
一种石英钟机芯转子轮自动组装机.pdf

一吃****仕龙


1/7
2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种石英钟机芯转子轮自动组装机.pdf
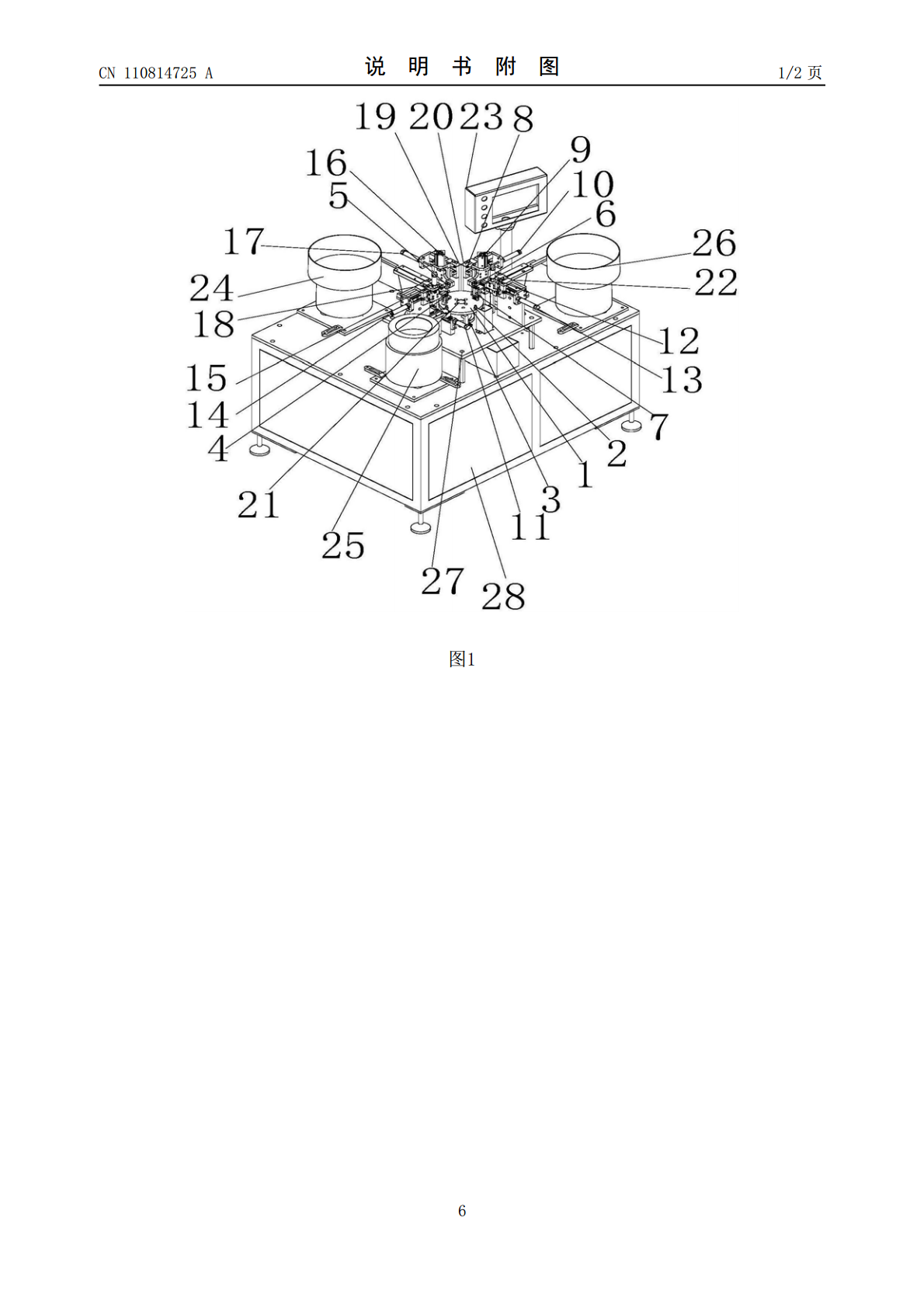
本发明公开了一种石英钟机芯转子轮自动组装机,包括工作台,工作台上表面前端从左到右依次安装有磁铁振动盘、组装台和铜飞轮片振动盘,组装台后端设置有塑胶转子轮振动盘,且塑胶转子轮振动盘安装在工作台上表面上,铜飞轮片振动盘后端设置有电控箱,且电控箱安装工作台上表面上,组装台上表面上安装有组装转盘机构,组装转盘机构外壁的左侧和右侧分别设置有磁铁送料组装机构和飞轮片送料组装机构,且磁铁送料组装机构和飞轮片送料组装机构均安装在组装台的上表面。本发明保证了磁铁组装后极性的一致,产品组装后的统一,降低了人工成本,提高了生产

一种钟表机芯转子轮自动装配机.pdf
本发明公开了一种钟表机芯转子轮自动装配机,包括塑胶件下压气缸、塑胶件下压冲头、塑胶件定位模具、塑胶件料道、转子塑胶件振动盘、自动下料管道、自动下料气缸、行星减速机、伺服电机、底盘、柜门、支撑架、自动下料冲头、装配转盘、磁铁件振动盘、磁铁件料道、磁铁件定位模具、磁铁件下压冲头、磁铁件下压气缸、L型板和支撑柱。本发明的有益效果是:本发明为了组装高产能,采用了转盘式的结构,大大提高了产量,现在的一台机械可以代替6‑8个工人一天的产量,而且提高了品质,一人可看5‑6台以上的设备,装配精度高,性能稳定自动收纳装配好
一种石英钟机芯带台阶秒轴组装机.pdf
本发明公开了一种石英钟机芯带台阶秒轴组装机,包括秒轮片料道和秒轴料道,秒轴料道的一端固定安装有秒轴振动盘,秒轴料道的正下方安装有秒轴直振,秒轴料道后端的一侧安装有秒轴送料气缸,秒轴料道的一侧安装有秒轴送料夹具,且秒轴送料夹具的另一侧安装有秒轴定位模具,秒轮片料道的一端固定安装有秒轮片振动盘,秒轮片料道的下方安装有秒轮片直振,秒轮片料道的正上方安装有秒轮片送料气缸,秒轮片料道的另一侧安装有秒轮片定位模具,秒轮片定位模具的上方安装有秒轮片吸头,秒轮片定位模具的另一侧设置有落料口。本发明产能高,品质好,且组装出

一种钟表转子轮自动组装机构.pdf
本发明公开的一种钟表转子轮自动组装机构,包括一具有台面的机架以及架设在台面上的用于传送机芯的机芯传送带机构和一成品输出传送带机构,台面前部安装一用于把机芯从机芯传送带机构步进搬移到成品输出传送带机构上的机芯搬运装置;在台面后部右侧依序安装有点油器和夹板装配机;在台面后部左侧安装一工装转盘,还安装有与工装转盘配合自动组装转子轮的一普机转子轮组装机和一扫描转子轮组装机;台面上还装有一可把组装后的转子轮从工装转盘上转移装配到机芯搬运装置所搬运机芯上的转子轮装入机芯机械手;本发明一机多用,可兼容不同转子轮的机芯组
一种石英钟机芯秒轴自动装配机.pdf
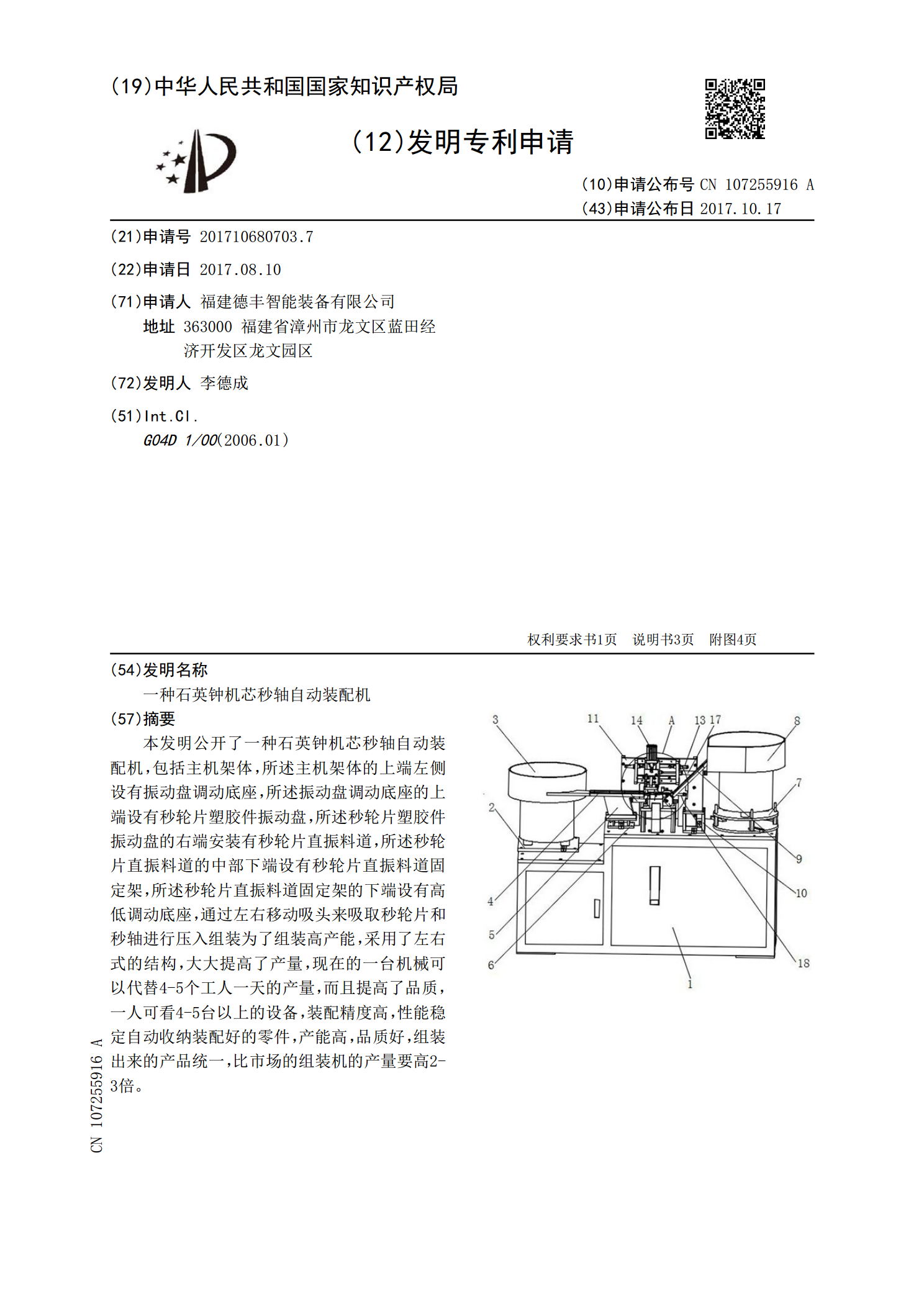
本发明公开了一种石英钟机芯秒轴自动装配机,包括主机架体,所述主机架体的上端左侧设有振动盘调动底座,所述振动盘调动底座的上端设有秒轮片塑胶件振动盘,所述秒轮片塑胶件振动盘的右端安装有秒轮片直振料道,所述秒轮片直振料道的中部下端设有秒轮片直振料道固定架,所述秒轮片直振料道固定架的下端设有高低调动底座,通过左右移动吸头来吸取秒轮片和秒轴进行压入组装为了组装高产能,采用了左右式的结构,大大提高了产量,现在的一台机械可以代替4‑5个工人一天的产量,而且提高了品质,一人可看4‑5台以上的设备,装配精度高,性能稳定自动