
一种锂电池用极片卷料自动换料装置.pdf

元容****少女

1/7

2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锂电池用极片卷料自动换料装置.pdf
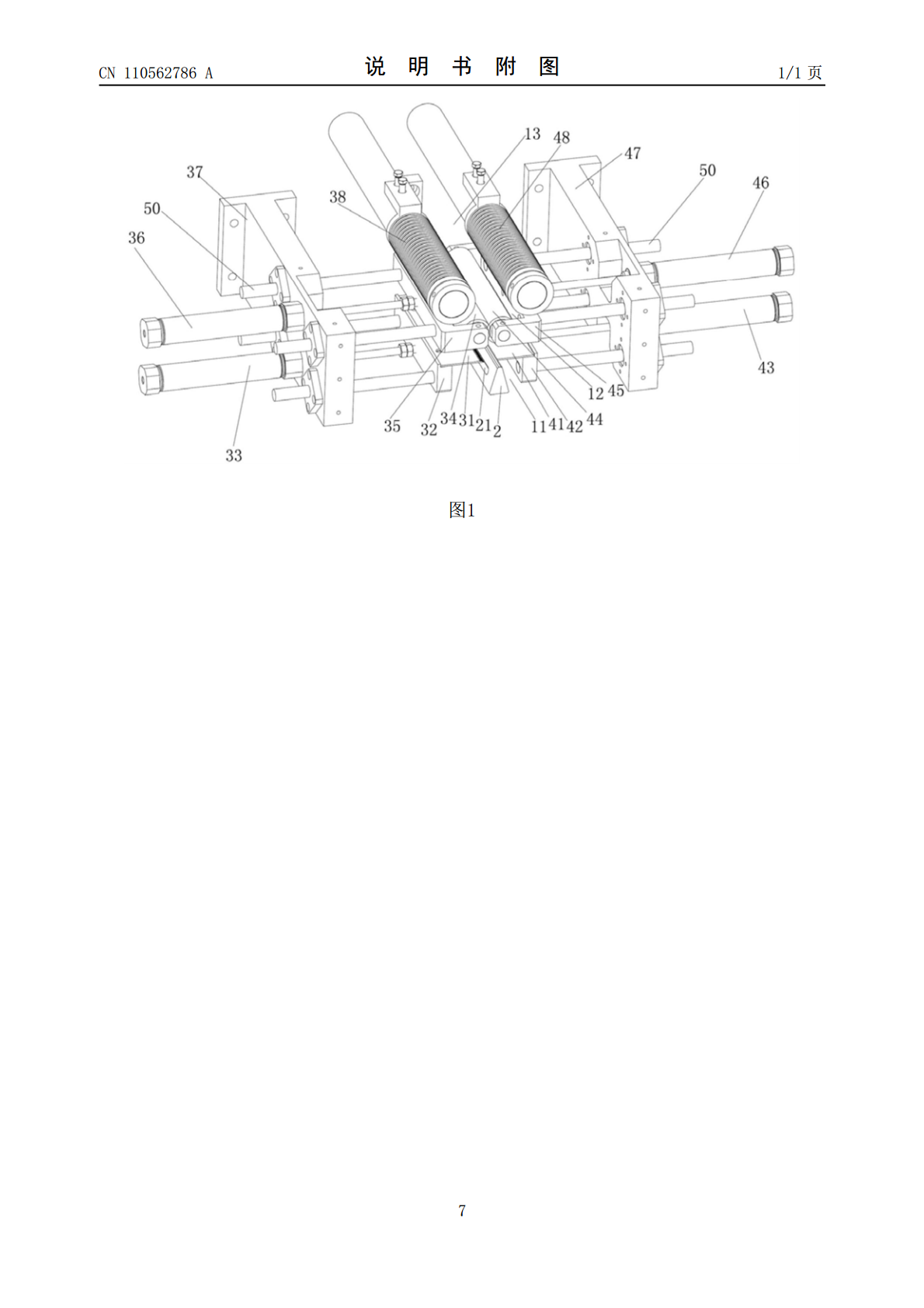
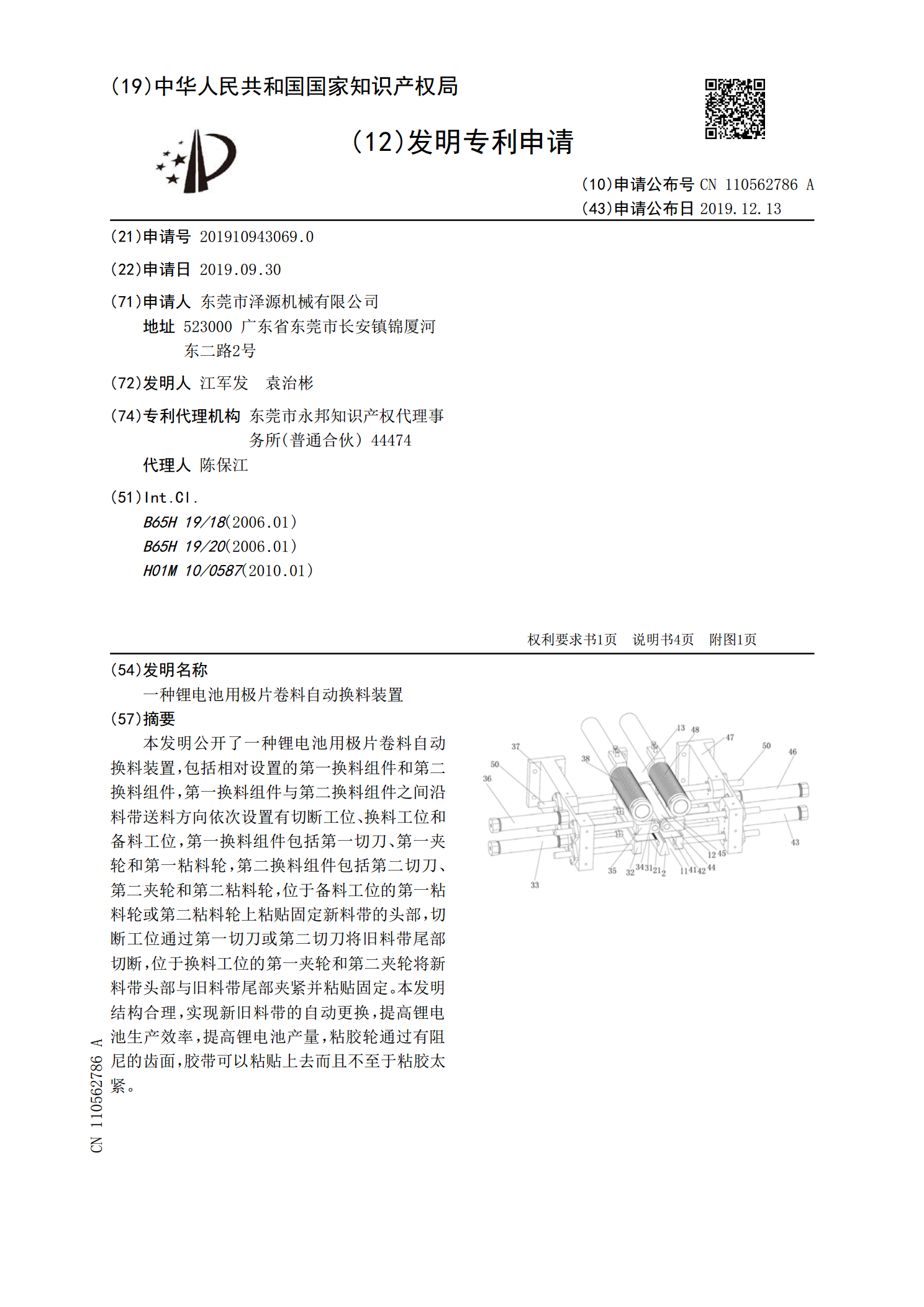
本发明公开了一种锂电池用极片卷料自动换料装置,包括相对设置的第一换料组件和第二换料组件,第一换料组件与第二换料组件之间沿料带送料方向依次设置有切断工位、换料工位和备料工位,第一换料组件包括第一切刀、第一夹轮和第一粘料轮,第二换料组件包括第二切刀、第二夹轮和第二粘料轮,位于备料工位的第一粘料轮或第二粘料轮上粘贴固定新料带的头部,切断工位通过第一切刀或第二切刀将旧料带尾部切断,位于换料工位的第一夹轮和第二夹轮将新料带头部与旧料带尾部夹紧并粘贴固定。本发明结构合理,实现新旧料带的自动更换,提高锂电池生产效率,提
一种极片料卷运输换料装置.pdf
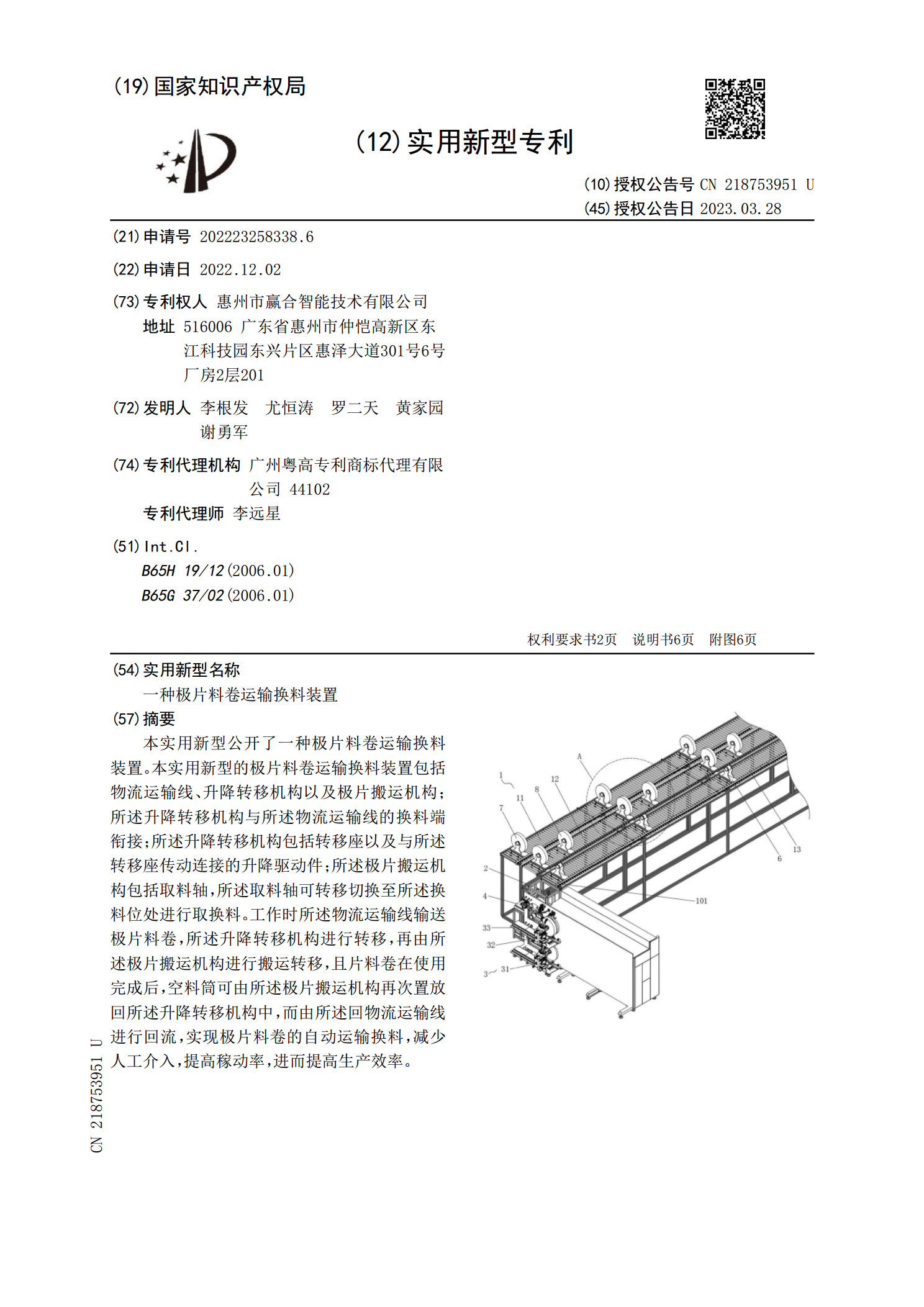
本实用新型公开了一种极片料卷运输换料装置。本实用新型的极片料卷运输换料装置包括物流运输线、升降转移机构以及极片搬运机构;所述升降转移机构与所述物流运输线的换料端衔接;所述升降转移机构包括转移座以及与所述转移座传动连接的升降驱动件;所述极片搬运机构包括取料轴,所述取料轴可转移切换至所述换料位处进行取换料。工作时所述物流运输线输送极片料卷,所述升降转移机构进行转移,再由所述极片搬运机构进行搬运转移,且片料卷在使用完成后,空料筒可由所述极片搬运机构再次置放回所述升降转移机构中,而由所述回物流运输线进行回流,实现

一种锂电池极片自动换料接带装置及接带方法.pdf
本发明涉及锂电池极片接带技术领域,提出了一种锂电池极片自动换料接带装置及接带方法,包括放卷机构和接带机构,放卷机构包括:安装架;第一放卷单元和第二放卷单元间隔设置在安装架上,均用于释放料卷;接带机构包括:第一导料辊转动设置在安装架上,位于第一放卷单元和第二放卷单元之间;移动架移动设置在安装架上,在第一放卷单元和第二放卷单元之间往复移动;第一接带组件设置在移动架上,随移动架移动;第二接带组件设置在移动架上,随移动架移动,第一接带组件和第二接带组件对称设置,二者之间具有引带间隙,引带间隙用于穿过原料。通过上述
锂电池极片送料装置.pdf
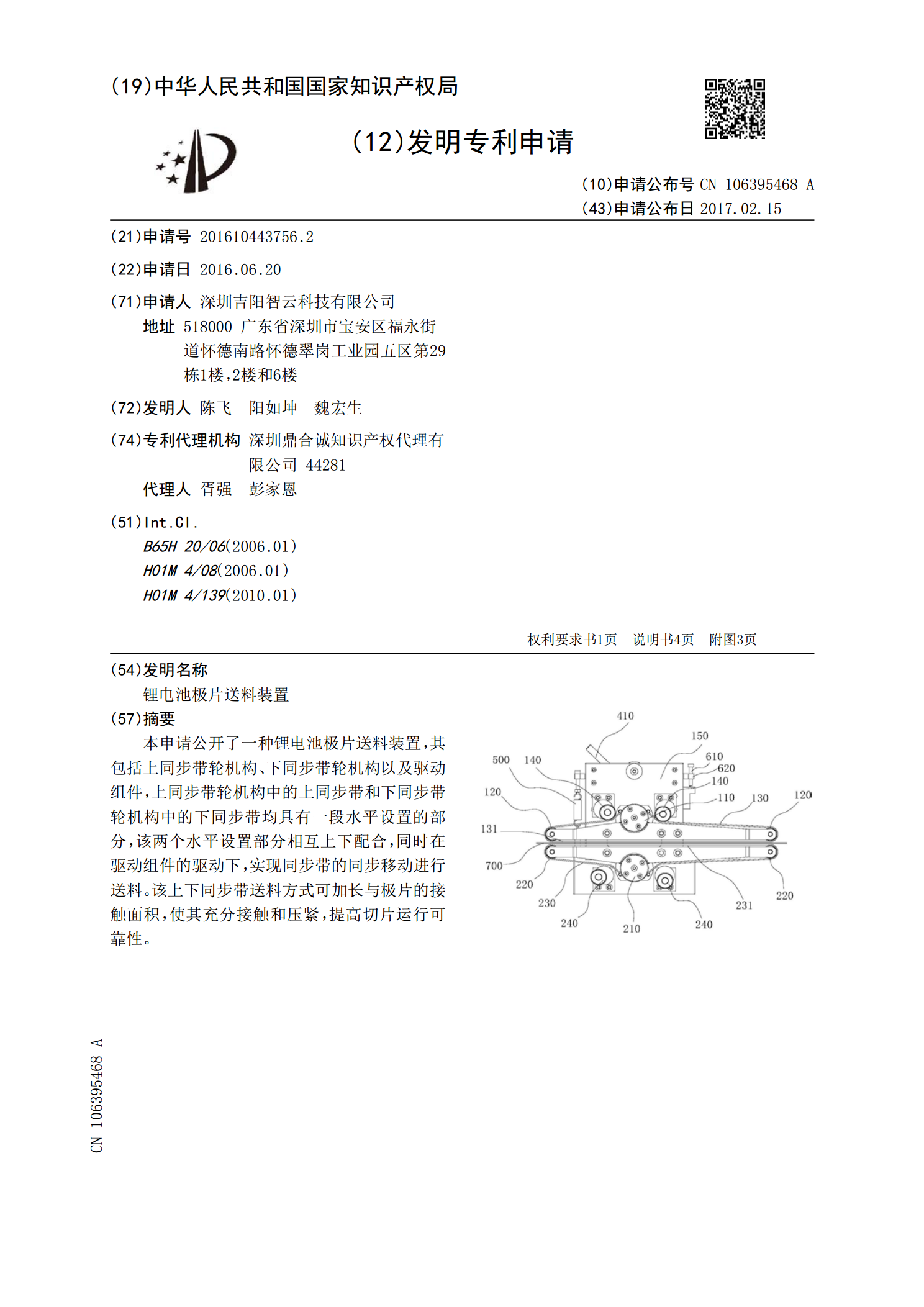
本申请公开了一种锂电池极片送料装置,其包括上同步带轮机构、下同步带轮机构以及驱动组件,上同步带轮机构中的上同步带和下同步带轮机构中的下同步带均具有一段水平设置的部分,该两个水平设置部分相互上下配合,同时在驱动组件的驱动下,实现同步带的同步移动进行送料。该上下同步带送料方式可加长与极片的接触面积,使其充分接触和压紧,提高切片运行可靠性。

一种锂电池极片自动称重分选装置.pdf
本实用新型公开了一种锂电池极片自动称重分选装置,该装置包括极片连续进料机构、极片取料搬运机构、极片自动称重机构、极片卸料搬运机构、支撑架组件和料仓组件;其特征在于所述支撑架组件包括支撑架、控制柜、人机界面固定板、人机界面、取料处直线导轨固定梁和卸料处直线导轨固定梁,所述支撑架为四层楼式框架结构;所述极片连续进料机构和极片自动称重机构位于底层和第二层之间,料仓组件通过螺栓固定在支撑架的第二层上,所述极片连续进料机构、极片自动称重机构和料仓组件依次并行排列,所述极片取料搬运机构、极片卸料搬运机构位于支撑架的第