
快速自动拉卷分切长度控制型毛条机设备.pdf

Ke****67


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
快速自动拉卷分切长度控制型毛条机设备.pdf
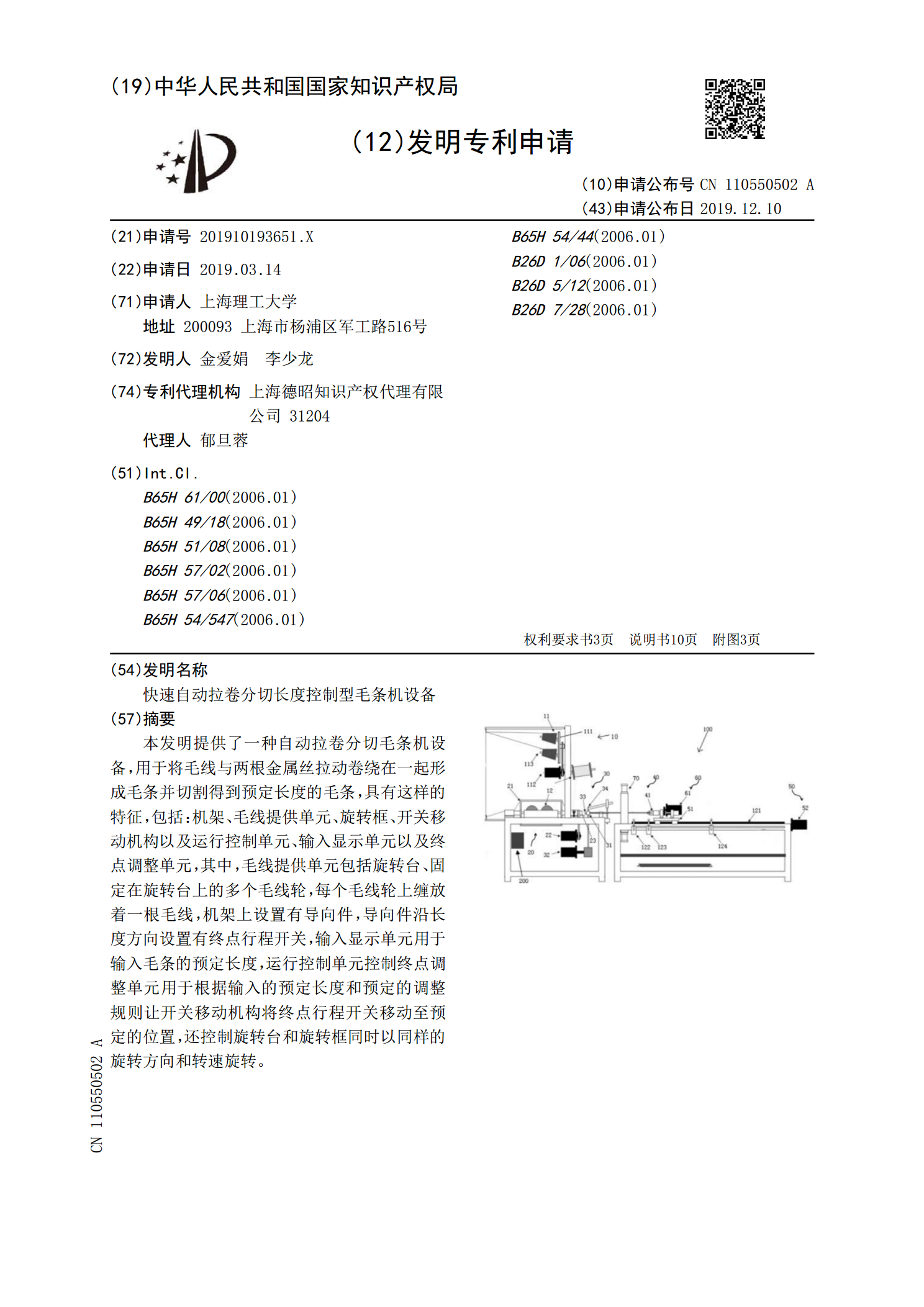
本发明提供了一种自动拉卷分切毛条机设备,用于将毛线与两根金属丝拉动卷绕在一起形成毛条并切割得到预定长度的毛条,具有这样的特征,包括:机架、毛线提供单元、旋转框、开关移动机构以及运行控制单元、输入显示单元以及终点调整单元,其中,毛线提供单元包括旋转台、固定在旋转台上的多个毛线轮,每个毛线轮上缠放着一根毛线,机架上设置有导向件,导向件沿长度方向设置有终点行程开关,输入显示单元用于输入毛条的预定长度,运行控制单元控制终点调整单元用于根据输入的预定长度和预定的调整规则让开关移动机构将终点行程开关移动至预定的位置,
快速自动拉卷分切毛条机装置.pdf
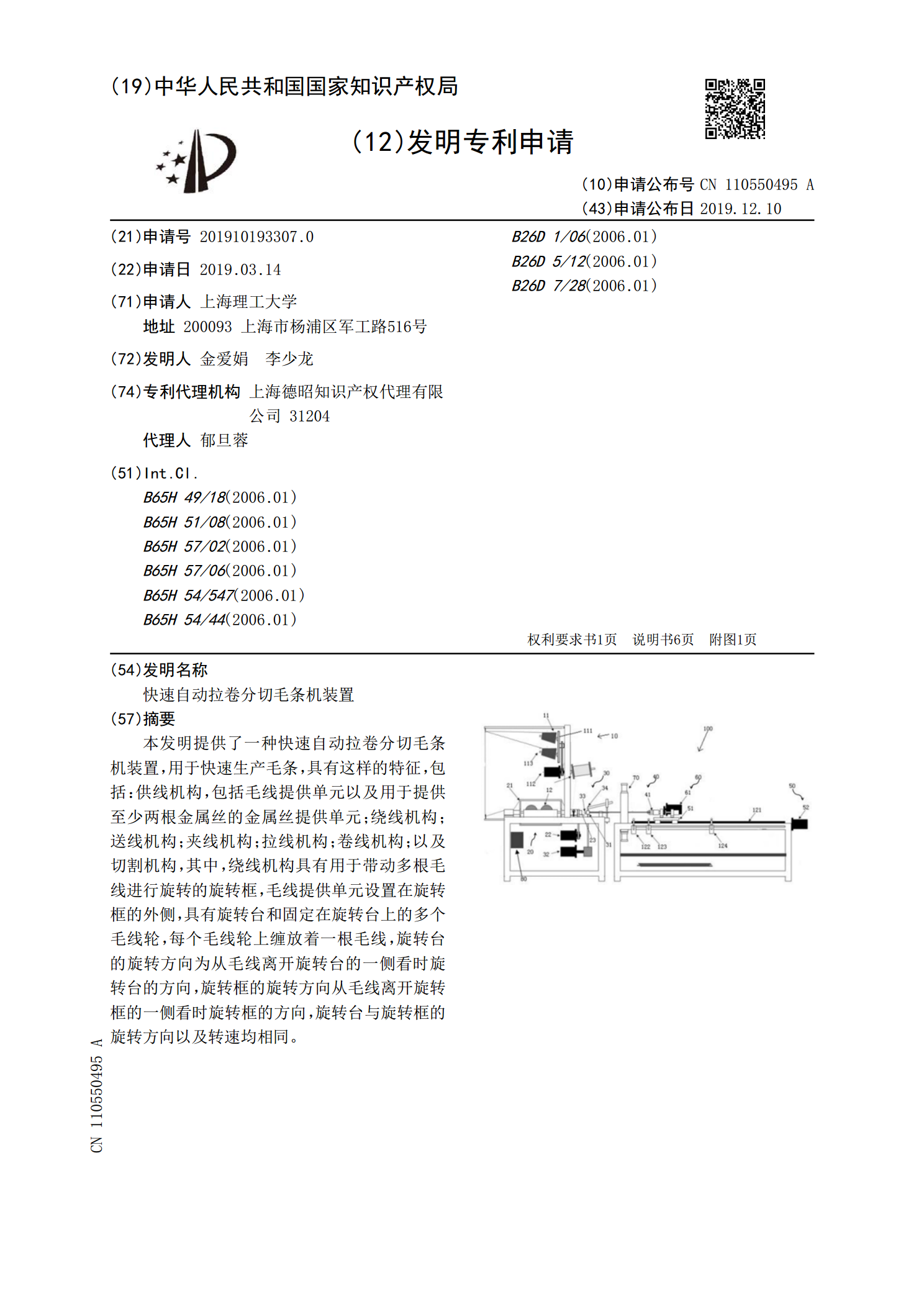
本发明提供了一种快速自动拉卷分切毛条机装置,用于快速生产毛条,具有这样的特征,包括:供线机构,包括毛线提供单元以及用于提供至少两根金属丝的金属丝提供单元;绕线机构;送线机构;夹线机构;拉线机构;卷线机构;以及切割机构,其中,绕线机构具有用于带动多根毛线进行旋转的旋转框,毛线提供单元设置在旋转框的外侧,具有旋转台和固定在旋转台上的多个毛线轮,每个毛线轮上缠放着一根毛线,旋转台的旋转方向为从毛线离开旋转台的一侧看时旋转台的方向,旋转框的旋转方向从毛线离开旋转框的一侧看时旋转框的方向,旋转台与旋转框的旋转方向以

快速自动拉卷分切故障检测型毛条机设备.pdf
本发明提供了一种快速自动拉卷分切故障检测型毛条机设备,具有这样的特征,包括:具有毛线提供单元的供线机构、具有旋转框的绕线机构、检测单元、切割机构、具有运行控制单元和故障检测判断单元的控制部,其中,毛线提供单元包括旋转台、固定在旋转台上的多个毛线轮,每个毛线轮上缠放着一根毛线,运行控制单元控制旋转台和旋转框同时旋转,还控制检测单元对待切割的毛条进行检测,并控制故障检测判断单元判断待切割的毛条是否完整,当判断为是时,控制切割机构将毛条切断,旋转台的旋转方向为从毛线离开旋转台的一侧看时旋转台的方向,旋转框的旋转

一种自动拉卷分切毛条机.pdf
本发明公开了一种自动拉卷分切毛条机,包括第一机架和第二机架,所述第一机架上安装有旋转框,第一机架分别安装绕线电机和送金属丝电机,旋转框的右侧于第一机架上安装有送线轮,送线轮的左侧安装有旋转头,第一机架上还安装有用于将绕在分割引导片上的毛线切开的刀;第二机架上安装有滑台,第二机架的右侧安装有用于驱动滑台左右移动的滑台电机,滑台上安装有旋转夹电机,旋转夹电机的输出轴上安装有气动旋转夹,第二机架的顶部左侧还设置有用于对毛条进行切断的气动切割刀架。本发明占地小,毛条加工长度精确,损耗小,能够连续的生产毛条,显著提

切管机割刀轮润滑冷却装置及自动润滑冷却快速切管机.pdf
本发明涉及一种既具有自动润滑割刀轮,又能在割刀轮工作时对割刀轮刀刃实时冷却,同时又能清除割刀轮刀刃异物,并快速切割管子的切管机割刀轮自动润滑冷却装置及自动润滑自冷却快速切管机,割刀润滑罩罩腔底部装有旋转割刀轮,割刀润滑罩罩腔上部设有油箱且油箱底部的滴油孔搭子穿过割刀润滑罩,割刀润滑罩的罩腔内置有海绵。优点:一是既能够自动润滑割刀轮,又能够在割刀轮切割管子时对割刀轮刀刃时时冷却,确保了刀刃锋利,延长割刀轮的使用寿命;二是既能瞬间清除割刀轮异物,又能防止切割霄飞濺,确保操作者及他人安全。