
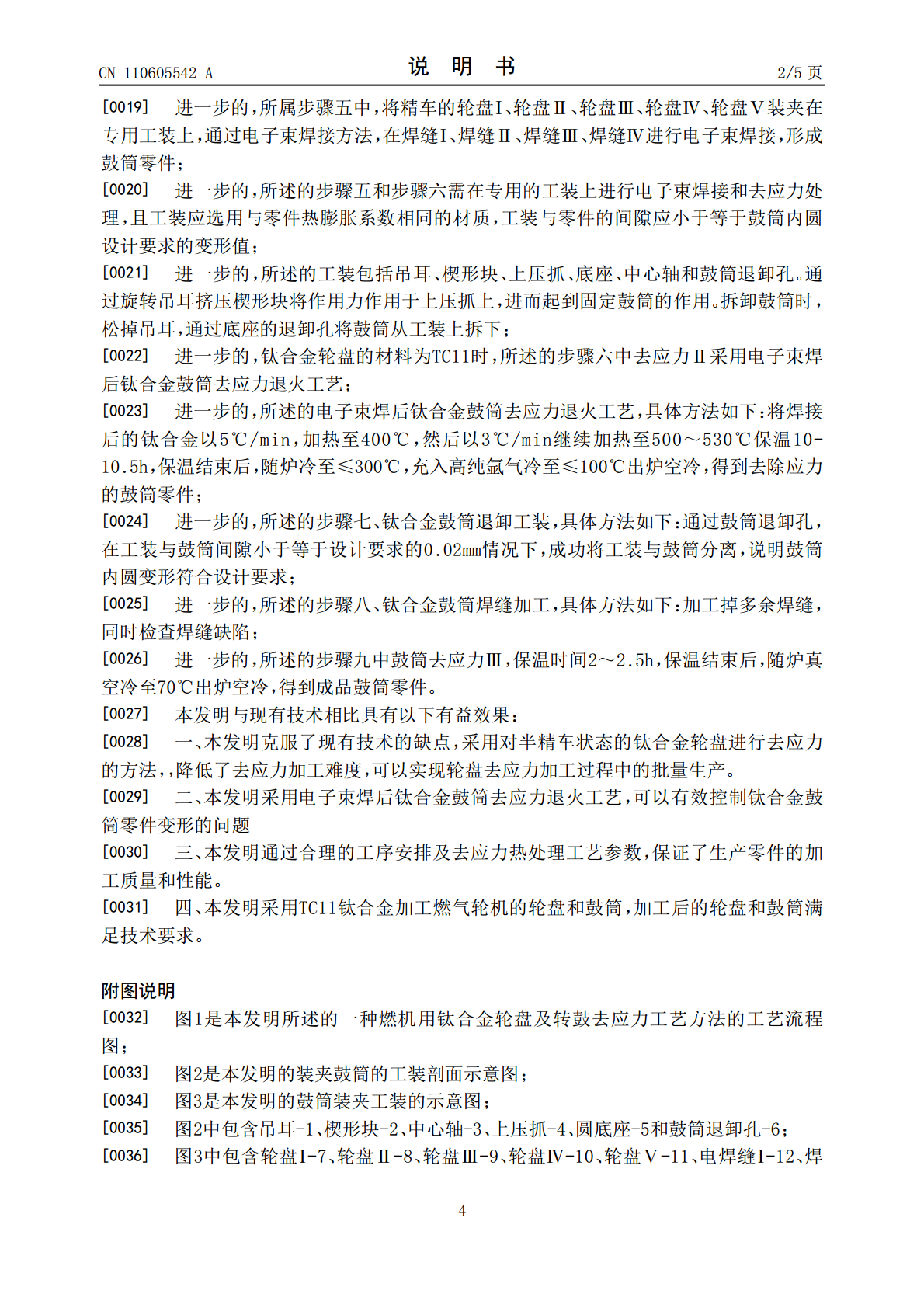
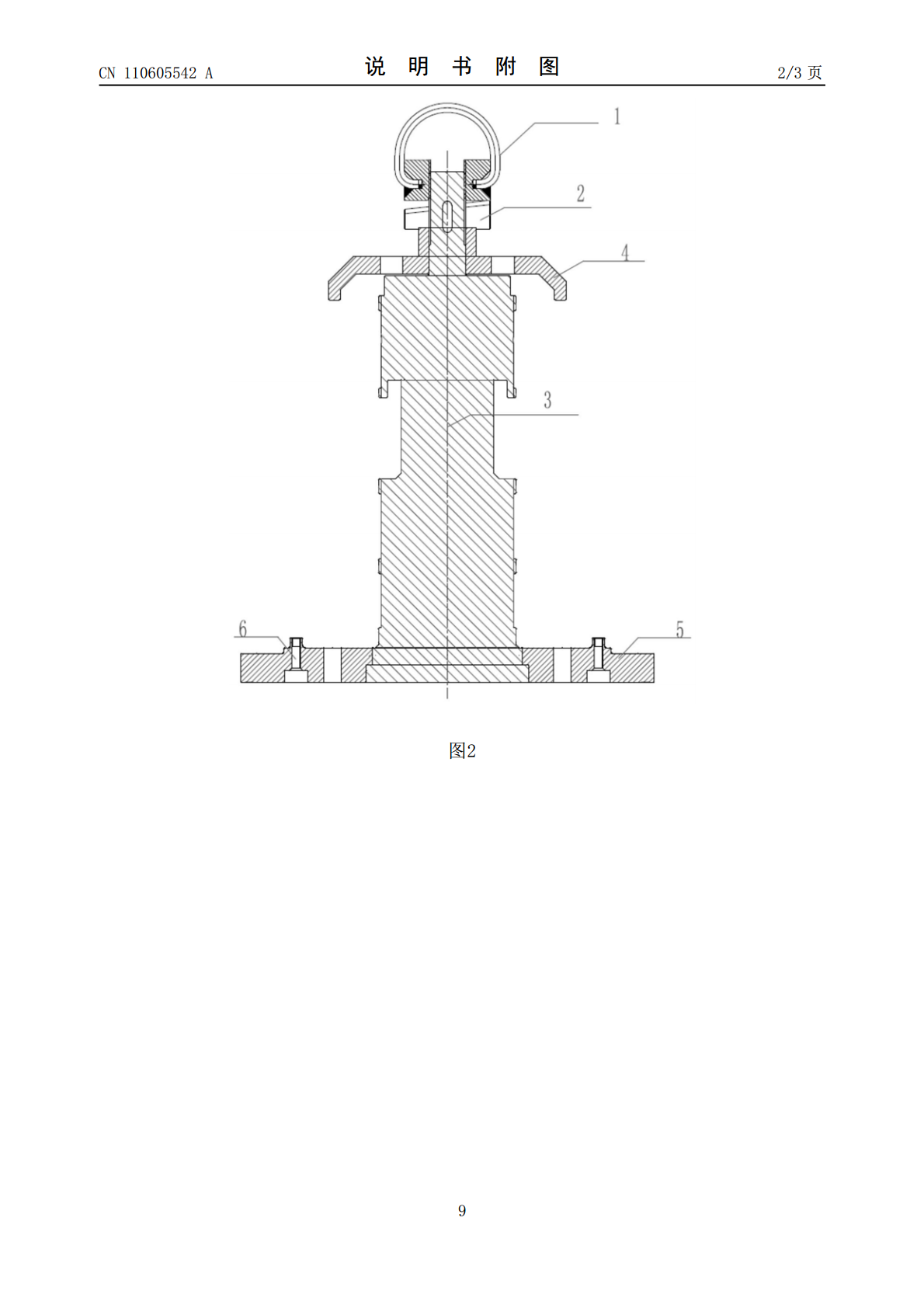
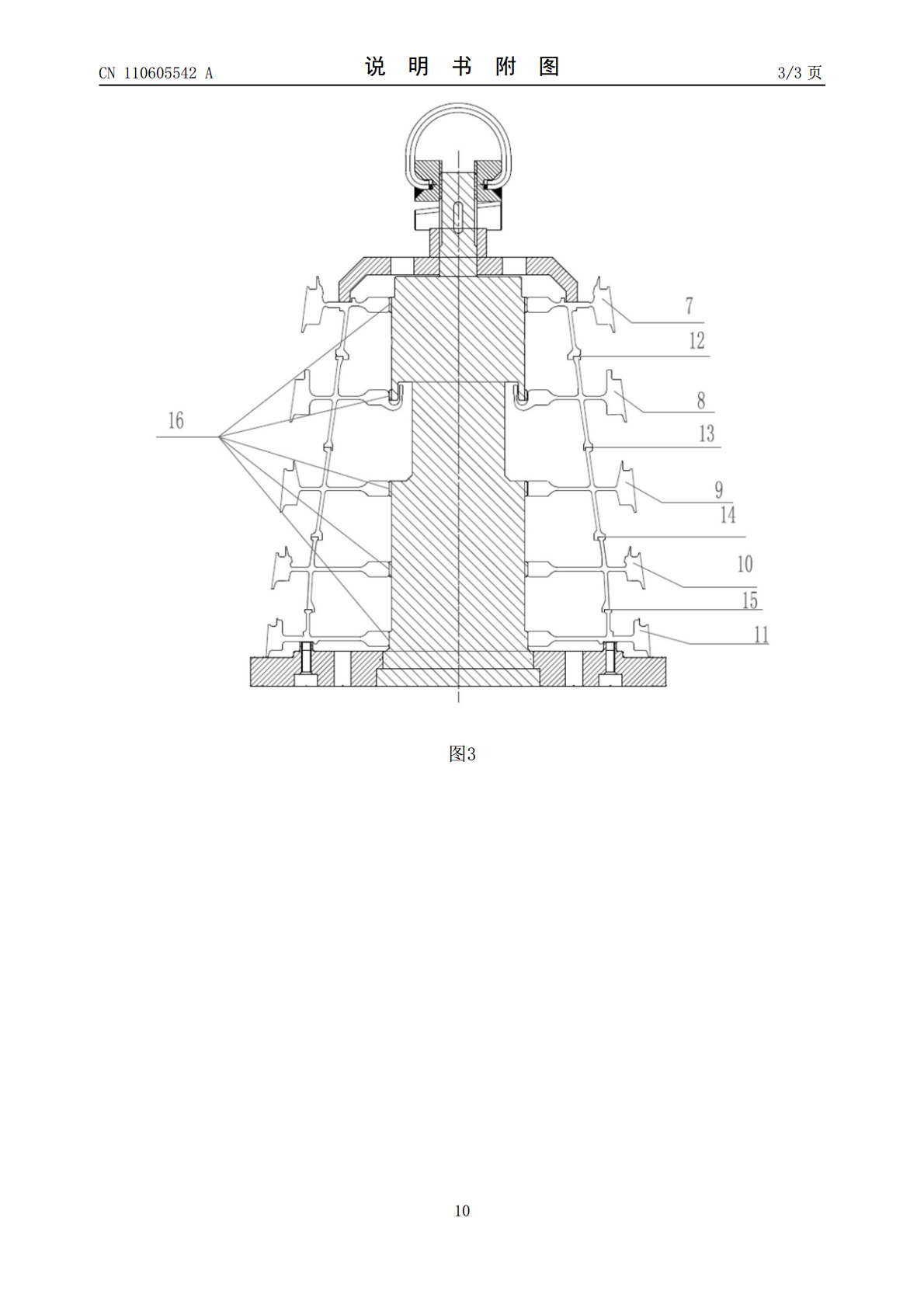
一种燃机用钛合金轮盘及鼓筒去应力工艺方法.pdf

Jo****31


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种燃机用钛合金轮盘及鼓筒去应力工艺方法.pdf
一种燃机用钛合金轮盘及鼓筒去应力工艺方法,涉及真空热处理技术领域。为解决现有的去应力工艺方法,既不能保证去应力效果,又不能保证钛合金零件变形在设计要求范围内的问题。其具体方法如下:步骤一、钛合金轮盘半精加工;步骤二、酸洗;步骤三、钛合金轮盘去应力Ⅰ;步骤四、钛合金轮盘精加工;步骤五、钛合金轮盘组合电子束焊接;步骤六、钛合金转鼓去应力Ⅱ;步骤七、钛合金转鼓退卸工装;步骤八、钛合金转鼓焊缝加工;步骤九、钛合金转鼓去应力Ⅲ。本发明适用于对燃机用钛合金轮盘及鼓筒进行去应力处理。
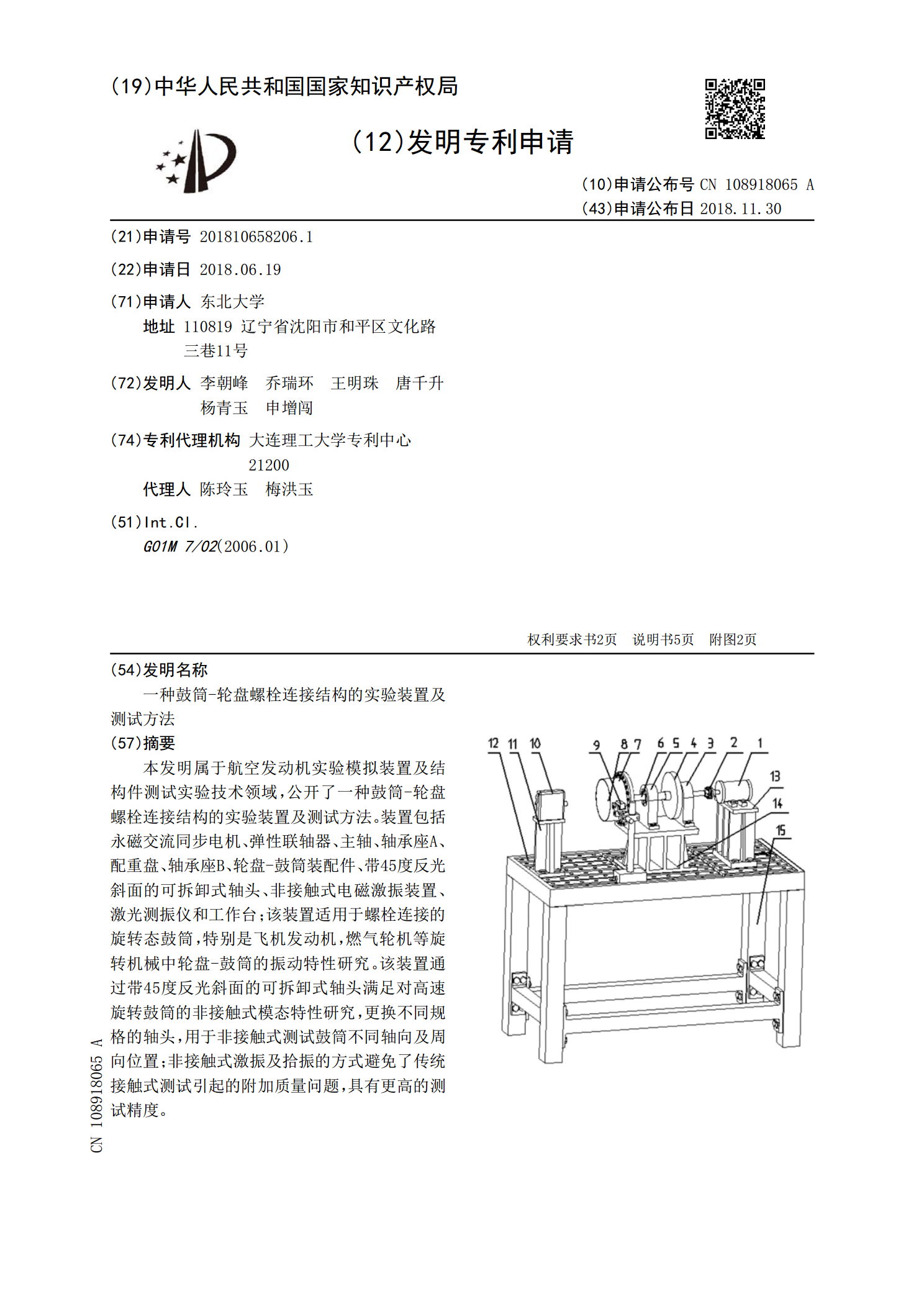
一种鼓筒-轮盘螺栓连接结构的实验装置及测试方法.pdf
本发明属于航空发动机实验模拟装置及结构件测试实验技术领域,公开了一种鼓筒‑轮盘螺栓连接结构的实验装置及测试方法。装置包括永磁交流同步电机、弹性联轴器、主轴、轴承座A、配重盘、轴承座B、轮盘‑鼓筒装配件、带45度反光斜面的可拆卸式轴头、非接触式电磁激振装置、激光测振仪和工作台;该装置适用于螺栓连接的旋转态鼓筒,特别是飞机发动机,燃气轮机等旋转机械中轮盘‑鼓筒的振动特性研究。该装置通过带45度反光斜面的可拆卸式轴头满足对高速旋转鼓筒的非接触式模态特性研究,更换不同规格的轴头,用于非接触式测试鼓筒不同轴向及周向

一种重型燃机透平轮盘锻件的热处理方法.pdf
本发明适用锻件热处理工艺技术领域,提供一种重型燃机透平轮盘锻件的热处理方法,包括:将重型燃机透平轮盘锻件加热升温至1030~1060℃,进行淬火加热处理;将处理后的重型燃机透平轮盘锻件油冷至不高于200℃,得第一锻件;将第一锻件按中间阶梯方式加热升温至550~580℃,进行第一次回火热处理;将处理后的第一锻件空冷至室温,并进行中心孔加工,所述中心孔直径为190~210毫米,得第二锻件;将第二锻件按中间阶梯方式加热升温至630~660℃,进行第二次回火热处理;将处理后的第二锻件分阶段空冷至室温。实现对重型燃

一种书本去应力滚背机及去应力方法.pdf
本发明公开了一种书本去应力滚背机,包括箱体,所述箱体的侧面上固定连接有齿轮箱,所述齿轮箱贯穿箱体且延伸至其内部与第一齿轮固定连接,所述第一齿轮与第二齿轮传动连接,所述第二齿轮的中间固定连接有主轴,所述第二齿轮带动主轴上链轮进行传动,所述链轮通过第一链条和第二链条传动带动下辊筒。该书本去应力滚背机,通过设置齿轮箱,变向由第一齿轮传递给第二齿轮,第二齿轮带动主轴上链轮,然后有链轮的传动带动下辊筒传动,继而带动上辊筒进行转动,从而将书本进行传递压平,且上辊筒在矩形压簧的弹力作用下与下辊筒同时挤压滚动,从而对书本

重型燃机压气机轮盘冷加工方法.docx
重型燃机压气机轮盘冷加工方法重型燃机压气机轮盘冷加工方法摘要:重型燃机是航空发动机中的关键部件,其性能直接影响着飞行器的安全与性能。其中,压气机轮盘作为燃气涡轮的核心部件,其质量和精度要求很高。本文介绍了压气机轮盘冷加工方法,包括冷压成形、冷旋压和冷滚压等,旨在提高压气机轮盘的制造精度和工艺效率,推动重型燃机的发展。关键词:重型燃机;压气机轮盘;冷加工方法;制造精度;工艺效率1.引言重型燃机是航空发动机中承担压气机和燃气涡轮等关键功能的部件。其中,压气机轮盘作为燃气涡轮的核心部件,其质量和精度要求极高。传