
无酸洗线材表面除锈清洁装置及使用方法.pdf

书生****ma


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

无酸洗线材表面除锈清洁装置及使用方法.pdf
本发明涉及清洁技术领域,尤其是涉及一种无酸洗线材表面除锈清洁装置及使用方法,包括设置在机架上用于扭转线材的剥壳机构,所述剥壳机构包括转动设置在机架上的第一导轮组及第二导轮组,所述第一导轮组包括若干转动设置在机架上的第一导轮组成,若干第一导轮之间相互平行设置,本发明无酸洗线材表面除锈清洁装置在使用时,线材通过第一导轮组在一个平面内进行两个方向的扭转,再由第二导轮组也在一个平面内进行两个方向的扭转,由于第一导轮的中心轴线与第二导轮的中心轴向相互交错设置,也就是线材在第一导轮组扭转的平面与线材在第二导轮组扭转的
线材表面清洁装置.pdf
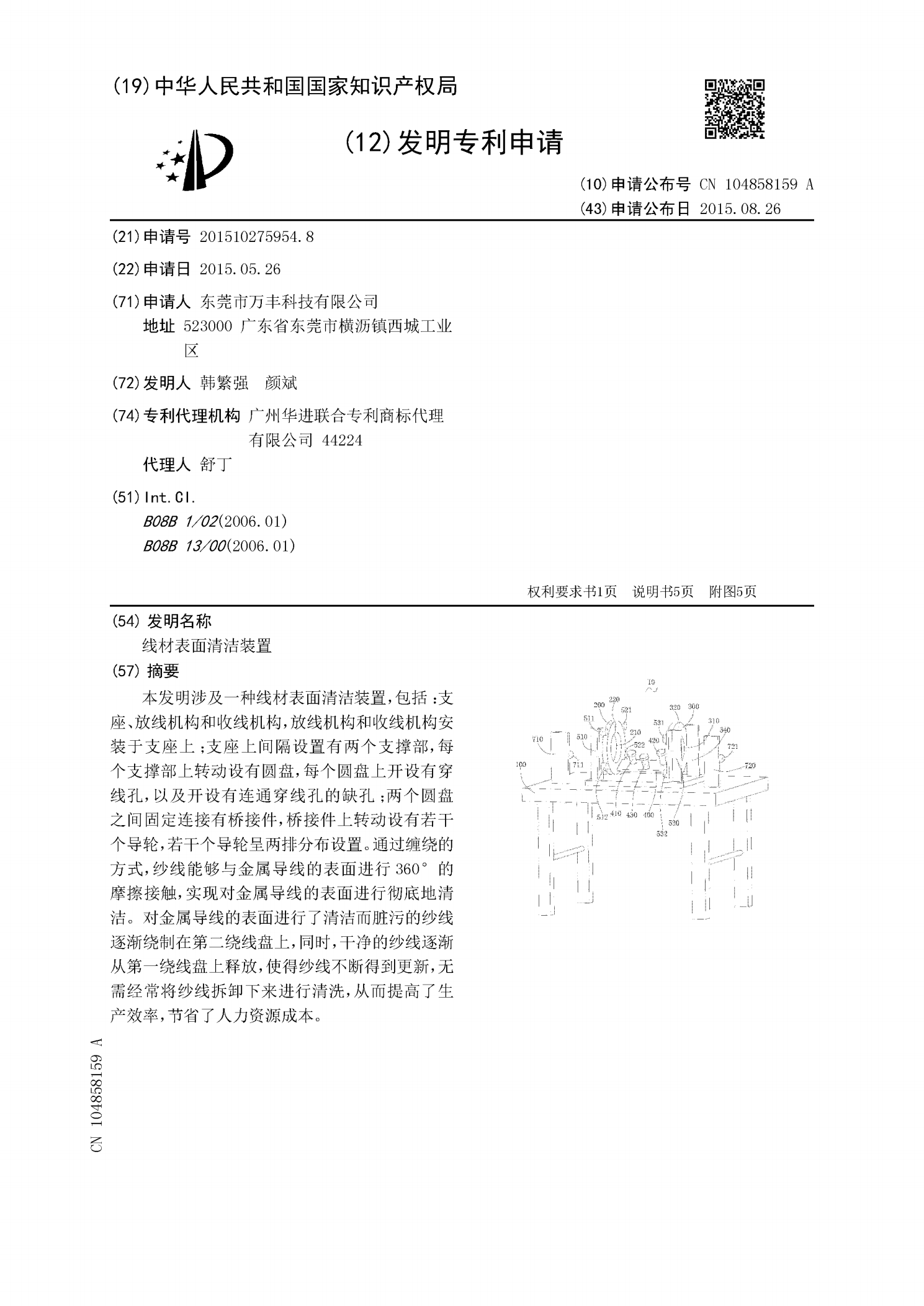
本发明涉及一种线材表面清洁装置,包括:支座、放线机构和收线机构,放线机构和收线机构安装于支座上;支座上间隔设置有两个支撑部,每个支撑部上转动设有圆盘,每个圆盘上开设有穿线孔,以及开设有连通穿线孔的缺孔;两个圆盘之间固定连接有桥接件,桥接件上转动设有若干个导轮,若干个导轮呈两排分布设置。通过缠绕的方式,纱线能够与金属导线的表面进行360°的摩擦接触,实现对金属导线的表面进行彻底地清洁。对金属导线的表面进行了清洁而脏污的纱线逐渐绕制在第二绕线盘上,同时,干净的纱线逐渐从第一绕线盘上释放,使得纱线不断得到更新,
线材表面清洁装置.pdf
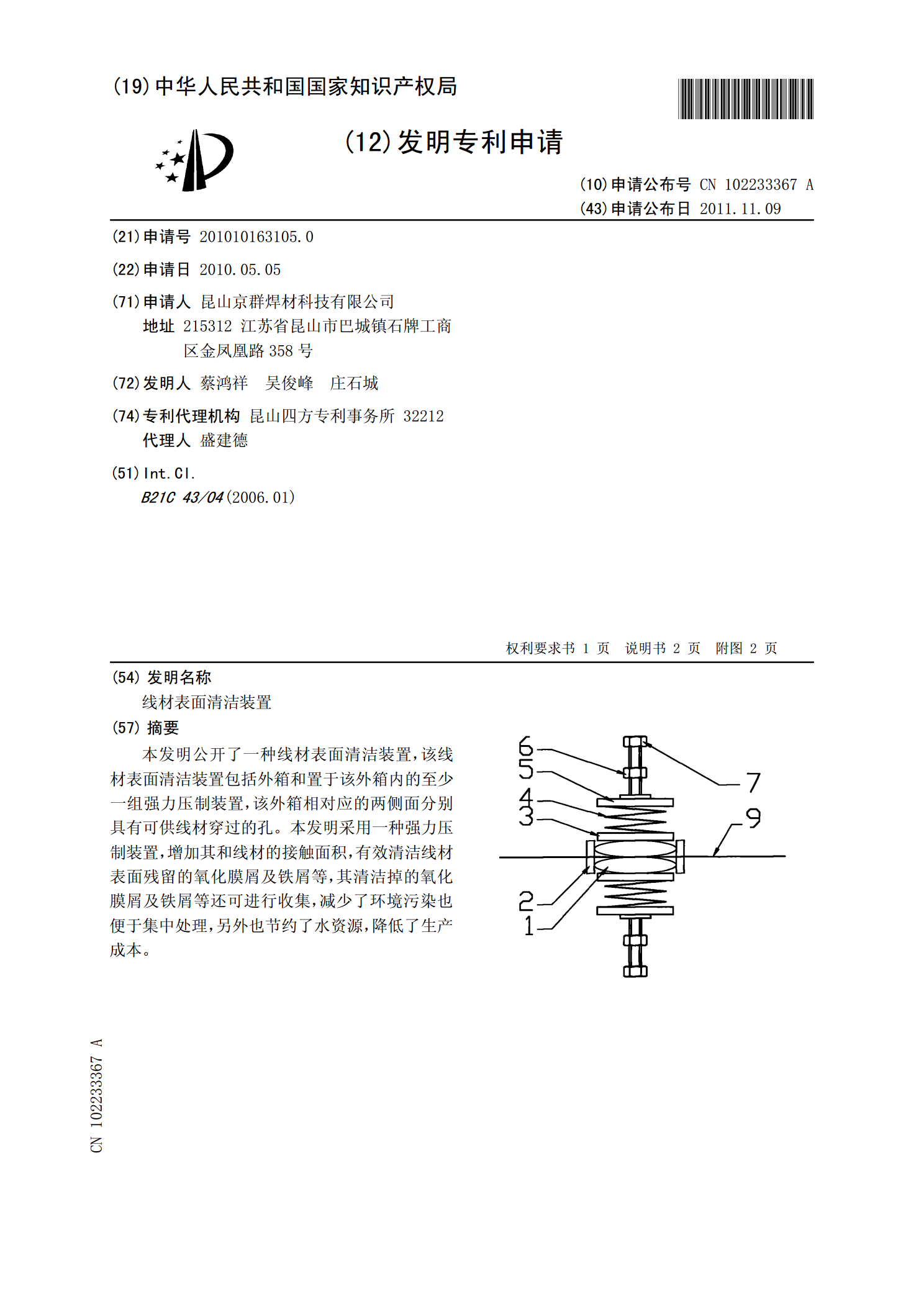
本发明公开了一种线材表面清洁装置,该线材表面清洁装置包括外箱和置于该外箱内的至少一组强力压制装置,该外箱相对应的两侧面分别具有可供线材穿过的孔。本发明采用一种强力压制装置,增加其和线材的接触面积,有效清洁线材表面残留的氧化膜屑及铁屑等,其清洁掉的氧化膜屑及铁屑等还可进行收集,减少了环境污染也便于集中处理,另外也节约了水资源,降低了生产成本。
线材酸洗装置.pdf
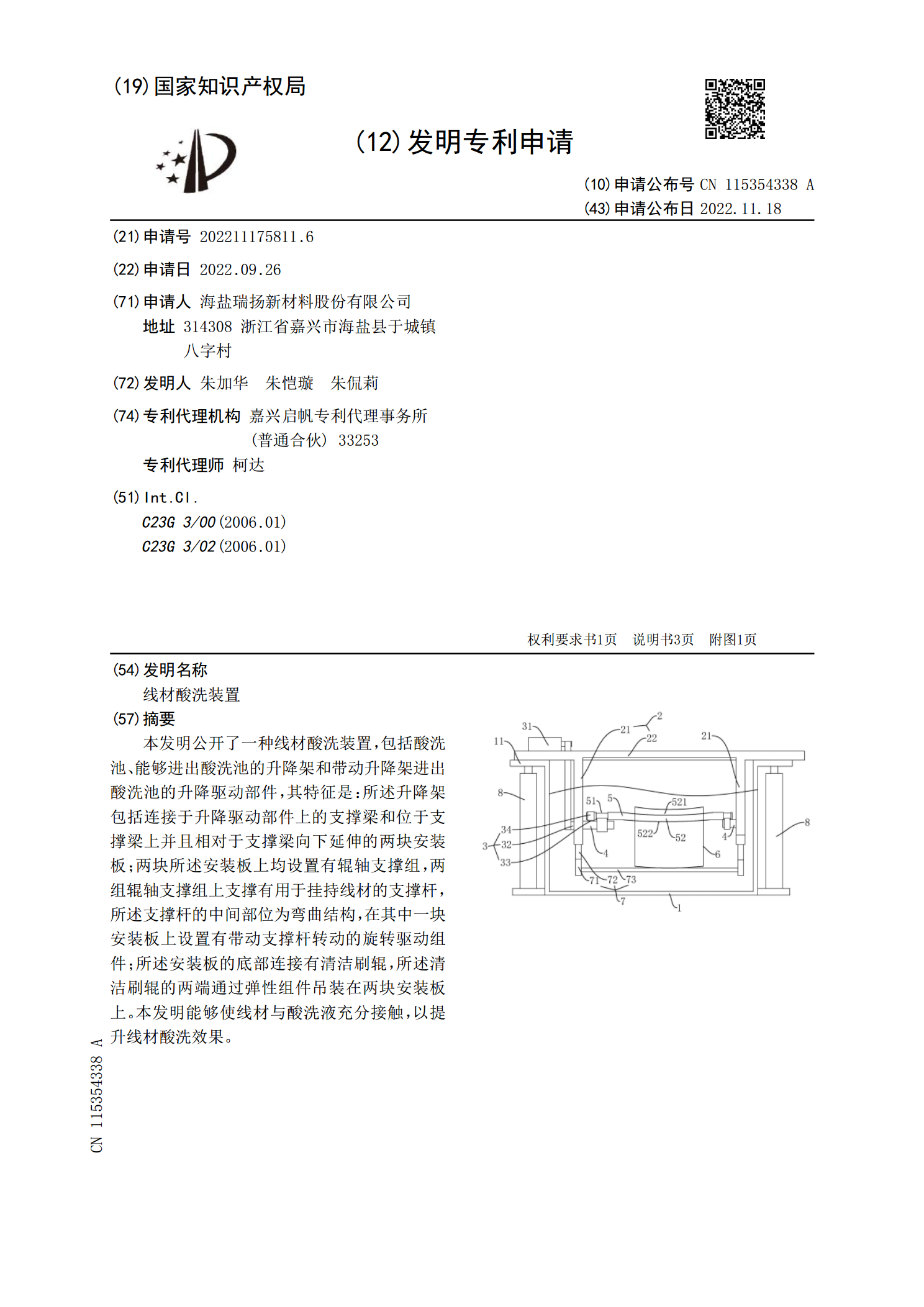
本发明公开了一种线材酸洗装置,包括酸洗池、能够进出酸洗池的升降架和带动升降架进出酸洗池的升降驱动部件,其特征是:所述升降架包括连接于升降驱动部件上的支撑梁和位于支撑梁上并且相对于支撑梁向下延伸的两块安装板;两块所述安装板上均设置有辊轴支撑组,两组辊轴支撑组上支撑有用于挂持线材的支撑杆,所述支撑杆的中间部位为弯曲结构,在其中一块安装板上设置有带动支撑杆转动的旋转驱动组件;所述安装板的底部连接有清洁刷辊,所述清洁刷辊的两端通过弹性组件吊装在两块安装板上。本发明能够使线材与酸洗液充分接触,以提升线材酸洗效果。

化学酸洗除锈清洁生产及酸洗废液的处理.docx
化学酸洗除锈清洁生产及酸洗废液的处理轧钢构件暴露在空气中容易被氧气氧化,俗称生锈。进行轧钢构件的表面加工处理时,需要对构件表面锈化层进行清除。对轧钢构件表面进行加工处理,可以增强其耐受能力,延长其使用寿命。轧钢构件表面锈化层的清除主要有物理方法、化学方法。物理法主要凭借机械力剥离锈层,该方法缺点主要是锈层去除不彻底,除锈过程产生大量的粉尘,目前在钢铁除锈领域应用得比较少;化学方法应用最广,主要是依靠酸与锈层反应达到除锈的目的,化学法除锈具有速度快、除锈彻底、保证后续钢铁表面处理的质量等优点,但是,化学方法