
一种小径管对接焊缝射线检测专用装置.pdf

fu****级甜

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小径管对接焊缝射线检测专用装置.pdf
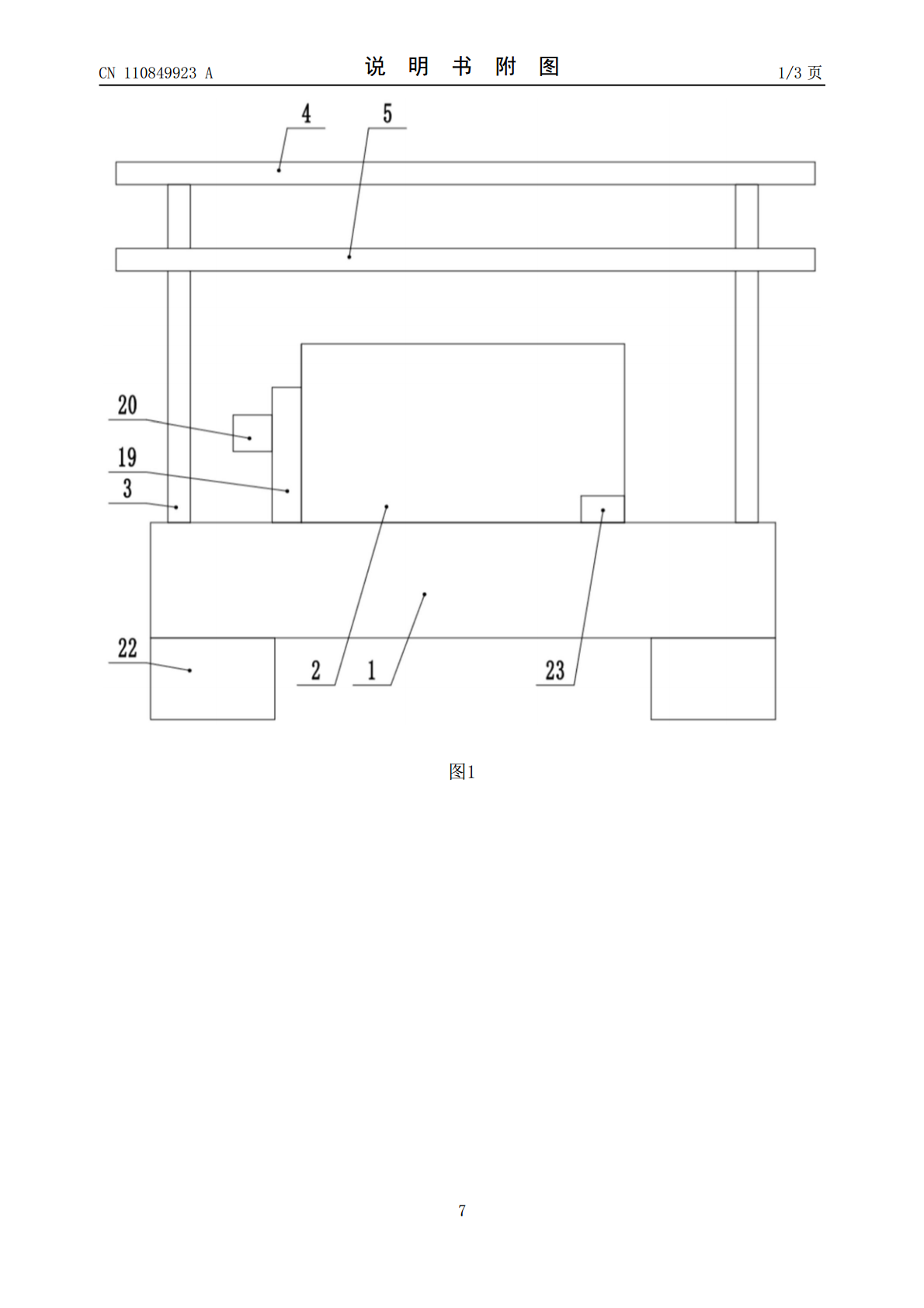
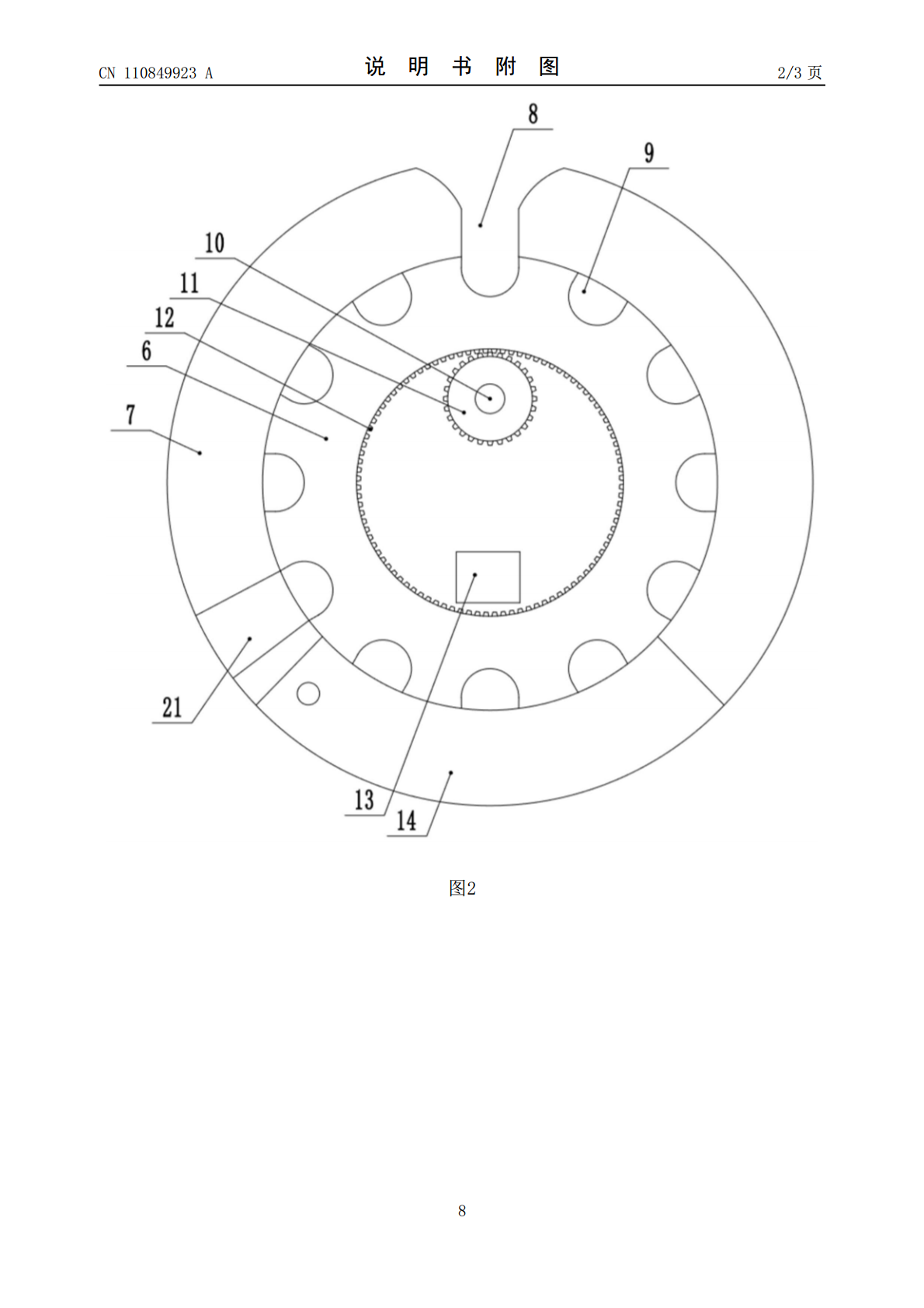
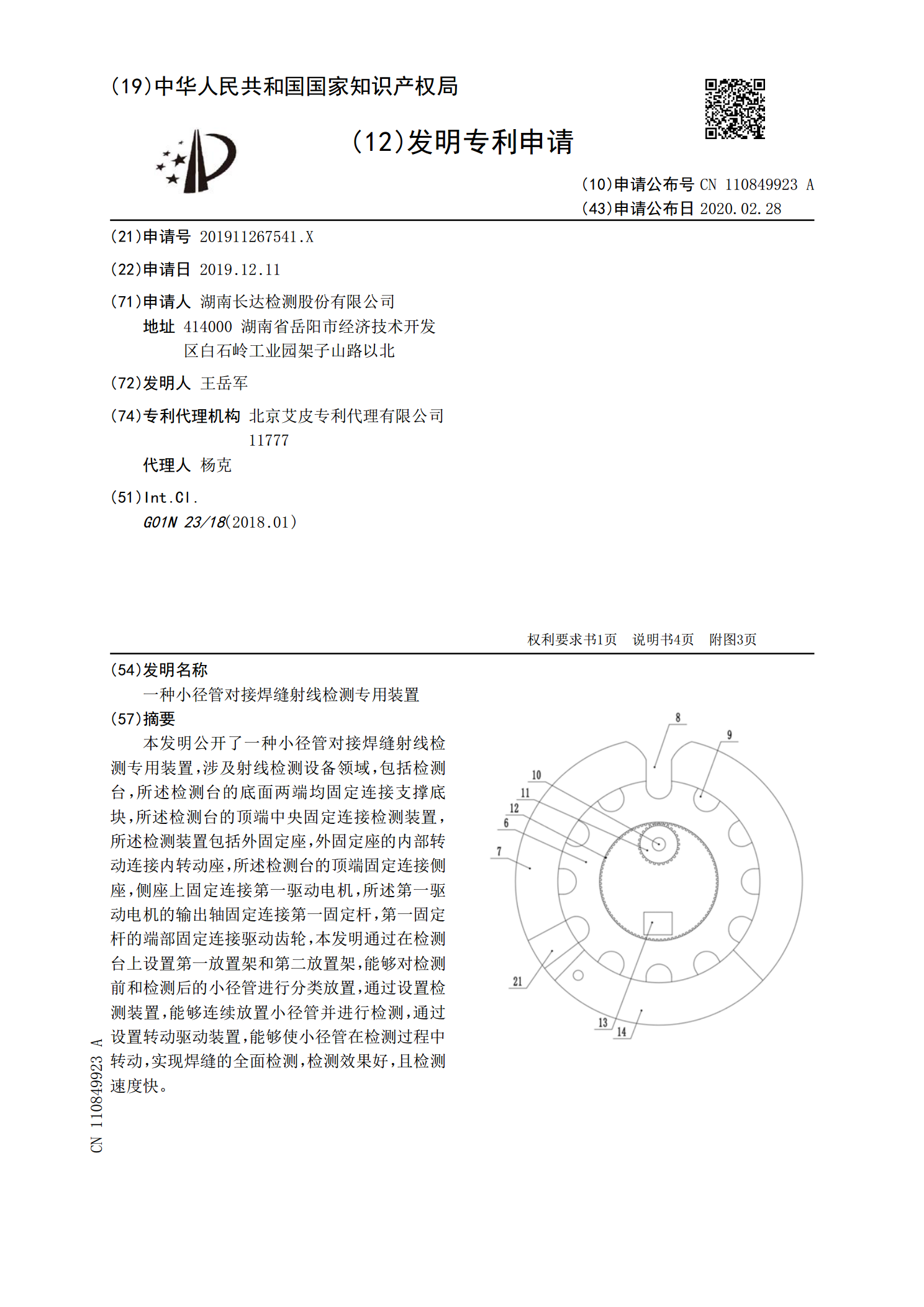
本发明公开了一种小径管对接焊缝射线检测专用装置,涉及射线检测设备领域,包括检测台,所述检测台的底面两端均固定连接支撑底块,所述检测台的顶端中央固定连接检测装置,所述检测装置包括外固定座,外固定座的内部转动连接内转动座,所述检测台的顶端固定连接侧座,侧座上固定连接第一驱动电机,所述第一驱动电机的输出轴固定连接第一固定杆,第一固定杆的端部固定连接驱动齿轮,本发明通过在检测台上设置第一放置架和第二放置架,能够对检测前和检测后的小径管进行分类放置,通过设置检测装置,能够连续放置小径管并进行检测,通过设置转动驱动装

小径管对接焊缝超声自聚焦相控阵检测装置.pdf
本发明涉及小径管对接焊缝超声自聚焦相控阵检测装置,包括超声相控阵仪器、60°横波楔块、7.5Mhz自聚焦超声相控阵探头、链条扫查架和微型编码器。所述链条扫查架可相对小径管活动地安装于小径管上,所述60°横波楔块和7.5Mhz自聚焦超声相控阵探头相互连接并固定于所述链条扫查架,所述7.5Mhz自聚焦超声相控阵探头发射的超声波经所述60°横波楔块进入小径管进行扫查,扫查结果反馈至超声相控阵仪器作进一步处理。所述微型编码器固定于所述链条扫查架,记录7.5Mhz自聚焦超声相控阵探头于小径管轴向运动轨迹。本发明实现

浅析小径管焊缝射线检测工艺的优化.docx
浅析小径管焊缝射线检测工艺的优化浅析小径管焊缝射线检测工艺的优化摘要:小径管焊缝作为许多工业设备和建筑结构中不可或缺的一部分,其质量的可靠性和稳定性对于工程的安全运行和寿命至关重要。而射线检测作为一种常用的无损检测方法,被广泛应用于小径管焊缝的质量控制中。然而,存在着一些挑战与不足之处。本文旨在探讨小径管焊缝射线检测工艺的优化方法,提高检测效率和准确性。1.引言小径管焊缝作为石油化工、核电等行业中不可或缺的一部分,其质量控制对于工程的安全运行和寿命具有重要意义。射线检测作为一种常用的无损检测方法,被广泛应
一种小径管焊缝超声相控阵检测装置.pdf
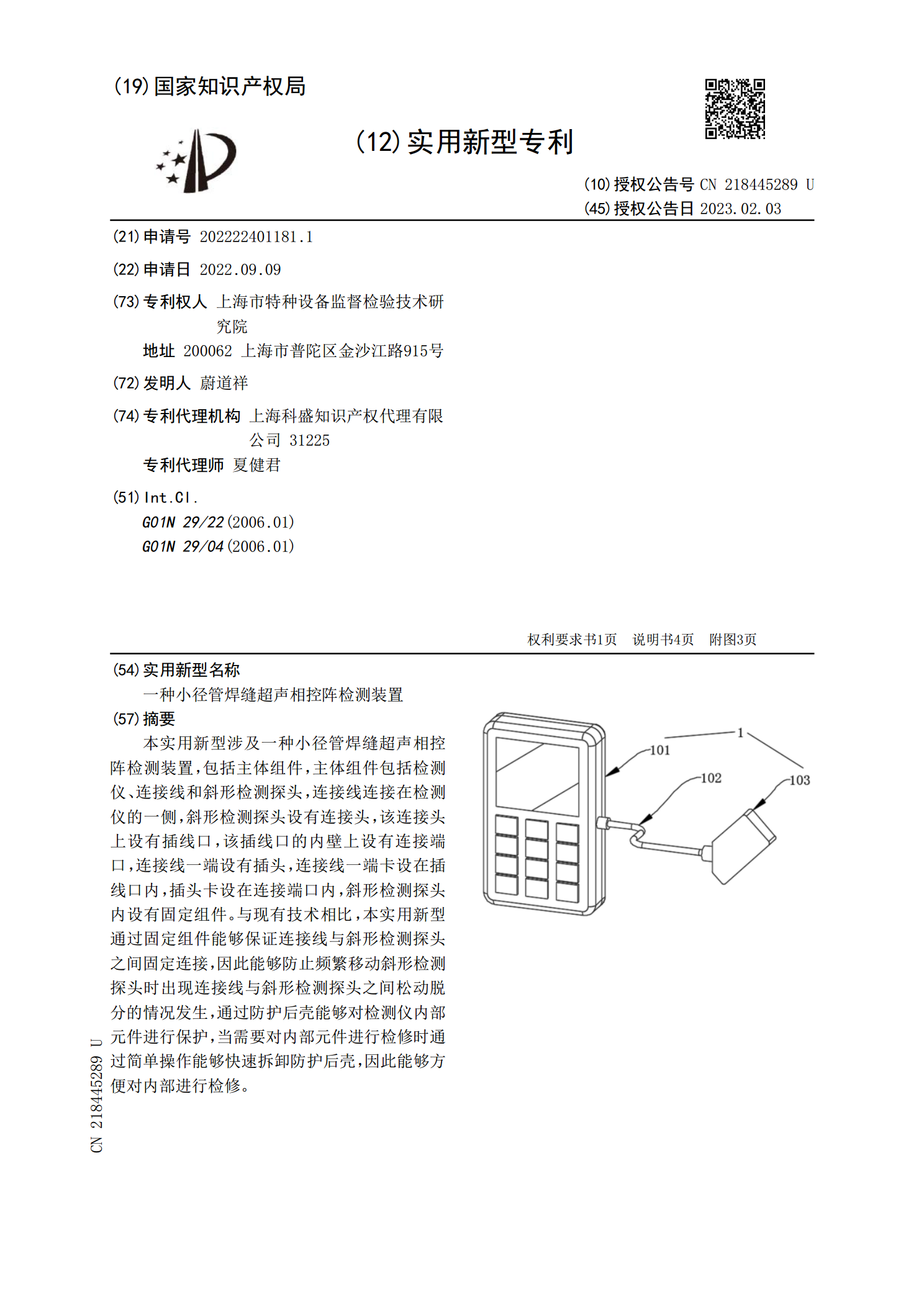
本实用新型涉及一种小径管焊缝超声相控阵检测装置,包括主体组件,主体组件包括检测仪、连接线和斜形检测探头,连接线连接在检测仪的一侧,斜形检测探头设有连接头,该连接头上设有插线口,该插线口的内壁上设有连接端口,连接线一端设有插头,连接线一端卡设在插线口内,插头卡设在连接端口内,斜形检测探头内设有固定组件。与现有技术相比,本实用新型通过固定组件能够保证连接线与斜形检测探头之间固定连接,因此能够防止频繁移动斜形检测探头时出现连接线与斜形检测探头之间松动脱分的情况发生,通过防护后壳能够对检测仪内部元件进行保护,当需

对小径管对接焊缝缺陷定量的探讨.docx
08-01-Ⅲ-01对小径管对接焊缝缺陷定量的探讨苏蔚阜新发电厂,辽宁,阜新,123003[摘要]简述小径管对接焊缝射线照相的特点,以及焊缝缺陷定量时应注意的问题。[关键词]小径管射线照相焊缝缺陷定量火力发电厂锅炉受热面,大部分是由小径管(D≤76mm)焊接组成。焊缝的质量主要由射线照相的方法来控制。射线照相采用双壁双投影透照成象工艺,这和大径管或平板焊缝的射线照相在成象方面有所不同。大径管和平板焊缝质量的评定,是在焊缝中的缺陷和底片上的焊缝中的缺陷相差很小时进行评定的。小径管焊缝受其曲率和透照方式的影响