
头枕杆锁扣型槽加工装置及其加工方法.pdf

猫巷****永安

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
头枕杆锁扣型槽加工装置及其加工方法.pdf
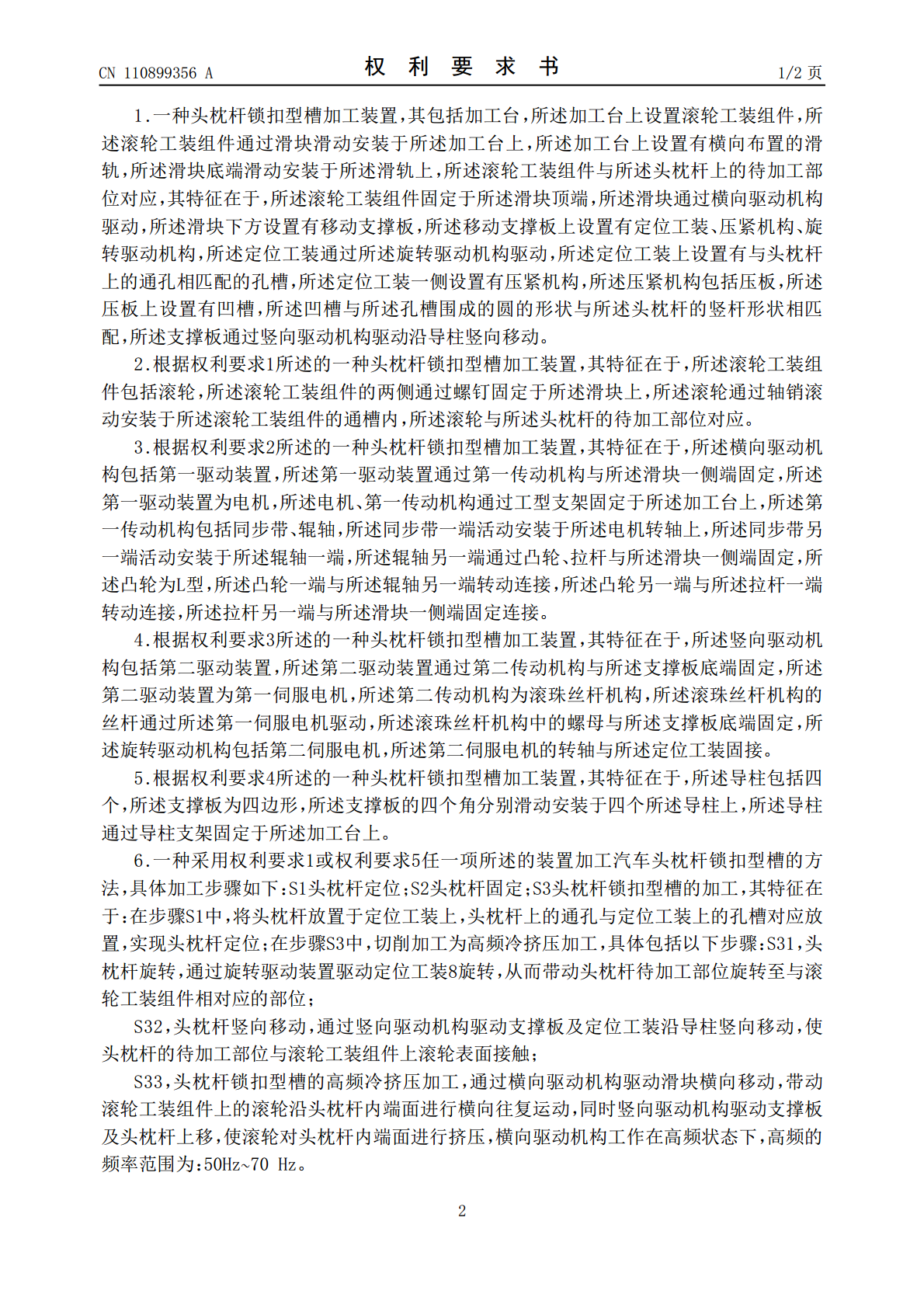
头枕杆锁扣型槽加工装置及其加工方法,其可减小锁扣型槽周边流动性踏角尺寸,保证产品质量,其包括加工台、滚轮工装组件,滚轮工装组件通过滑块滑动安装于加工台上,滑块底端滑动安装于滑轨上,滚轮工装组件与头枕杆上的待加工部位对应,滚轮工装组件固定于滑块顶端,滑块通过横向驱动机构驱动,滑块下方设置有移动支撑板,移动支撑板上设置有定位工装、压紧机构、旋转驱动机构,定位工装通过旋转驱动机构驱动,定位工装上设置有与头枕杆上的通孔相匹配的孔槽,定位工装一侧设置有压紧机构,压紧机构包括压板,支撑板通过竖向驱动机构驱动沿导柱竖向
一种头枕杆开口槽的加工方法及其滚槽模具.pdf
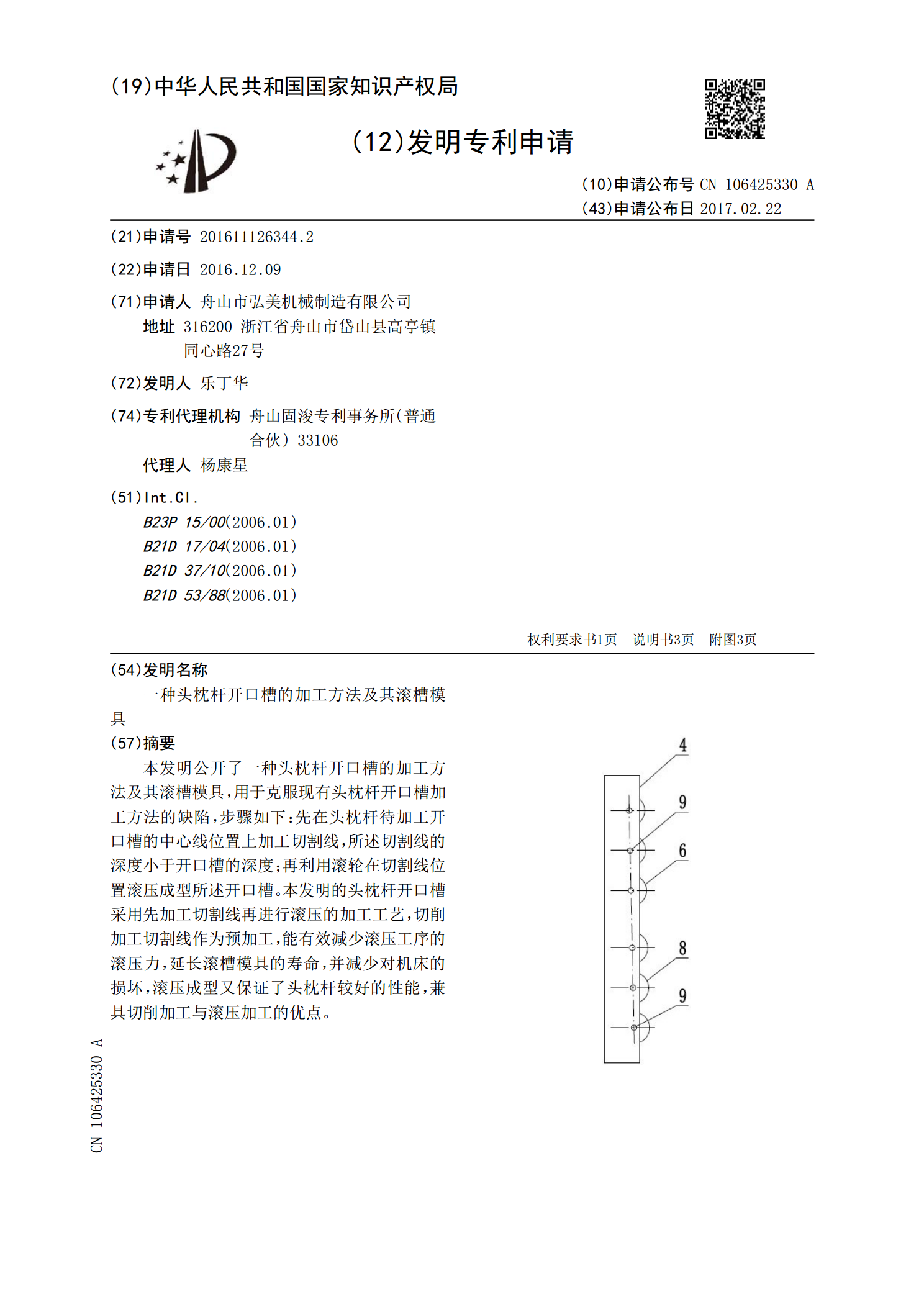
本发明公开了一种头枕杆开口槽的加工方法及其滚槽模具,用于克服现有头枕杆开口槽加工方法的缺陷,步骤如下:先在头枕杆待加工开口槽的中心线位置上加工切割线,所述切割线的深度小于开口槽的深度;再利用滚轮在切割线位置滚压成型所述开口槽。本发明的头枕杆开口槽采用先加工切割线再进行滚压的加工工艺,切削加工切割线作为预加工,能有效减少滚压工序的滚压力,延长滚槽模具的寿命,并减少对机床的损坏,滚压成型又保证了头枕杆较好的性能,兼具切削加工与滚压加工的优点。
用于具有端头开口槽导杆的加工装置和方法及其应用.pdf
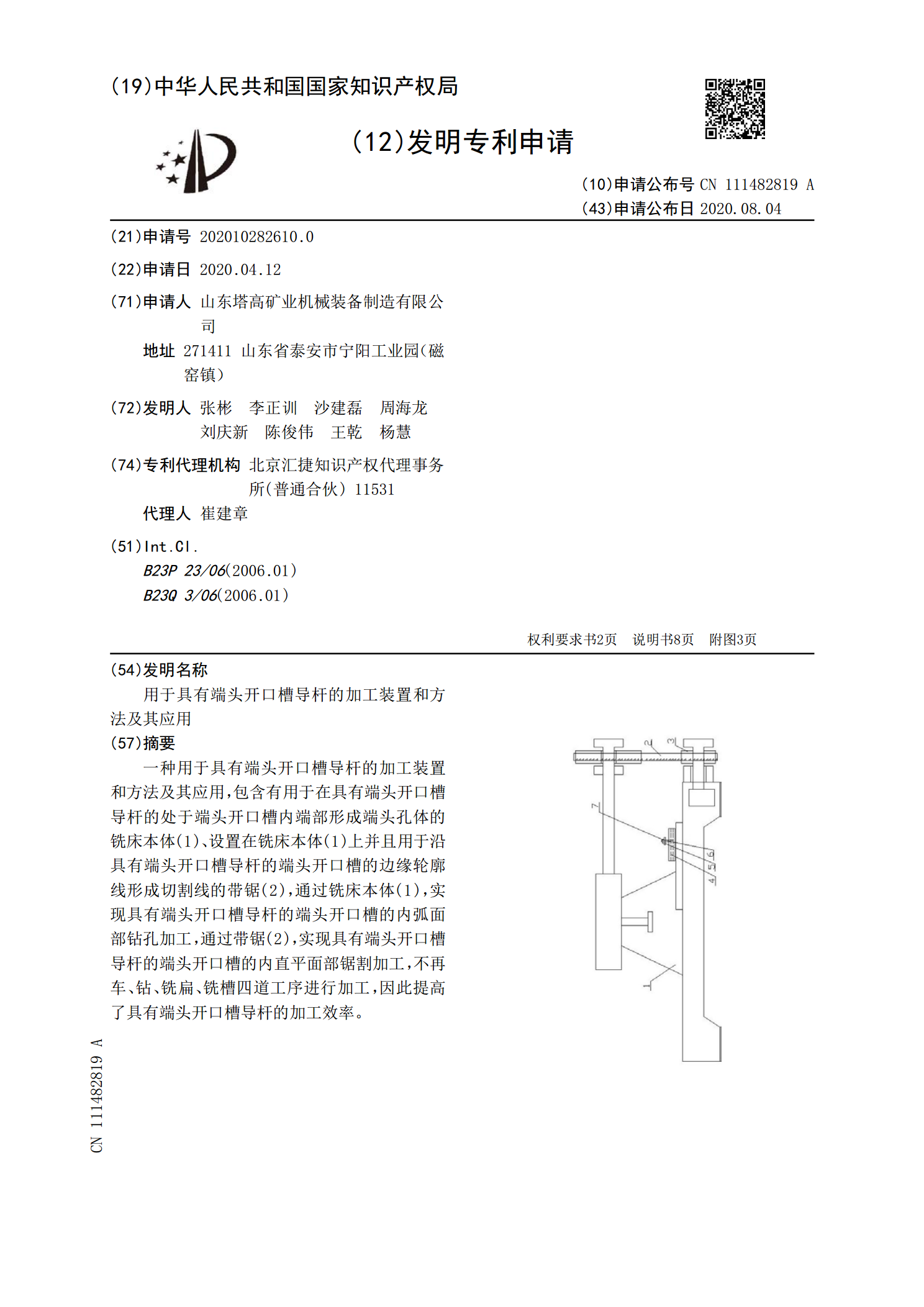
一种用于具有端头开口槽导杆的加工装置和方法及其应用,包含有用于在具有端头开口槽导杆的处于端头开口槽内端部形成端头孔体的铣床本体(1)、设置在铣床本体(1)上并且用于沿具有端头开口槽导杆的端头开口槽的边缘轮廓线形成切割线的带锯(2),通过铣床本体(1),实现具有端头开口槽导杆的端头开口槽的内弧面部钻孔加工,通过带锯(2),实现具有端头开口槽导杆的端头开口槽的内直平面部锯割加工,不再车、钻、铣扁、铣槽四道工序进行加工,因此提高了具有端头开口槽导杆的加工效率。
矩形沉槽保温块加工装置及其加工方法.pdf
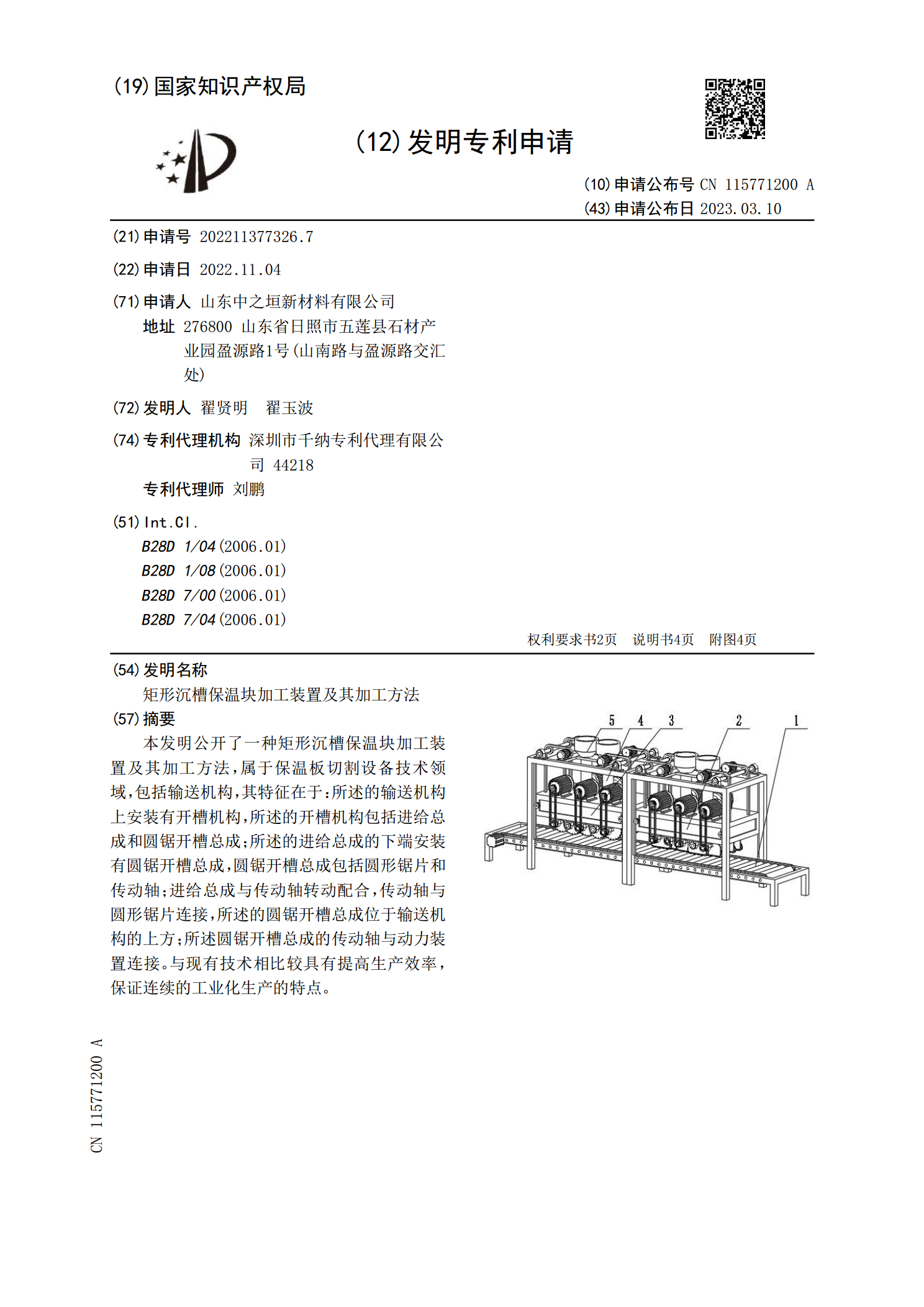
本发明公开了一种矩形沉槽保温块加工装置及其加工方法,属于保温板切割设备技术领域,包括输送机构,其特征在于:所述的输送机构上安装有开槽机构,所述的开槽机构包括进给总成和圆锯开槽总成;所述的进给总成的下端安装有圆锯开槽总成,圆锯开槽总成包括圆形锯片和传动轴;进给总成与传动轴转动配合,传动轴与圆形锯片连接,所述的圆锯开槽总成位于输送机构的上方;所述圆锯开槽总成的传动轴与动力装置连接。与现有技术相比较具有提高生产效率,保证连续的工业化生产的特点。
电机冲片落料模扣片槽型加工方法.pdf
一种电机冲片落料模扣片槽型加工方法是将落料模转动分次加工出槽型和上冲,在加工过程中控制落料模的内外刃圈不错位。采用本发明可通过1000mm行程机床的线切割机来很好的加工落料模的槽型和上冲,克服了槽型尺寸超出机床工作台行程的情况造成的加工困难。