
用于曲轴与链轮过盈配合安装的局部调整方法.pdf

是向****23


1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于曲轴与链轮过盈配合安装的局部调整方法.pdf
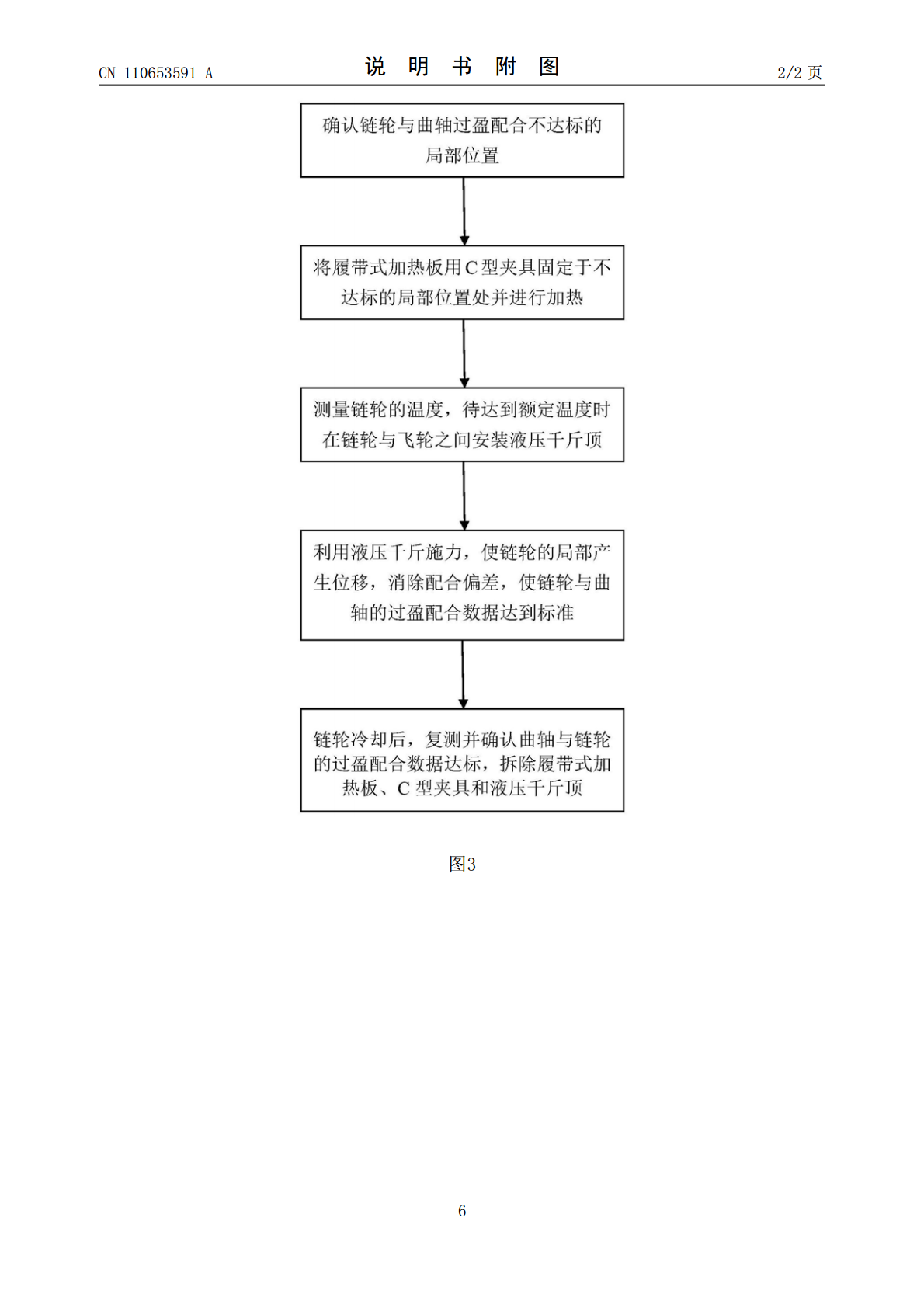
一种用于曲轴与链轮过盈配合安装的局部调整方法,所述曲轴的链轮通过红套工艺以过盈配合固定安装在所述曲轴的轴体上,其特征在于:对所述链轮与曲轴配合不达标的位置处进行局部快速加热,到达额定温度后,使用液压千斤顶施力于所述链轮上,使该链轮产生局部位移,直至所述链轮与曲轴的过盈配合数据达标。本发明解决了曲轴与链轮过盈配合不达标的问题,能够调整矫正曲轴链轮的装配位置到位,消除链轮与轴体之间的配合偏差,保证曲轴与链轮的装配达到图纸定位要求,从而提高了装配精度,提升了船用低速柴油机的整机产品质量,具有简单可行、操作性强的
一种曲轴与齿轮锥面过盈配合的安装方法及系统.pdf
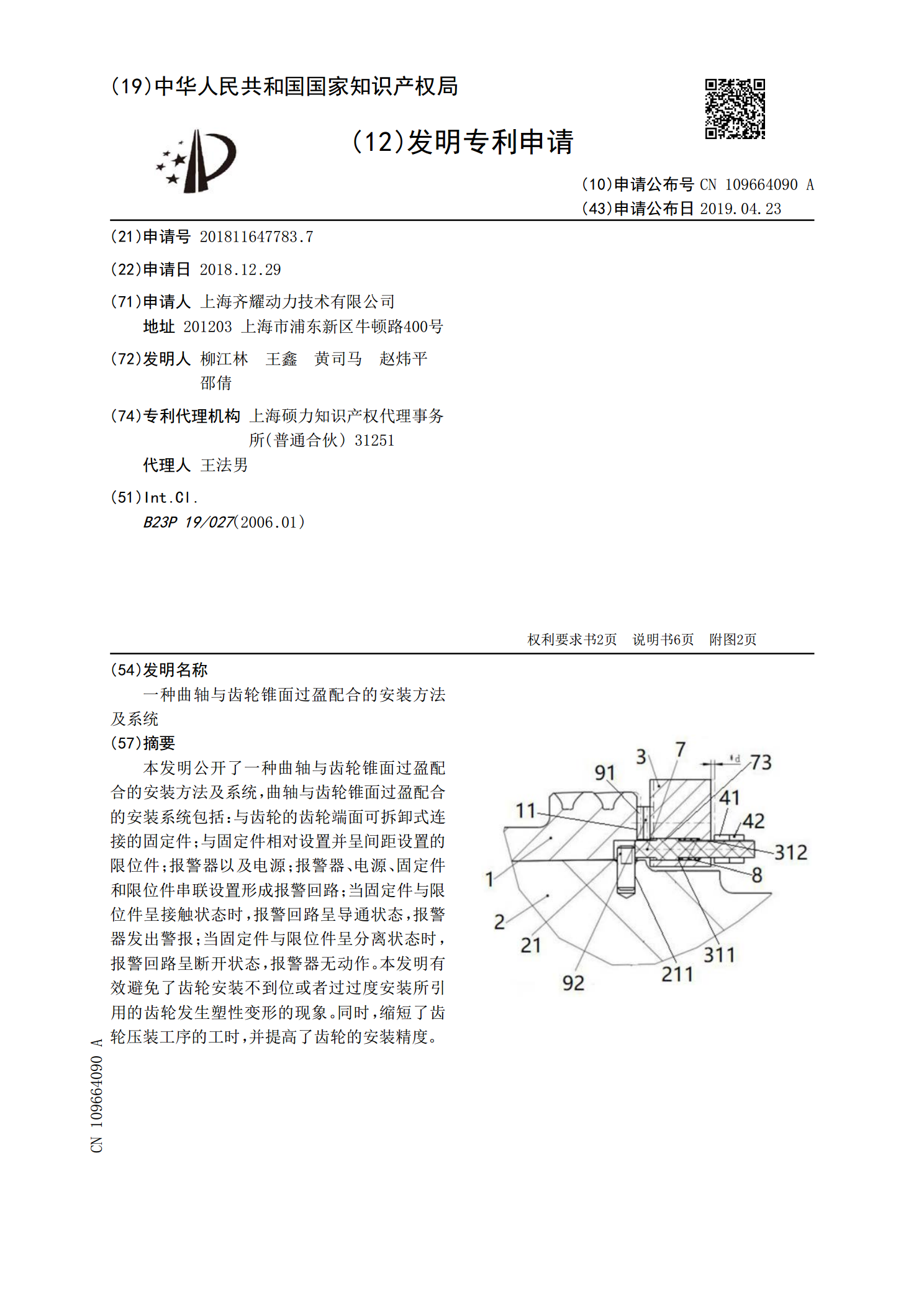
本发明公开了一种曲轴与齿轮锥面过盈配合的安装方法及系统,曲轴与齿轮锥面过盈配合的安装系统包括:与齿轮的齿轮端面可拆卸式连接的固定件;与固定件相对设置并呈间距设置的限位件;报警器以及电源;报警器、电源、固定件和限位件串联设置形成报警回路;当固定件与限位件呈接触状态时,报警回路呈导通状态,报警器发出警报;当固定件与限位件呈分离状态时,报警回路呈断开状态,报警器无动作。本发明有效避免了齿轮安装不到位或者过过度安装所引用的齿轮发生塑性变形的现象。同时,缩短了齿轮压装工序的工时,并提高了齿轮的安装精度。

曲轴与外平衡块过盈配合分析.docx
曲轴与外平衡块过盈配合分析曲轴与外平衡块的过盈配合是机械制造中非常重要的一项技术。在汽车、船舶、农业机械、工程机械等领域,都广泛应用了曲轴与外平衡块过盈配合技术。本文将详细探讨曲轴与外平衡块过盈配合的涉及知识和方法,并指出其重要性。1.曲轴与外平衡块的概念曲轴是一种能将往复运动转化为旋转运动的机械元件,是发动机的重要组成部分。而外平衡块是曲轴上的一种重要附件,其作用是平衡曲轴的惯性力。因为曲轴存在往复运动,因此产生了惯性力,如果不进行平衡,就会引起发动机的震动和噪音,严重影响发动机的正常运转。因此,为了保

基于过盈配合的曲轴减振器接触特性分析.docx
基于过盈配合的曲轴减振器接触特性分析标题:基于过盈配合的曲轴减振器接触特性分析摘要:曲轴减振器是发动机中重要的附件之一,其作用是减少曲轴的振动和噪声。过盈配合被广泛应用于曲轴减振器的连接结构中,以确保传递扭矩的同时提供稳定的接触特性。为了深入了解过盈配合对曲轴减振器接触特性的影响,本文通过理论分析和实验研究,探讨了其对接触压力分布、接触功率损失以及接触疲劳寿命的影响。第一部分:引言1.研究背景和意义2.研究目的和内容3.文章结构第二部分:过盈配合的基本原理1.过盈配合的定义和分类2.过盈配合的工作原理第三

压缩机曲轴与电机转子配合过盈失效分析.docx
压缩机曲轴与电机转子配合过盈失效分析一、前言压缩机与电机是工业中常见的设备,其中电机是驱动压缩机正常运转的重要组成部分之一。而在电机中,则常见的是转子。但在实际运行的过程中,由于多种因素的影响,压缩机曲轴与电机转子配合精度有可能发生失效。本文将从配合过盈失效分析的角度出发,对此进行探究与论述。二、过盈配合的基本概念过盈配合又称为紧配合或高精度配合,其实现的基本原理主要包括以下两个方面:1.利用材料收缩或膨胀的特点来实现松紧度控制,即通过热力作用或机械作用进行控制。2.通过互相缩减,从而保证配合间的接触压力