
汽车轮毂喷粉前表面处理工艺.pdf

书生****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车轮毂喷粉前表面处理工艺.pdf
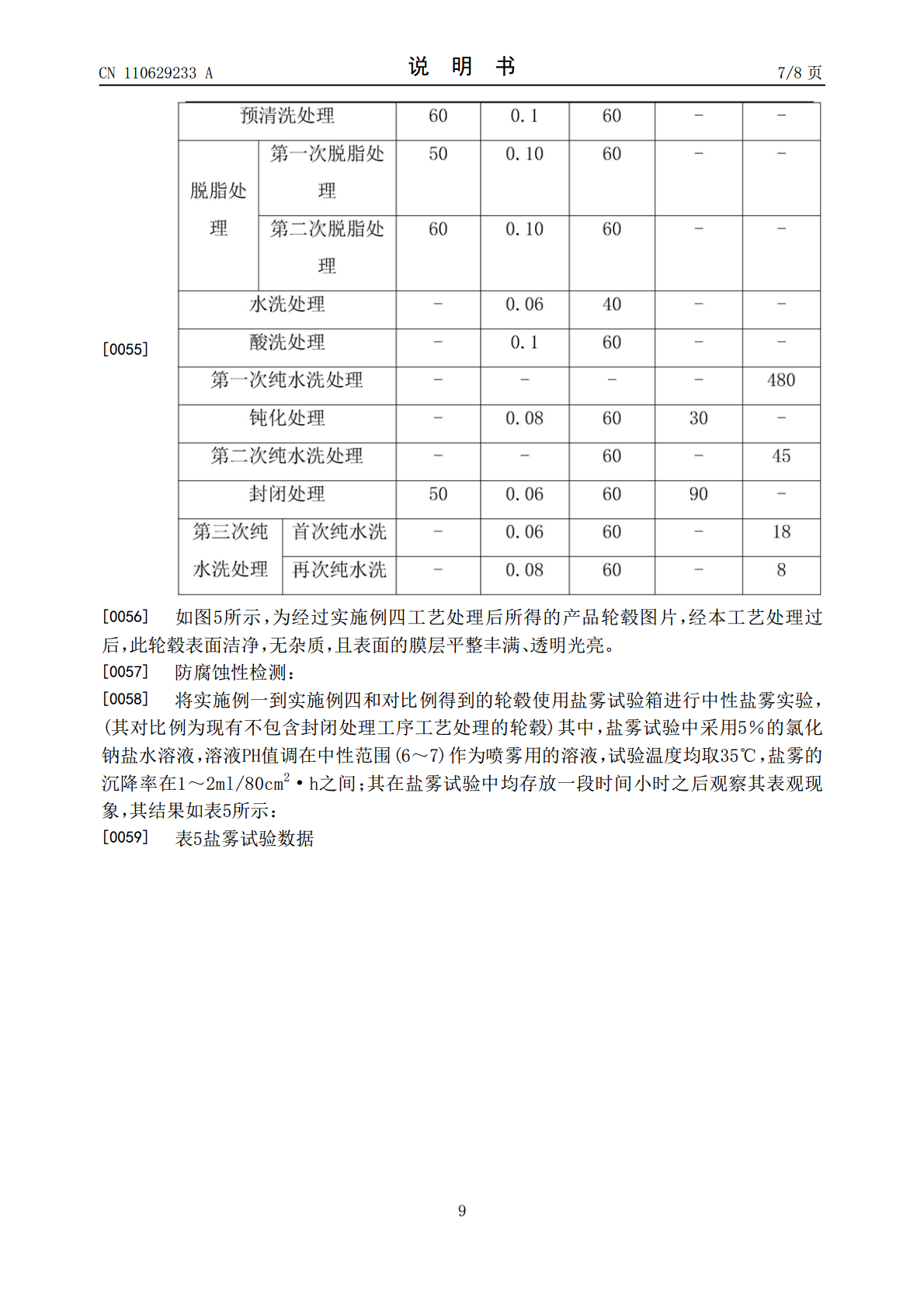
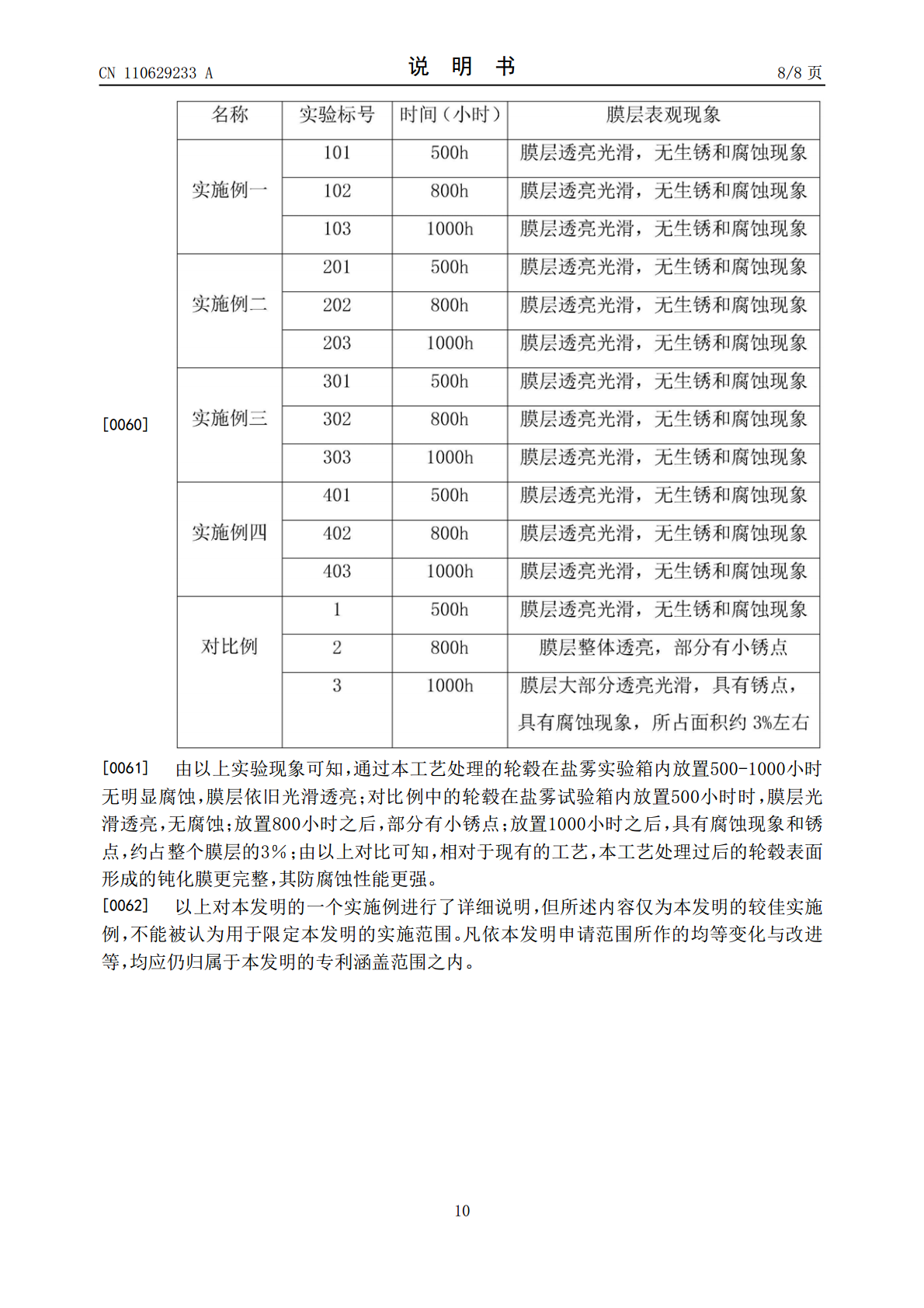
本发明提供汽车轮毂喷粉前表面处理工艺,依次包括预清洗处理、脱脂处理、水洗处理、酸洗处理、第一次纯水洗处理、钝化处理、第二次纯水洗处理;所述钝化处理工序之后还包括封闭处理工序和第三次纯水洗处理工序。本发明的有益效果是可以完全除去轮毂表面的油污、铝屑等杂质,且可以在轮毂表面形成洁净的、适宜的转化膜,为后序涂装提供较好的基材表面。
一种汽车轮毂表面处理工艺.pdf
发明公开了一种汽车轮毂表面处理工艺,包括:(1)除油污(2)碱洗(3)水洗(4)电解抛光(5)激光处理(6)浸酸(7)水洗。本发明提供的汽车轮毂表面处理工艺简单,极大的提高了汽车轮毂表面防腐蚀能力,而且表面可以防油污,工艺简单,能耗低。

一种汽车轮毂表面处理工艺.pdf
本发明涉及汽车技术领域,尤其涉及一种汽车轮毂表面处理工艺,包括以下步骤:步骤一,第一次热水洗处理;步骤二,除油处理;步骤三,清洗干燥;步骤四,无铬钝化处理;步骤五,喷涂底粉及固化;步骤六,机加工处理;步骤七,第二次喷漆处理;步骤八,真空镀膜;步骤九,喷涂透明涂层。本发明轮毂涂装喷粉喷漆工艺,能够提高轮毂性能,工艺简单,涂装效果好,通过喷涂介质粉及固化,增加轮毂表面的平整度、光泽度、硬度、耐腐蚀性和封闭轮毂表面,提高真空镀层的结合力;透明涂层,高真空镀层的附着力,增加轮毂的光泽度、硬度、耐磨性和抗腐蚀性能;
表面喷粉工艺.pdf
表面喷粉工艺表面喷粉工艺是一种目前比较流行的表面涂装技术,不仅可以对物体进行美化,还能提高产品的耐磨性和抗腐蚀性。本文将从表面喷粉工艺的概念、原理和应用等方面系统介绍这一技术。一、概念表面喷粉工艺是一种将固态粉末状颜料通过喷枪喷涂在工件表面,然后在一个高温环境下进行固化,形成一层均匀致密的涂层的技术。这种工艺的主要特点是喷涂后的颜料不需要任何溶剂挥发,直接通过固化形成涂层。二、原理表面喷粉工艺的原理主要是通过静电吸附力将粉末吸附在工件表面,再通过高温使其熔融、流动并迅速固化成膜。该工艺有两种基本方式:热喷

汽车轮毂喷粉方案.docx
汽车轮毂喷粉方案随着人们对汽车外观的注重,越来越多的车主开始考虑对轮毂进行喷漆美化处理,从而提升整车的外观水平。随着汽车轮毂喷漆技术的不断发展,喷粉技术已经成为了比较常用的一种方案。本文旨在探讨汽车轮毂喷粉的方案以及相应的注意事项,为广大车主提供参考。1.喷粉的优点相对于传统的油漆涂装方式,喷粉技术的优点非常明显:处理速度快。喷粉技术可以在较短的时间内完成涂装,大大缩减了车主和修理厂的等待时间。质量稳定。与涂装方式相比,喷粉技术能够保证涂层的厚薄均匀,轮毂表面质感好。耐久性强。喷粉技术采用的是静电粉末喷涂