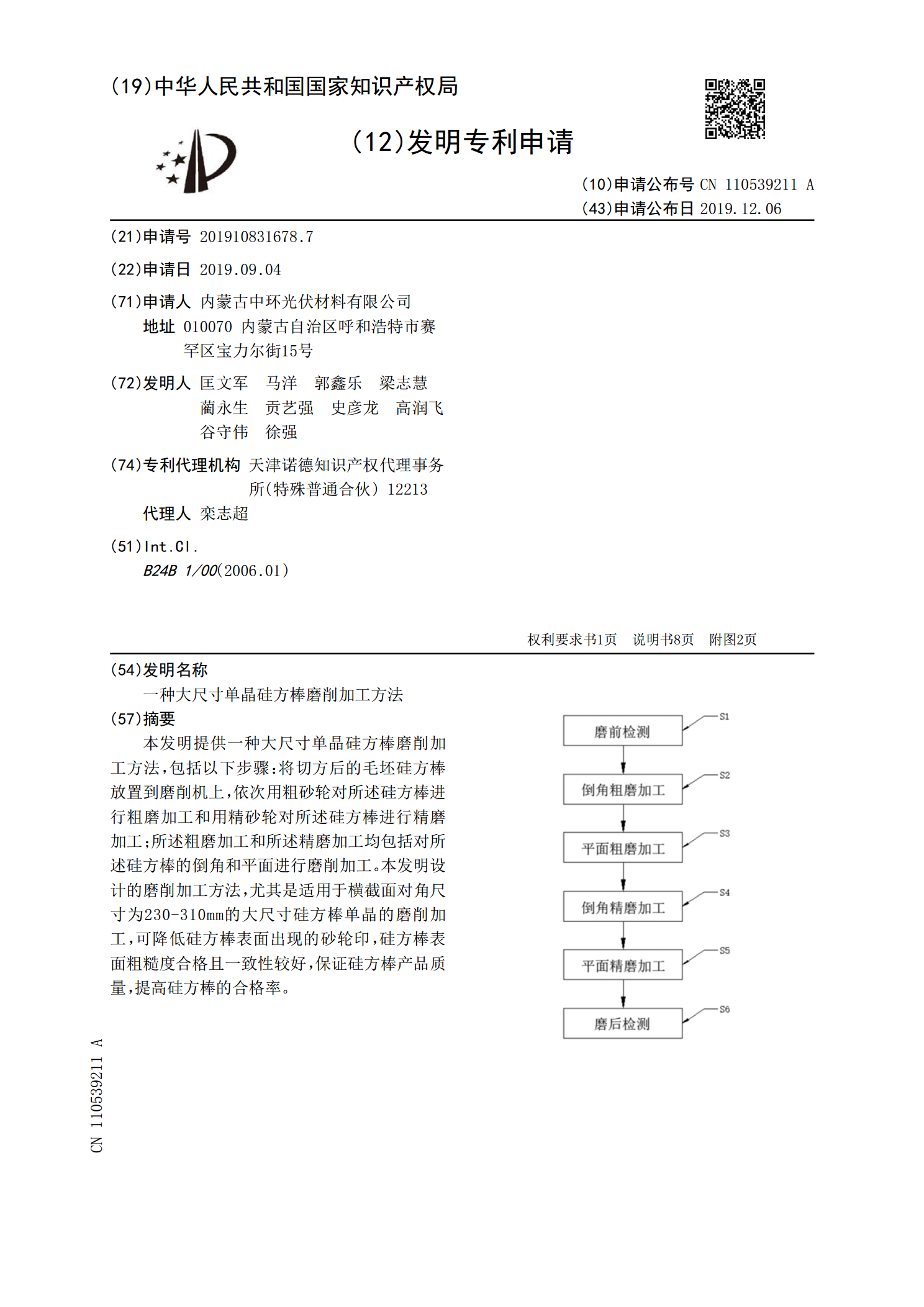
本发明提供一种大尺寸单晶硅方棒磨削加工方法,包括以下步骤:将切方后的毛坯硅方棒放置到磨削机上,依次用粗砂轮对所述硅方棒进行粗磨加工和用精砂轮对所述硅方棒进行精磨加工;所述粗磨加工和所述精磨加工均包括对所述硅方棒的倒角和平面进行磨削加工。本发明设计的磨削加工方法,尤其是适用于横截面对角尺寸为230‑310mm的大尺寸硅方棒单晶的磨削加工,可降低硅方棒表面出现的砂轮印,硅方棒表面粗糙度合格且一致性较好,保证硅方棒产品质量,提高硅方棒的合格率。
一种大尺寸单晶硅棒大氩气流量拉晶方法.pdf
本发明涉及一种大尺寸单晶硅棒大氩气流量拉晶方法,包括融料,稳温,引晶,放肩,转肩,等径和收尾,拉晶过程保持氩气流量为90‑120SLPM,保持炉压25Mpa,其中稳温,引晶,放肩阶段保持氩气流量为100‑120SLPM;转肩阶段保持氩气流量为100‑110SLPM;等径阶段保持氩气流量为90‑100SLPM。本发明的有益效果是:采用大氩气流量和大炉压能够满足大尺寸单晶硅棒的生长需求,单晶硅棒散热较快,能够实现高拉速,并且炉内温度比较稳定,有利于单晶生长,成晶率更高;通过增大生产过程中氩气流量和炉压保证炉内

大尺寸单晶硅阵列窄沟槽磨削加工技术研究.docx
大尺寸单晶硅阵列窄沟槽磨削加工技术研究摘要随着大规模集成电路的不断发展,对单晶硅质量要求也越来越高。单晶硅阵列作为一种重要的电子材料,其加工和制备技术成为了研究的热点。本文主要介绍了大尺寸单晶硅阵列窄沟槽磨削加工技术研究,包括加工方法、工艺流程、加工过程中的问题及解决方法等。研究证实,该加工技术可以有效提高单晶硅阵列的质量和稳定性,为单晶硅阵列的制备和加工提供了重要的参考和指导。关键词:大尺寸单晶硅阵列;窄沟槽;磨削加工引言单晶硅阵列作为集成电路的重要材料,在电子产业中具有广泛的应用。传统的单晶硅制备技术
大尺寸钛合金棒加工方法.pdf
本发明公开了一种大尺寸钛合金棒加工方法。所述方法在低于钛合金熔点的情况下,通过对大端面进行预热,达到预热温度后向炉体内充入氢气,并向待连接端面喷撒氢化钛粉,使得钛合金端面表层快速熔化,然后通过离心力将含氢熔体甩出形成半固态表面,通过对两个待连接钛合金工件施压,实现其界面的快速连接,完成以后,通过真空处理,去除钛合金中的氢元素并实现焊接区域组织细化。所述方法只需要较低的能量即可实现大端面钛合金的连接,能耗低,热影响区相对较小,且连接效果好。

大尺寸单晶硅阵列窄沟槽磨削加工技术研究的中期报告.docx
大尺寸单晶硅阵列窄沟槽磨削加工技术研究的中期报告这份中期报告主要介绍了大尺寸单晶硅阵列窄沟槽磨削加工技术的研究进展和结果。一、研究背景在微电子制造中,单晶硅是一种重要的材料,用于制造集成电路、太阳能电池等。其中,窄沟槽的制造是单晶硅加工的关键工艺之一。传统的窄沟槽制造方法主要包括光刻、湿法腐蚀等,但这些方法存在着加工精度低、制造周期长等缺点。因此,磨削加工技术成为一种重要的窄沟槽制造方法。二、研究内容本研究主要是利用砂轮工具进行大尺寸单晶硅阵列窄沟槽的磨削加工。具体步骤为:首先进行单晶硅硅片的表面处理,然