
一种涡轮叶片锁紧装置及其装配方法.pdf

一条****发啊

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种涡轮叶片锁紧装置及其装配方法.pdf
本发明涉及一种涡轮叶片锁紧装置及其装配方法,涉及发动机技术领域。本发明通过修配短锁片,与长锁片配合使用,将叶片锁紧在涡轮盘上最终达到锁紧叶片的效果,同时起到挡风作用,降低燃气泄漏。相比现有方案中的锁片和挡风片结构,本发明便于装配,且质量降低50%。

一种涡轮叶片清洗装置及其使用方法.pdf
本发明公开了一种涡轮叶片清洗装置及其使用方法,包括固定机体,所述固定机体内部设置有一清洗空间,所述清洗空间内部固定设置有一超声波清洗器,所述清洗空间的上端壁连通设置有一通腔,所述清洗空间的左端壁内部设置有一风干空间,所述风干空间内部左侧固定设置有一网孔板,所述网孔板的左侧设置有一风叶,所述风干空间的上端壁连通设置有一通槽,所述旋转空间的左端壁内部设置有一驱动空间,所述驱动空间的左端壁固定连接有一驱动电机,本发明结构简单,操作方便,通过电磁铁原理实现环节的切换,确保设备的协调性,采用带传动和齿轮传动,加强设

一种枞树型叶根动叶片锁紧装置及其装配工艺.pdf
本发明公开了一种枞树型叶根动叶片锁紧装置,包括动叶片叶根和带有轮槽的叶轮,动叶片叶根装入在轮槽内,动叶片叶根与叶轮之间通过止动装置进行锁紧,本发明公开了上述枞树型叶根动叶片锁紧装置的装配工艺,包括以下步骤:将动叶片叶根装入叶轮的轮槽内,然后将两侧止动片全部装入,止动片相对动叶片叶根旋转一定角度后,将每侧止动片中其中一片翻边角翘起,将动叶片叶根锁紧。使之在运行中不能旋转松脱,本发明采用上述方案,结构简单,定位准确可靠,加工装配方便,对强度无任何削弱,不伤及动叶片叶根部分,同时不用在叶轮或转子体上加工用于放置

一种涡轮叶片及其方法.pdf
本发明公开了一种涡轮叶片及其方法,包括左右对称的支座,所述支座之间转动的设置有工作台,所述工作台内固设有工作腔,所述工作腔下端壁连通的设置有切换腔,所述工作腔左端壁内固设有工作电机,所述工作电机的输出轴转动的贯穿所述工作腔且与工作腔的右端壁转动配合连接,所述工作电机的输出轴内固设有开口朝外且上下对称的滑槽,所述工作电机的输出轴外表面固设有转块,本发明设备结构简单,使用方便,此设备可以根据水流方向提前设置好叶片的方向,使叶片与水流的受力面积达到最大,充分接受水的机械能进行产能,且当水流过大超出设定好的叶片大
一种模块化风力涡轮叶片结构及其装配方法.pdf
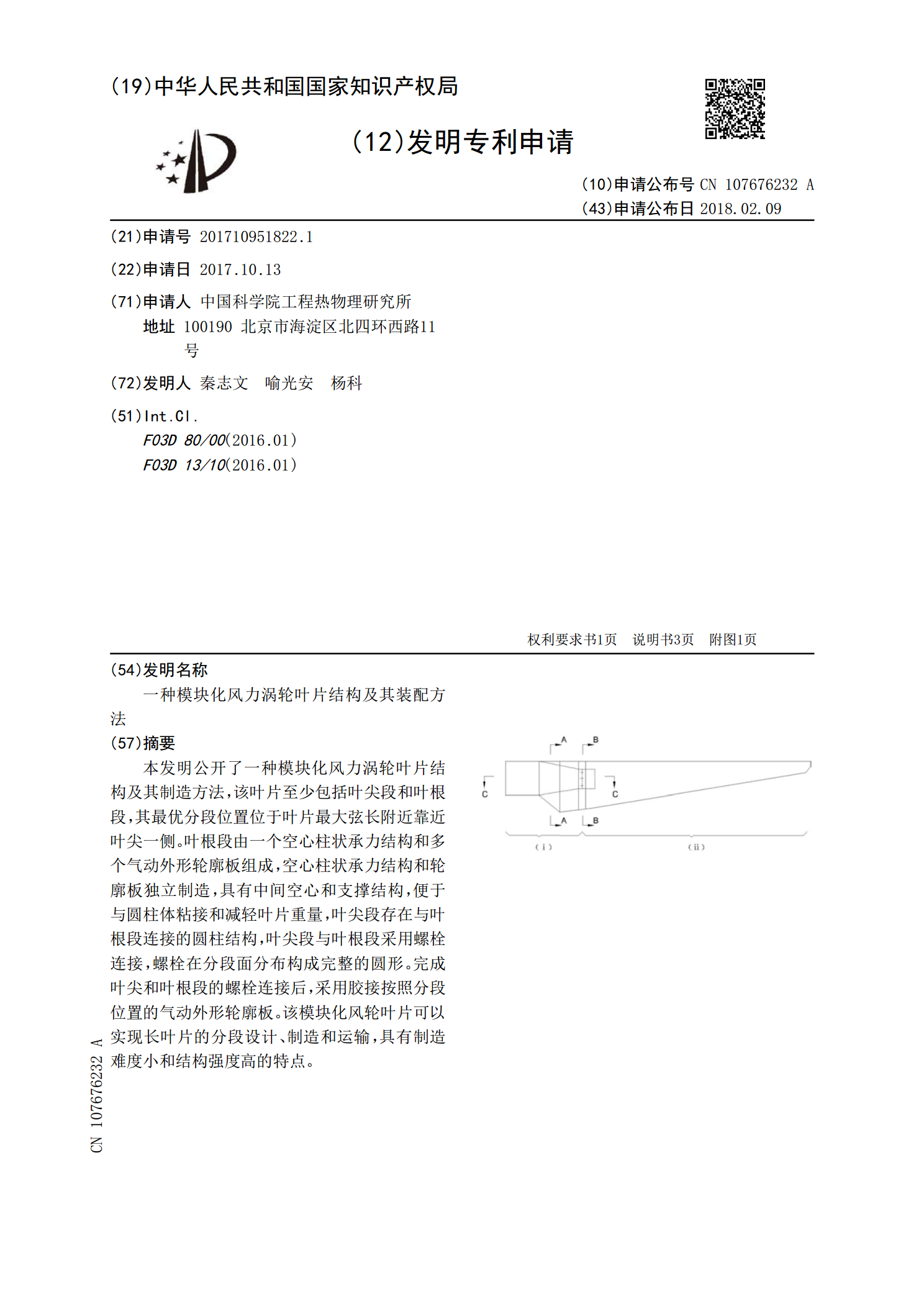
本发明公开了一种模块化风力涡轮叶片结构及其制造方法,该叶片至少包括叶尖段和叶根段,其最优分段位置位于叶片最大弦长附近靠近叶尖一侧。叶根段由一个空心柱状承力结构和多个气动外形轮廓板组成,空心柱状承力结构和轮廓板独立制造,具有中间空心和支撑结构,便于与圆柱体粘接和减轻叶片重量,叶尖段存在与叶根段连接的圆柱结构,叶尖段与叶根段采用螺栓连接,螺栓在分段面分布构成完整的圆形。完成叶尖和叶根段的螺栓连接后,采用胶接按照分段位置的气动外形轮廓板。该模块化风轮叶片可以实现长叶片的分段设计、制造和运输,具有制造难度小和结构