
用于成型封闭式凹部的模具以及方法.pdf

一吃****新冬

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于成型封闭式凹部的模具以及方法.pdf
本发明涉及一种用于在金属板料上成型封闭式凹部的模具,其特征在于,所述模具具有上模和下模,在上模上设置有可变形的第一凸模(7),所述第一凸模(7)在面向待成型的板料的一侧上具有用于引导变形的第一凹槽(17),下模具有刚性的第二凸模(11),所述第二凸模(11)在面向待成型的板料的一侧上具有相应于待成型出的封闭式凹部的第二凹槽(18),第一凹槽的外轮廓大于第二凹槽的外轮廓,从而所述第一凹槽(17)覆盖第二凹槽(18)。

用于硅胶成型的圆柱模具、成型设备以及触觉反馈模组.pdf
本发明涉及一种用于硅胶成型的圆柱模具、成型设备以及触觉反馈模组,用于硅胶成型的圆柱模具包括圆柱状的本体以及设置在本体上的柱状孔和排气槽,柱状孔为开口于本体的外表面、且向着本体内部延伸的盲孔,排气槽位于柱状孔的盲端,排气槽开口于柱状孔的侧壁、且沿背离柱状孔的方向延伸,在硅胶成型时,硅胶填充在柱状孔内以成型一定高度的圆柱,柱状孔内的气体被压缩在排气槽内,而不会存在于柱状孔的顶部,避免了位于柱状孔顶部的硅胶内部形成气泡,进而避免了圆柱在脱离圆柱模具时因气泡破裂而形成不规则的塌陷以及柱状孔的顶部具有破裂残余,使得
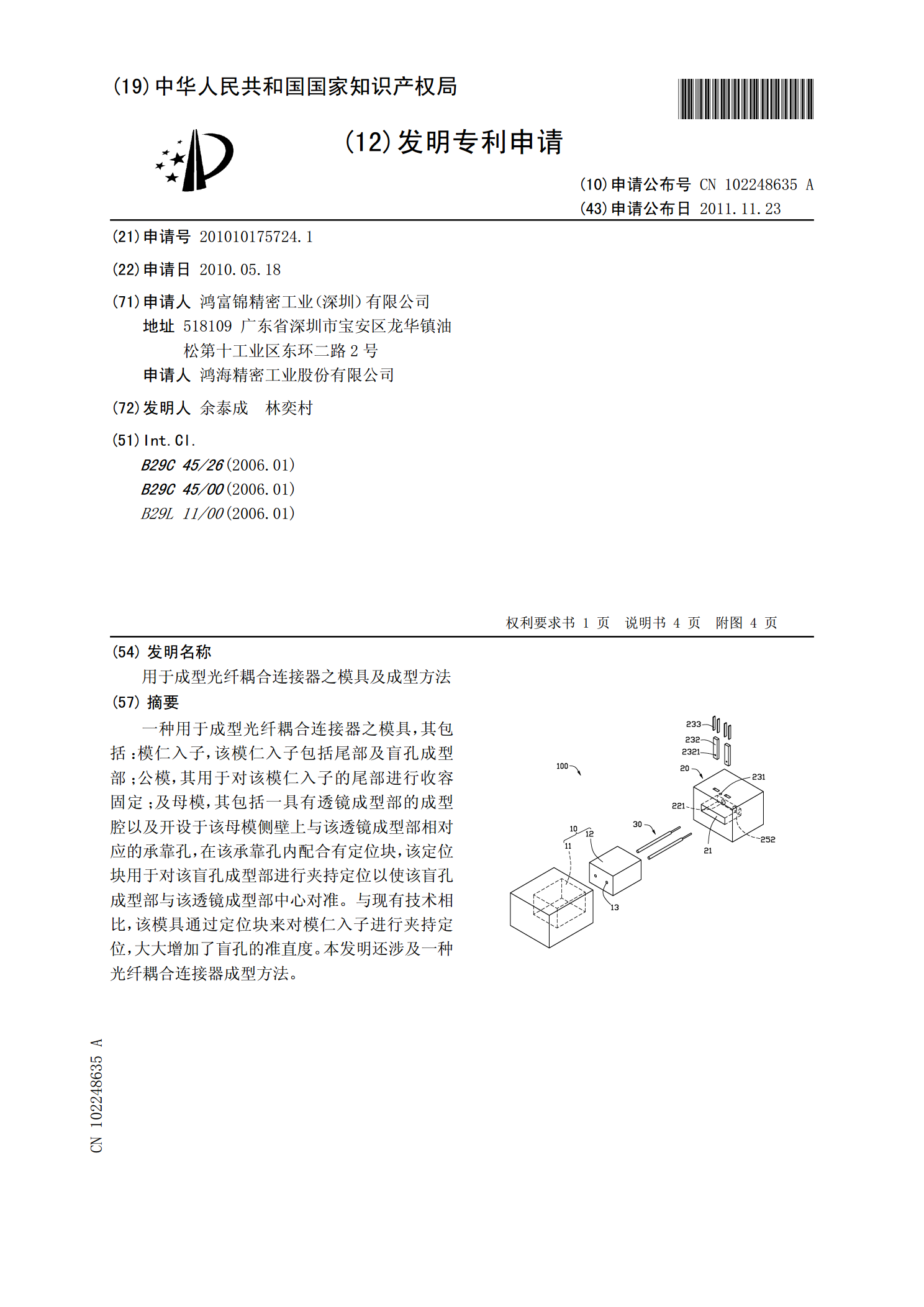
用于成型光纤耦合连接器之模具及成型方法.pdf
一种用于成型光纤耦合连接器之模具,其包括:模仁入子,该模仁入子包括尾部及盲孔成型部;公模,其用于对该模仁入子的尾部进行收容固定;及母模,其包括一具有透镜成型部的成型腔以及开设于该母模侧壁上与该透镜成型部相对应的承靠孔,在该承靠孔内配合有定位块,该定位块用于对该盲孔成型部进行夹持定位以使该盲孔成型部与该透镜成型部中心对准。与现有技术相比,该模具通过定位块来对模仁入子进行夹持定位,大大增加了盲孔的准直度。本发明还涉及一种光纤耦合连接器成型方法。

用于制造钛合金凹穴内十字螺钉的成型模具.pdf
本发明公开的制造钛合金凹穴内十字螺钉的成型模具,包括相互配合的下模及上模,贯通下模的上下表面设置有阶梯孔,上模与下模相对的下表面设置有冲压头;冲压头包括冲压头a,冲压头a为正六棱柱状,冲压头a的自由端固接冲压头b,冲压头b的自由端固接冲压头c,冲压头b与冲压头c均为上大下小的圆台状,冲压头a、冲压头b及冲压头c同轴设置,冲压头b的自由端还固接有冲压头d,冲压头d一共设置四个,四个冲压头d以冲压头c的轴线为中心呈十字对称设置。本发明利用冲压头对钛合金毛坯棒料进行墩制,使头部六方、台阶孔及十字梅花槽一次成型,
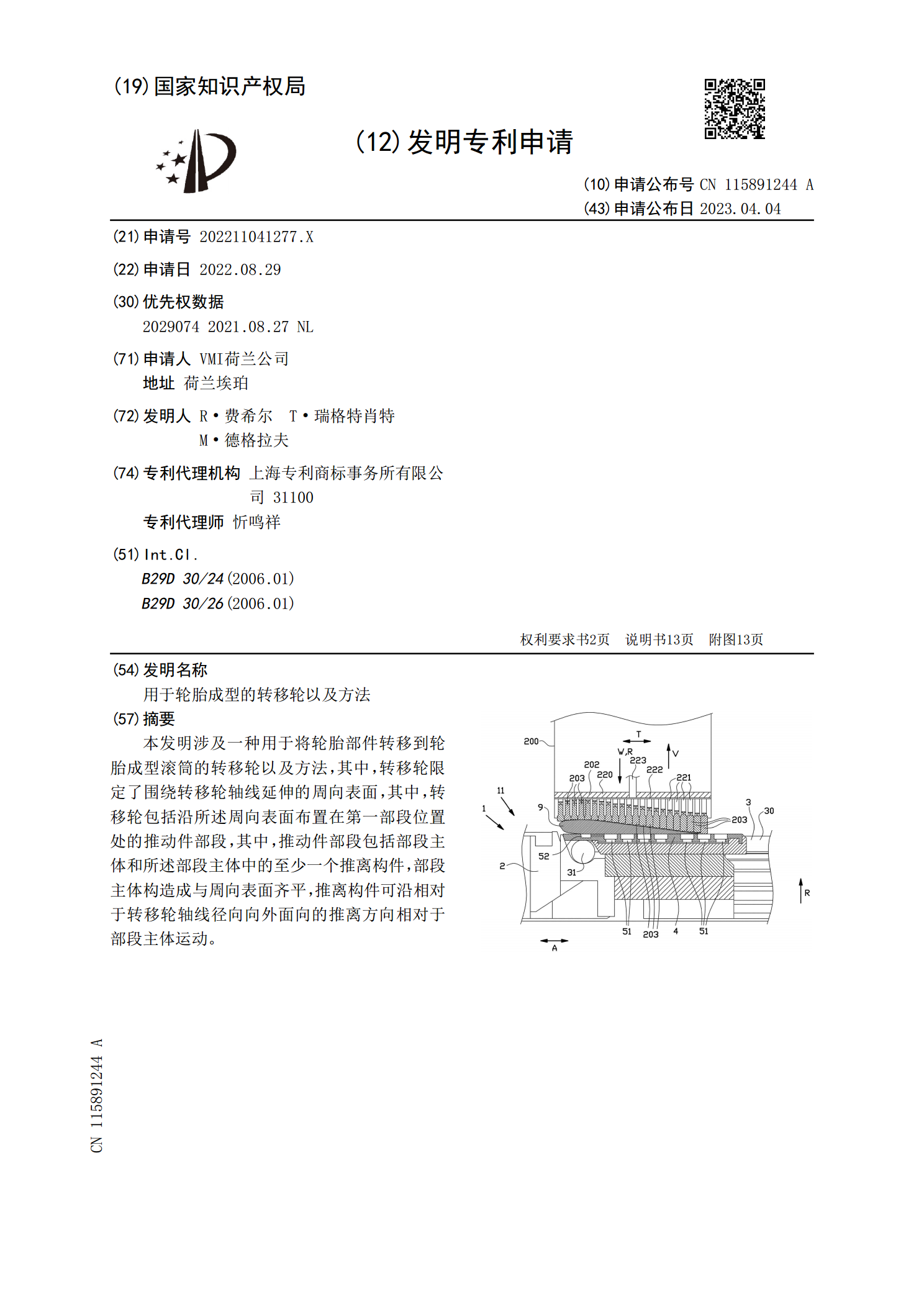
用于轮胎成型的转移轮以及方法.pdf
本发明涉及一种用于将轮胎部件转移到轮胎成型滚筒的转移轮以及方法,其中,转移轮限定了围绕转移轮轴线延伸的周向表面,其中,转移轮包括沿所述周向表面布置在第一部段位置处的推动件部段,其中,推动件部段包括部段主体和所述部段主体中的至少一个推离构件,部段主体构造成与周向表面齐平,推离构件可沿相对于转移轮轴线径向向外面向的推离方向相对于部段主体运动。