
一种车身焊装生产线中的工装自动切换装置.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车身焊装生产线中的工装自动切换装置.pdf
本发明公开了一种车身焊装生产线中的工装自动切换装置,包括X向移载小车,所述X向移载小车的一侧安装有轨道体,轨道体的两端设置有工作位地面精定位机构,X向移载小车的前端设置有固定库位,所述X向移载小车上安装有XY向精定位气缸插销机构,XY向精定位气缸插销机构的一侧安装有Z向精定位浮动机构,所述X向移载小车上分别安装有拖链、伺服电机、工装夹具导向轮组、移载驱动滚柱丝杠和移载驱动电机。本发明通过从成本节约方式出发,提出了新的工装平移机构,并装载在移载平台上,同时追加了需要精定位工作位置的二次定位结构,从而降低了其

汽车车身焊装涂装生产线装置.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN101244778A(43)申请公布日2008.08.20(21)申请号CN200710020318.6(22)申请日2007.02.13(71)申请人南京汽车集团有限公司地址210037江苏省南京市中央路331号(72)发明人殷齐松(74)专利代理机构南京苏科专利代理有限责任公司代理人姚姣阳(51)Int.CIB65G37/00B65G17/26B65G17/20B65G47/52B23K37/04B05C13/02B05D

车身焊装生产线焊装主线设计研究.docx
车身焊装生产线焊装主线设计研究车身焊装生产线焊装主线设计研究一、引言车身焊装生产线是汽车生产过程中的重要环节之一,它主要负责将车身的各个部件进行焊接和组装,从而完成整车的制造。焊装主线是车身焊装生产线的核心部分,它的设计和运行状况直接影响到整个生产线的效率和质量。因此,研究和优化焊装主线的设计是提高汽车制造效率和质量的重要课题。二、焊装主线的组成和流程焊装主线一般由多个焊装工位组成,每个工位负责不同的焊接和组装任务。一般而言,焊装主线的工位数目越多,车身的焊接和组装工序就越细化,生产线的效率也就越高。典型
一种柔性切换焊装生产线.pdf
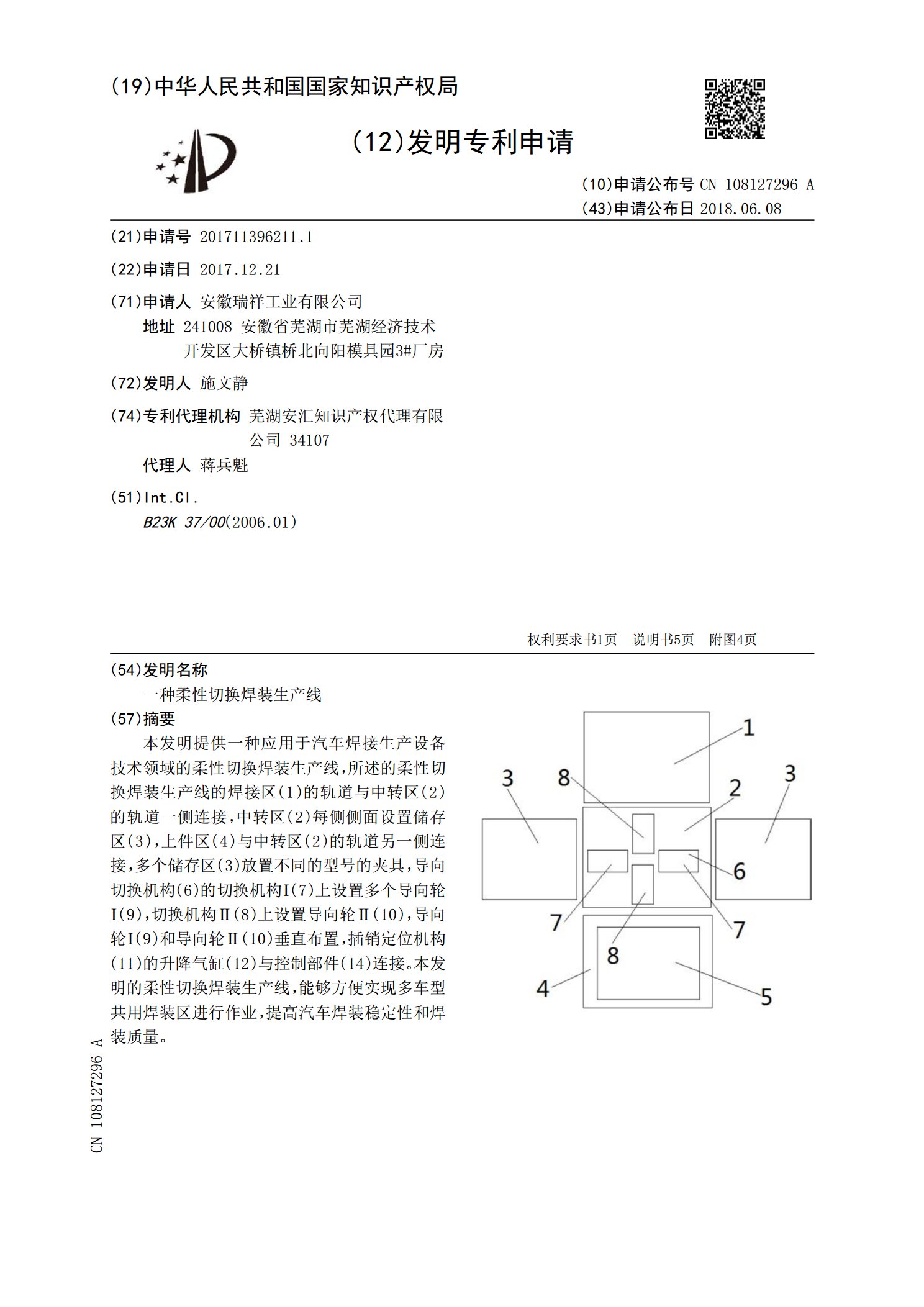
本发明提供一种应用于汽车焊接生产设备技术领域的柔性切换焊装生产线,所述的柔性切换焊装生产线的焊接区(1)的轨道与中转区(2)的轨道一侧连接,中转区(2)每侧侧面设置储存区(3),上件区(4)与中转区(2)的轨道另一侧连接,多个储存区(3)放置不同的型号的夹具,导向切换机构(6)的切换机构Ⅰ(7)上设置多个导向轮Ⅰ(9),切换机构Ⅱ(8)上设置导向轮Ⅱ(10),导向轮Ⅰ(9)和导向轮Ⅱ(10)垂直布置,插销定位机构(11)的升降气缸(12)与控制部件(14)连接。本发明的柔性切换焊装生产线,能够方便实现多车

CAD在车身焊装生产线设计中的应用.docx
CAD在车身焊装生产线设计中的应用汽车生产线是整个汽车制造工业的关键所在,它贯穿整个汽车制作过程,确保汽车的生产和组装能够快速、高效地完成。其中,车身焊装生产线是整个汽车生产线中的重要环节之一,而CAD则在车身焊装生产线的设计与制造中扮演着重要的角色。CAD(Computer-AidedDesign)是计算机辅助设计的缩写,是指通过计算机进行数据处理和图形操作,从而实现快速、准确地进行产品设计与制造的技术手段。在车身焊装生产线设计中,CAD技术的应用非常广泛,几乎贯穿了整个生产线的各个环节。首先,在焊装生