
大型弯管弯曲半径检测方法.pdf

宜欣****外呢

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型弯管弯曲半径检测方法.pdf
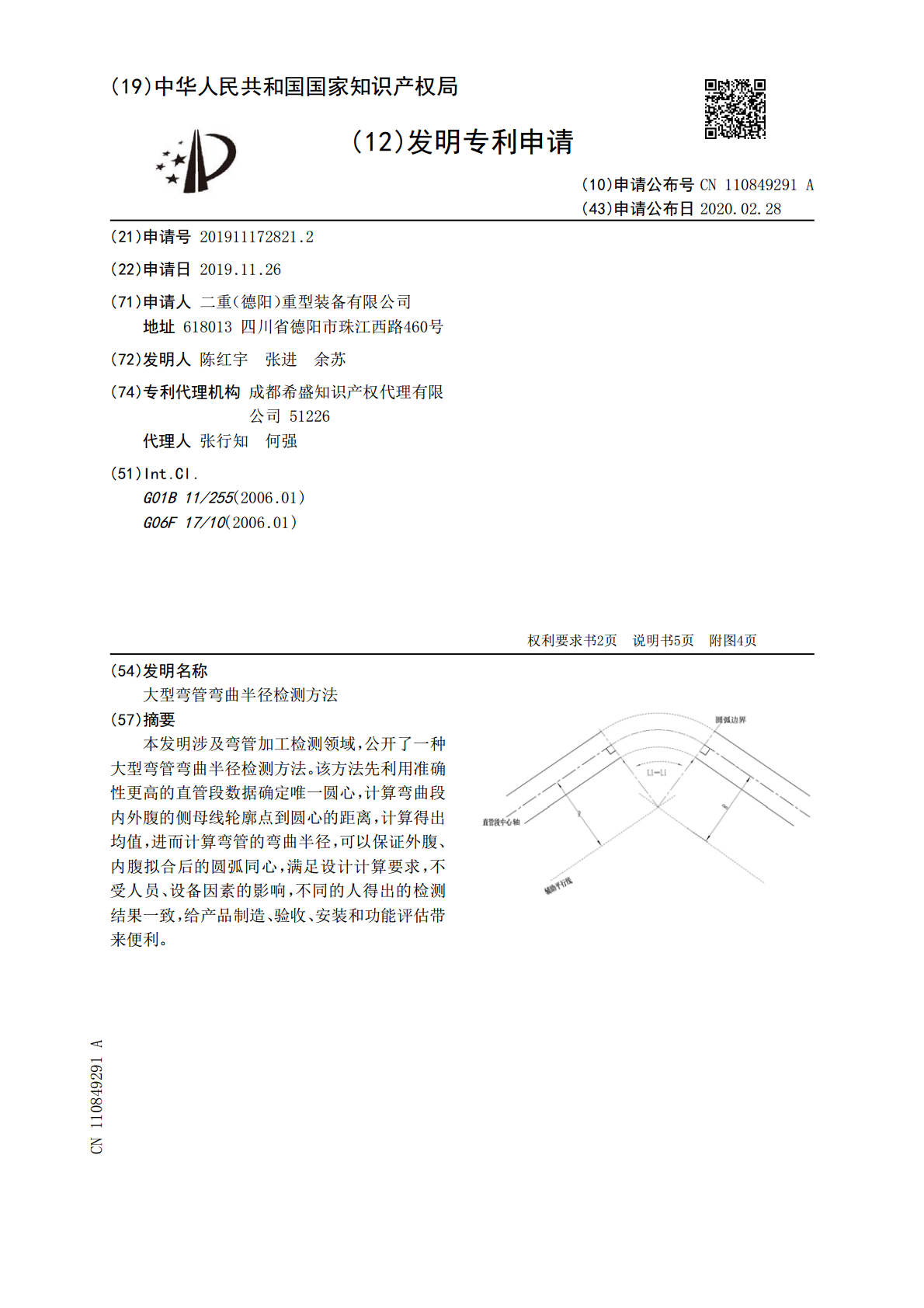
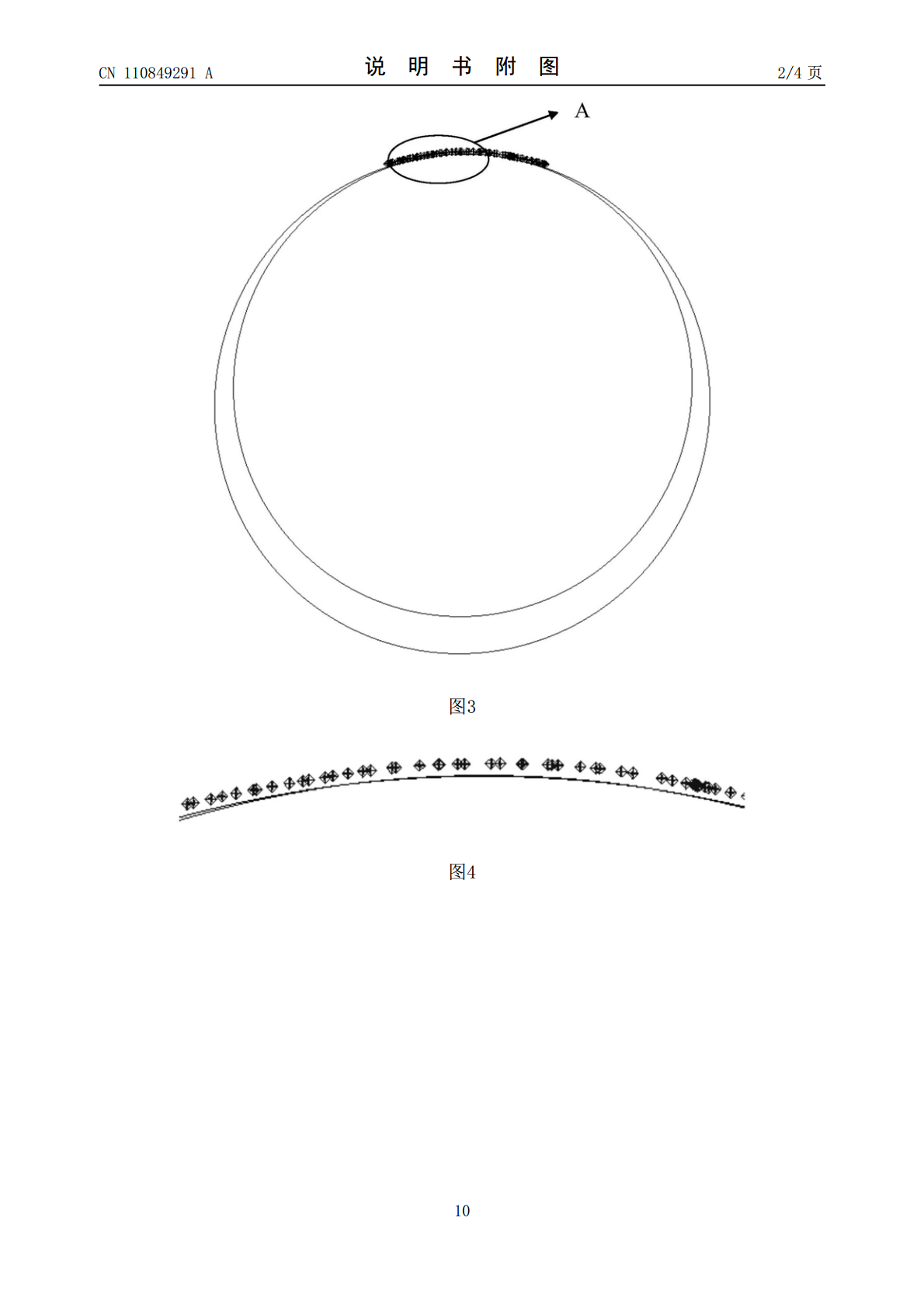
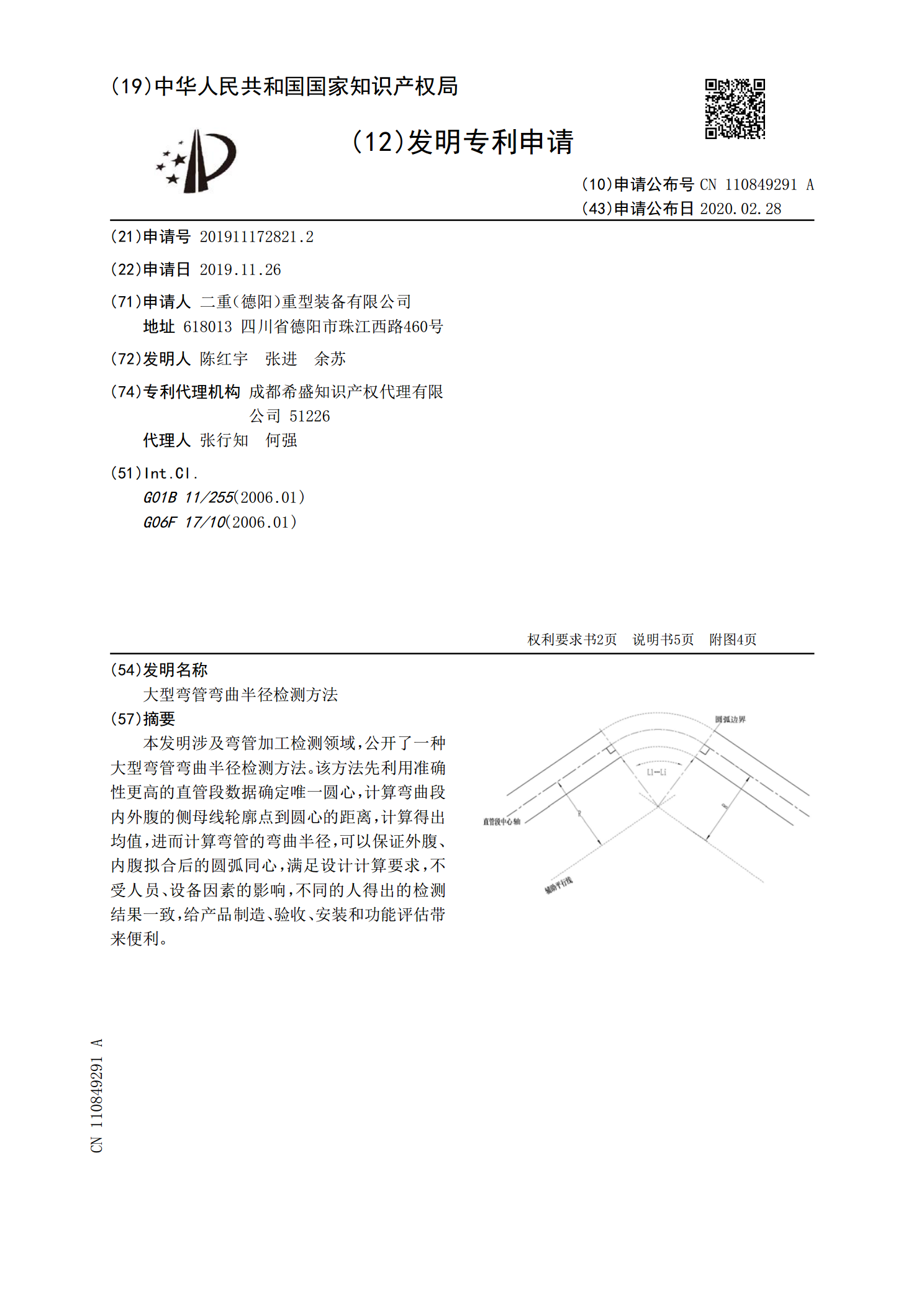
本发明涉及弯管加工检测领域,公开了一种大型弯管弯曲半径检测方法。该方法先利用准确性更高的直管段数据确定唯一圆心,计算弯曲段内外腹的侧母线轮廓点到圆心的距离,计算得出均值,进而计算弯管的弯曲半径,可以保证外腹、内腹拟合后的圆弧同心,满足设计计算要求,不受人员、设备因素的影响,不同的人得出的检测结果一致,给产品制造、验收、安装和功能评估带来便利。
无圆心圆弧弯曲半径测量尺和弯管弯曲半径测量方法.pdf
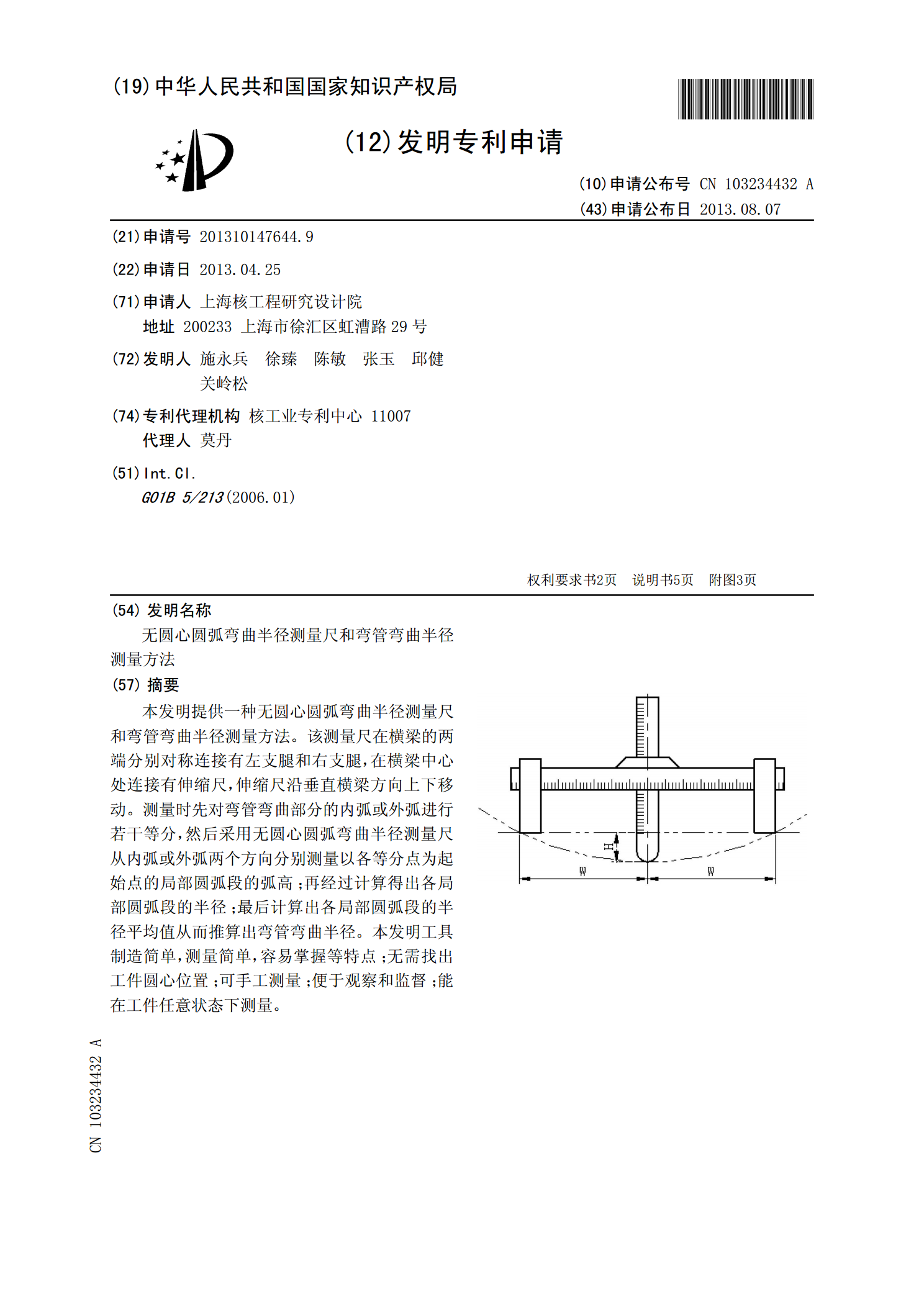
本发明提供一种无圆心圆弧弯曲半径测量尺和弯管弯曲半径测量方法。该测量尺在横梁的两端分别对称连接有左支腿和右支腿,在横梁中心处连接有伸缩尺,伸缩尺沿垂直横梁方向上下移动。测量时先对弯管弯曲部分的内弧或外弧进行若干等分,然后采用无圆心圆弧弯曲半径测量尺从内弧或外弧两个方向分别测量以各等分点为起始点的局部圆弧段的弧高;再经过计算得出各局部圆弧段的半径;最后计算出各局部圆弧段的半径平均值从而推算出弯管弯曲半径。本发明工具制造简单,测量简单,容易掌握等特点;无需找出工件圆心位置;可手工测量;便于观察和监督;能在工件

一种测量弯管弯曲半径的方法及系统.pdf
本发明公开了一种测量弯管弯曲半径的方法及系统,其中方法包括:对弯管的弯曲部分进行扫描,获得弯管的云图;对云图中的3D点云集合进行矫正处理,将矫正后的3D点云集合调整到正视位置并截图,获得彩色图像;对彩色图像进行二值化处理,获得二值图,将二值图骨架化;对骨架化的二值图进行均匀重复选取点坐标,根据选取的点坐标获取像素弯曲半径;根据像素弯曲半径和比例尺计算弯管弯曲半径。本发明利用图像处理,对现有技术进行改进,不仅保留了利用三维激光扫描技术检测弯管弯曲半径的精度,还大幅的缩减了利用逆向工程软件对点云数据处理所要花

小弯曲半径管件的弯制设计.doc
小弯曲半径管件的弯制设计高山摘要:本文详细介绍了新近设计的用来加工小弯曲半径管件的弯管模具,包括设计原理、设计过程、模具结构及设计特点。该模具在实际使用过程中,取得了良好的实用效果,在小弯曲半径弯管方面取得新的突破。关键字:弯管薄壁铜管小弯曲半径液压1引言随着科技的进步和新型产业的不断发展,我公司也在不断地前进和拓展新业务。在为研制某型装置时,因其中换热器部件薄壁铜管弯件较多,全部外协成本大,而且加工周期长,严重制约了批任务的顺利完成。为降低成本,按时完成任务,根据技术要求和多年经验积累自行研发设计了该型
一种用于制作大弯曲半径弯管的装置及方法.pdf
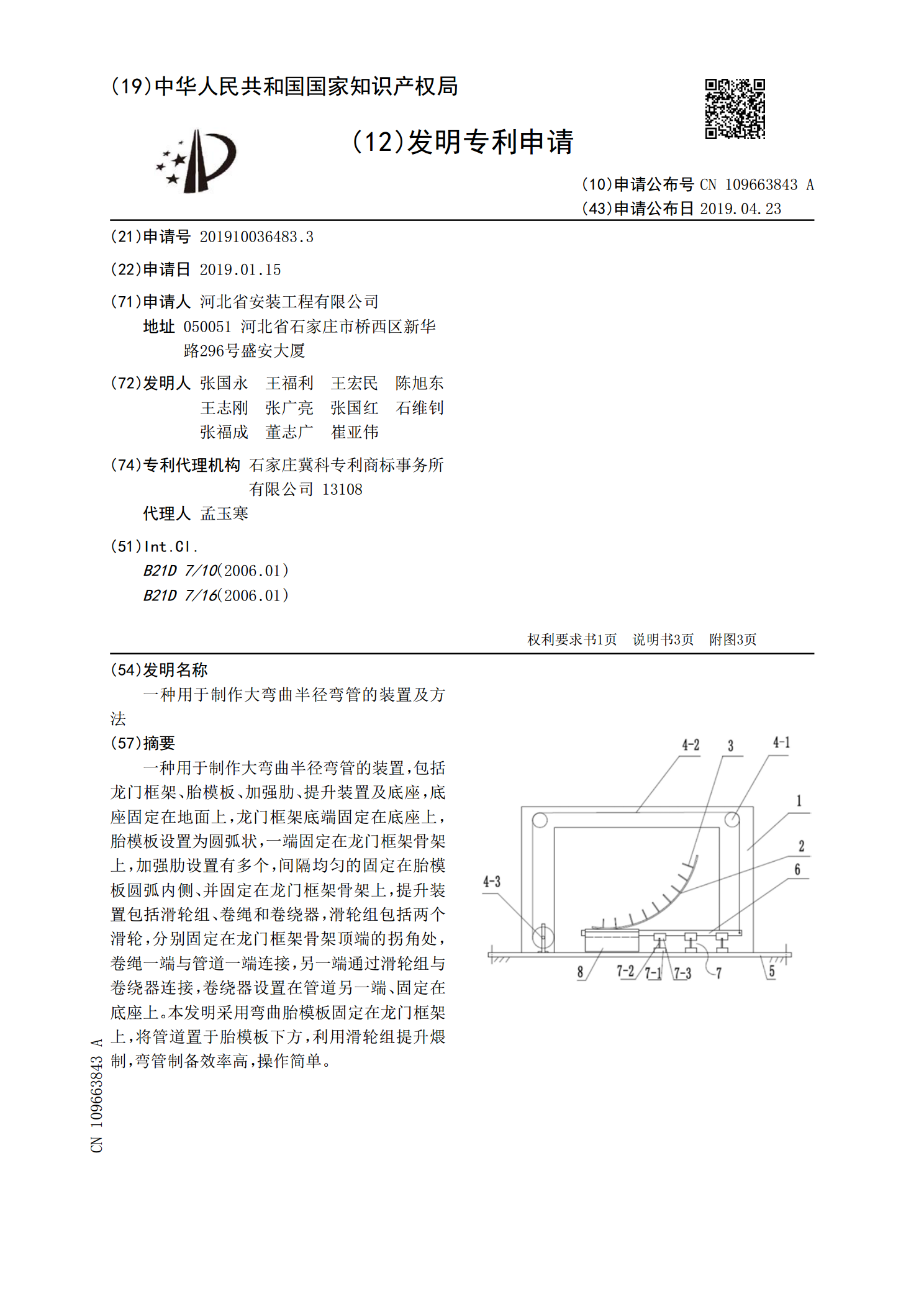
一种用于制作大弯曲半径弯管的装置,包括龙门框架、胎模板、加强肋、提升装置及底座,底座固定在地面上,龙门框架底端固定在底座上,胎模板设置为圆弧状,一端固定在龙门框架骨架上,加强肋设置有多个,间隔均匀的固定在胎模板圆弧内侧、并固定在龙门框架骨架上,提升装置包括滑轮组、卷绳和卷绕器,滑轮组包括两个滑轮,分别固定在龙门框架骨架顶端的拐角处,卷绳一端与管道一端连接,另一端通过滑轮组与卷绕器连接,卷绕器设置在管道另一端、固定在底座上。本发明采用弯曲胎模板固定在龙门框架上,将管道置于胎模板下方,利用滑轮组提升煨制,弯管