
一种U型管式换热器管束穿引工装.pdf

邻家****66

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种U型管式换热器管束穿引工装.pdf
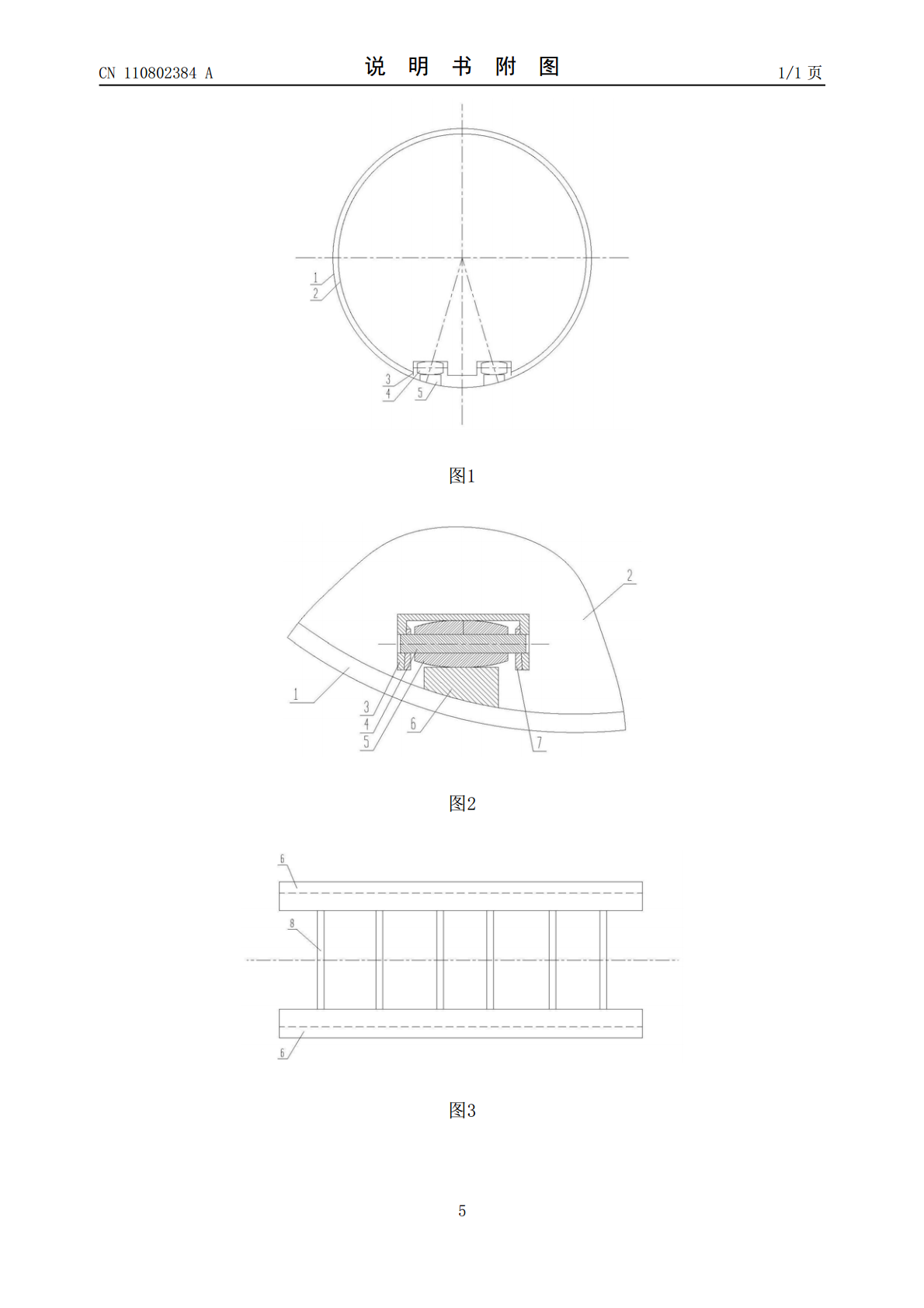
本发明提出一种U型管式换热器管束穿引工装,包括多个由槽钢、轴和滚轮形成的组合件、折流板、水平导轨和筋板;其中,在槽钢的左右侧壁分别加工有轴孔;轴穿过滚珠后插入到槽钢的轴孔中;组合件通过槽钢与折流板上切割出的缺口焊接固定;水平导轨平整布置于壳体内壁,并与壳体内壁焊接固定;两条水平导轨之间通过筋板进行定位;折流板通过槽钢放置在水平导轨上,并通过组合件中的滚珠与水平导轨实现滚动摩擦。本发明采用滚轮和水平导轨装置,能够减小抽出和装入管束时的阻力,适用于管束重量较大和直径较大的U型换热器;在滚轮下方的壳体内表面焊接

一种管式换热器管束更换工具及管束更换方法.pdf
本发明公开了一种管式换热器管束更换工具及管束更换方法,更换工具包括支撑架、支撑板和移动板,其中,支撑架的上方设置支撑板和移动板,支撑板固定在支撑架上,移动板能够相对支撑板在支撑架上移动,移动板位于支撑板的上方,更换后的换热器管束置于移动板上与移动板同步移动,直至换热器管束完全移出。采用本发明的更换装置后,在抽芯机达不到的情况下也能用,同时对换热器管束抽出时受力均匀,减少用工降低成本。该更换工具结构简单,安装拆卸方便,有效提高了工作效率。

第18讲-U型管式换热器.pptx
第18讲U型管式换热器换热器是在具有不同温度的两种或两种以上流体之间传递热量的设备。在工业生产中,换热器的主要作用是使热量从温度较高的流体传递给温度较低的流体,使流体温度达到工艺流程规定的指标,以满足过程工艺条件的需要。换热器是化工、炼油、动力、食品、轻工、原子能、制药、航空以及其他许多工艺部门广泛使用的一种通用设备。在化工企业中,换热器的投资约占总投资10%-20%;在炼油厂中该项投资约占总投资的35%-40%。目前,在换热器中,应用最多的是管壳式换热器,它也是工业过程热量传递中应用最为广泛的一种换热器
第18讲-U型管式换热器.pptx
第18讲U型管式换热器换热器是在具有不同温度的两种或两种以上流体之间传递热量的设备。在工业生产中,换热器的主要作用是使热量从温度较高的流体传递给温度较低的流体,使流体温度达到工艺流程规定的指标,以满足过程工艺条件的需要。换热器是化工、炼油、动力、食品、轻工、原子能、制药、航空以及其他许多工艺部门广泛使用的一种通用设备。在化工企业中,换热器的投资约占总投资10%-20%;在炼油厂中该项投资约占总投资的35%-40%。目前,在换热器中,应用最多的是管壳式换热器,它也是工业过程热量传递中应用最为广泛的一种换热器
第18讲-U型管式换热器.pptx
第18讲U型管式换热器换热器是在具有不同温度的两种或两种以上流体之间传递热量的设备。在工业生产中,换热器的主要作用是使热量从温度较高的流体传递给温度较低的流体,使流体温度达到工艺流程规定的指标,以满足过程工艺条件的需要。换热器是化工、炼油、动力、食品、轻工、原子能、制药、航空以及其他许多工艺部门广泛使用的一种通用设备。在化工企业中,换热器的投资约占总投资10%-20%;在炼油厂中该项投资约占总投资的35%-40%。目前,在换热器中,应用最多的是管壳式换热器,它也是工业过程热量传递中应用最为广泛的一种换热器