
一种板材拼板图拼接方法.pdf

是你****嘉嘉

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板材拼板图拼接方法.pdf
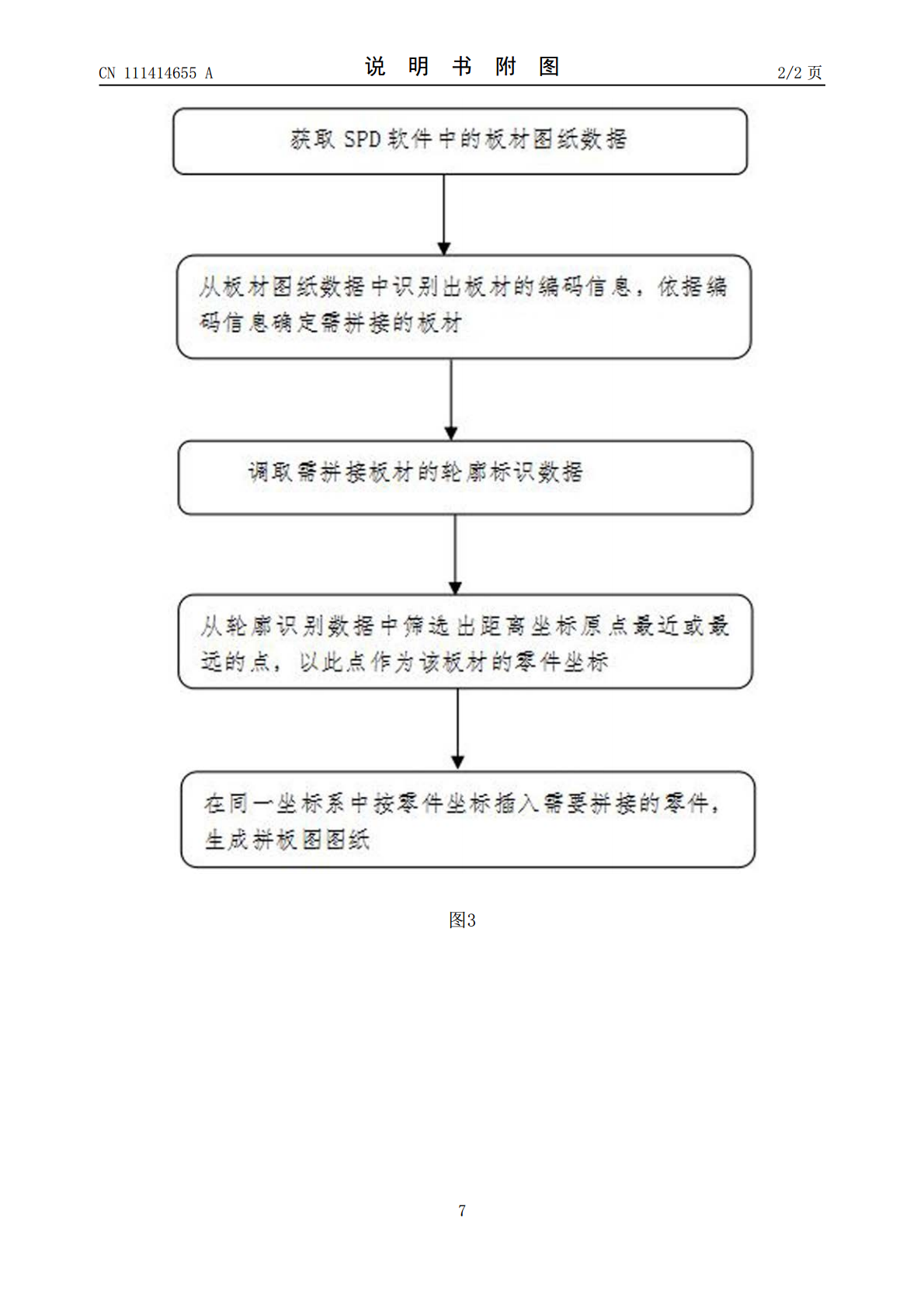
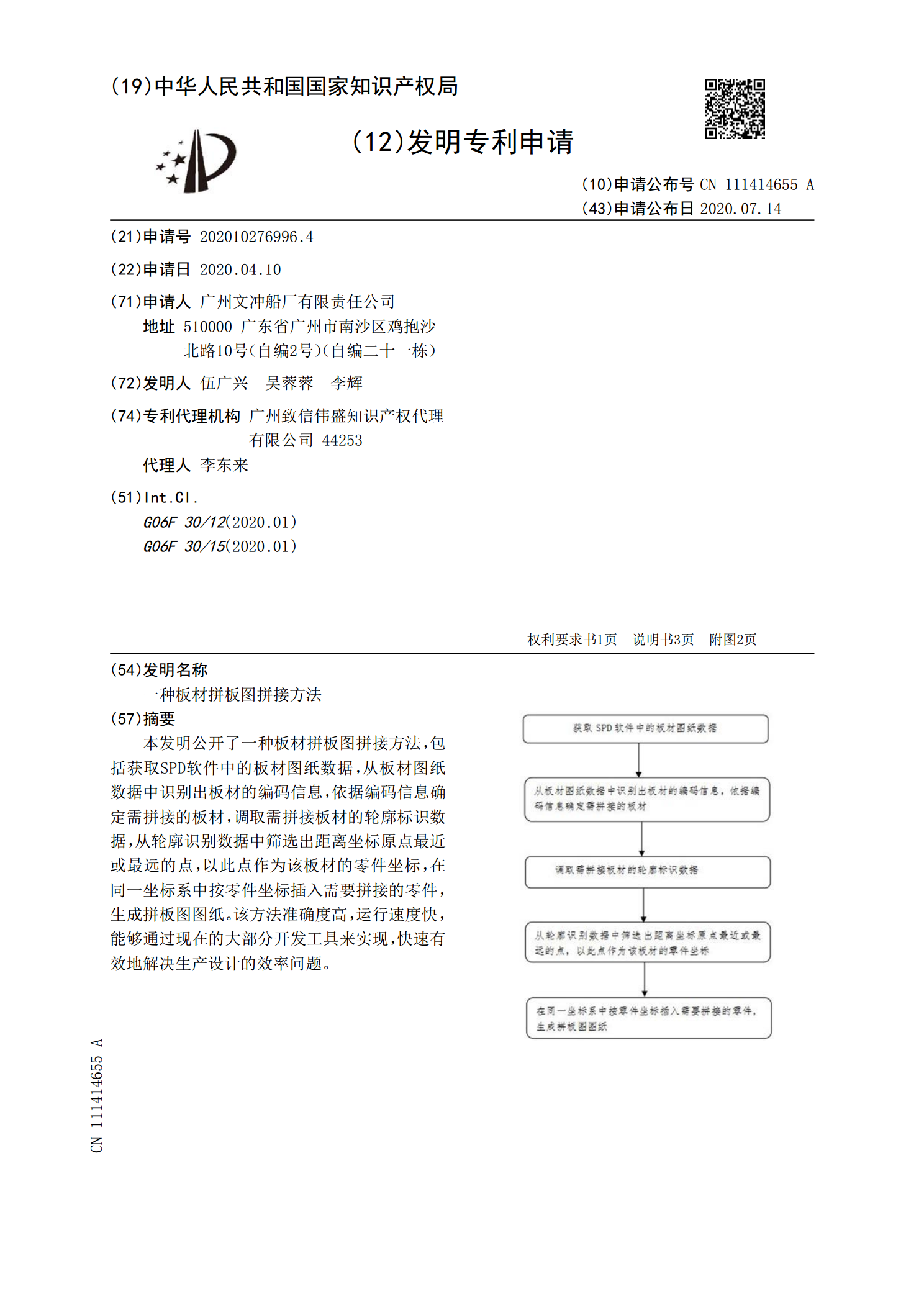
本发明公开了一种板材拼板图拼接方法,包括获取SPD软件中的板材图纸数据,从板材图纸数据中识别出板材的编码信息,依据编码信息确定需拼接的板材,调取需拼接板材的轮廓标识数据,从轮廓识别数据中筛选出距离坐标原点最近或最远的点,以此点作为该板材的零件坐标,在同一坐标系中按零件坐标插入需要拼接的零件,生成拼板图图纸。该方法准确度高,运行速度快,能够通过现在的大部分开发工具来实现,快速有效地解决生产设计的效率问题。

一种板材连续拼板生产线及板材拼接方法.pdf
本发明涉及一种板材连续拼板生产线,包括第一拼板机组,所述第一拼板机组包括连续差速拼板机;所述连续差速拼板机包括拼板机架;所述拼板机架上设有前输送机构,所述前输送机构的上方对应设有前辅助输送机构,所述前输送机构与所述前辅助输送机构之间留有空隙;所述前输送机构的后方设有后输送机构;所述前输送机构的运行速度大于所述后输送机构的运行速度。本发明还涉及一种板材拼接方法,在如上所述的板材连续拼板生产线上完成。本申请实现了板材的自动切割上料、自动连续拼板、拼板后再切割和再拼板操作,减少人工操作的劳动强度,避免人工操作导
交错式实木拼板及其拼接方法.pdf
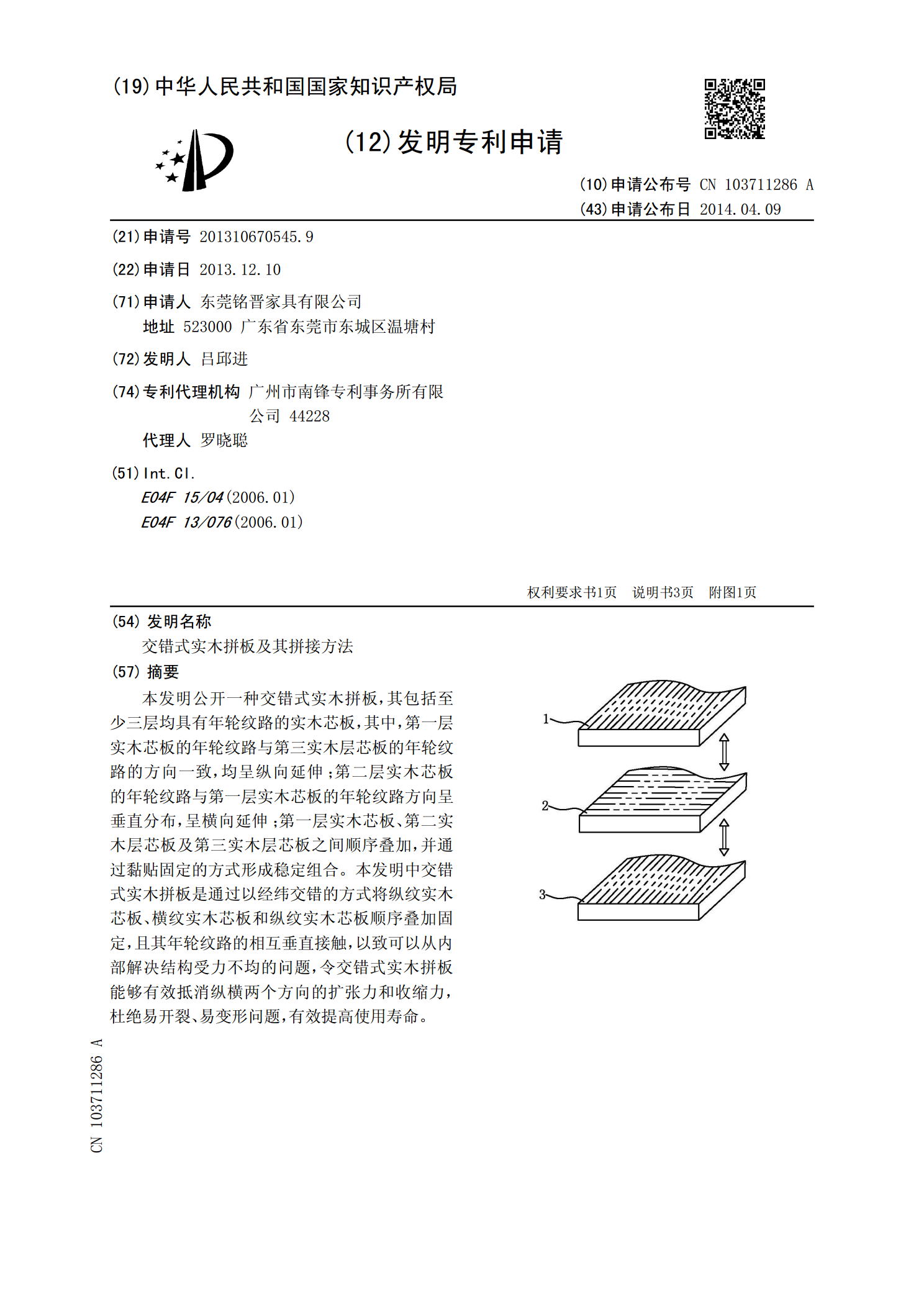
本发明公开一种交错式实木拼板,其包括至少三层均具有年轮纹路的实木芯板,其中,第一层实木芯板的年轮纹路与第三实木层芯板的年轮纹路的方向一致,均呈纵向延伸;第二层实木芯板的年轮纹路与第一层实木芯板的年轮纹路方向呈垂直分布,呈横向延伸;第一层实木芯板、第二实木层芯板及第三实木层芯板之间顺序叠加,并通过黏贴固定的方式形成稳定组合。本发明中交错式实木拼板是通过以经纬交错的方式将纵纹实木芯板、横纹实木芯板和纵纹实木芯板顺序叠加固定,且其年轮纹路的相互垂直接触,以致可以从内部解决结构受力不均的问题,令交错式实木拼板能够
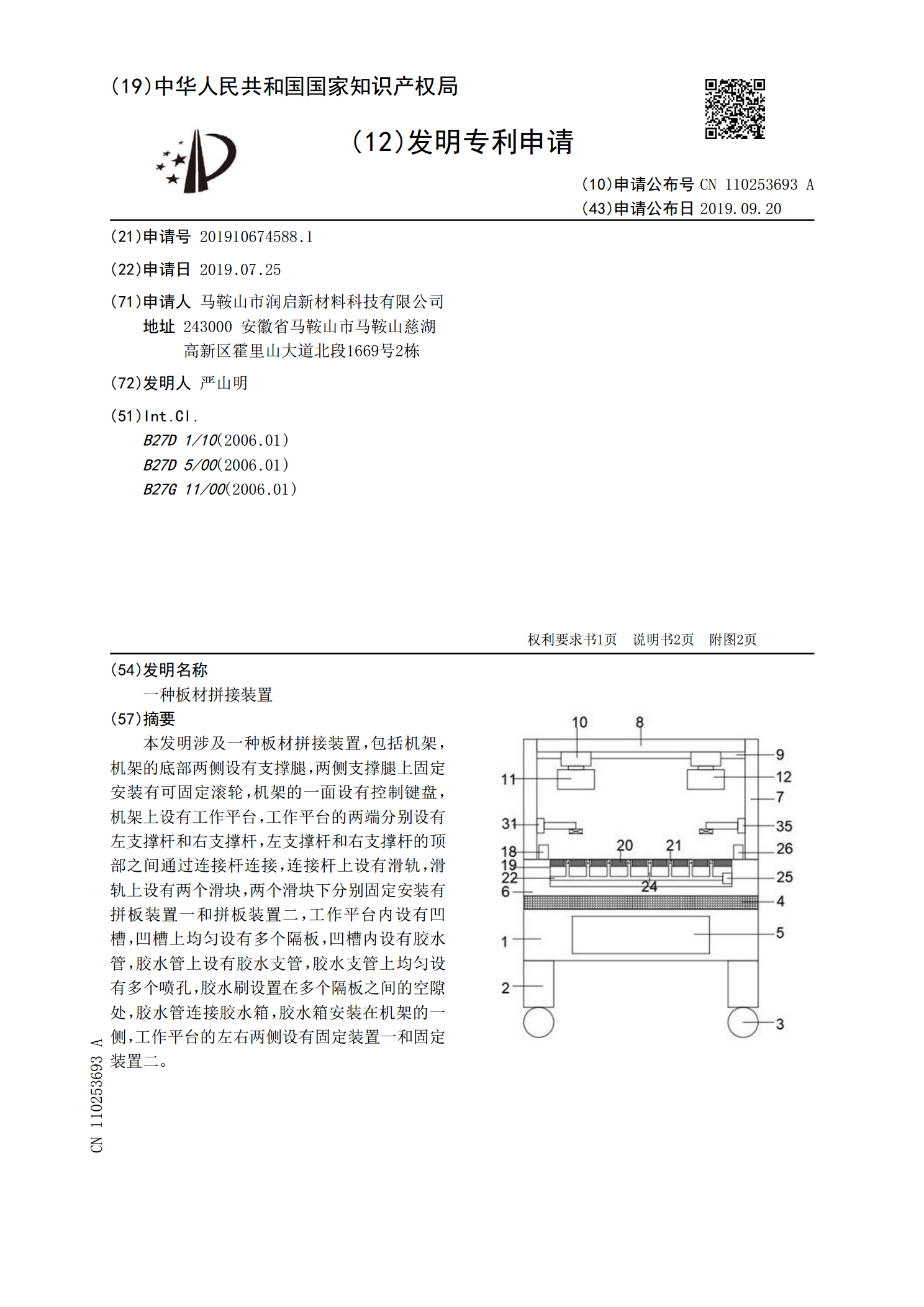
一种板材拼接装置.pdf
本发明涉及一种板材拼接装置,包括机架,机架的底部两侧设有支撑腿,两侧支撑腿上固定安装有可固定滚轮,机架的一面设有控制键盘,机架上设有工作平台,工作平台的两端分别设有左支撑杆和右支撑杆,左支撑杆和右支撑杆的顶部之间通过连接杆连接,连接杆上设有滑轨,滑轨上设有两个滑块,两个滑块下分别固定安装有拼板装置一和拼板装置二,工作平台内设有凹槽,凹槽上均匀设有多个隔板,凹槽内设有胶水管,胶水管上设有胶水支管,胶水支管上均匀设有多个喷孔,胶水刷设置在多个隔板之间的空隙处,胶水管连接胶水箱,胶水箱安装在机架的一侧,工作平台
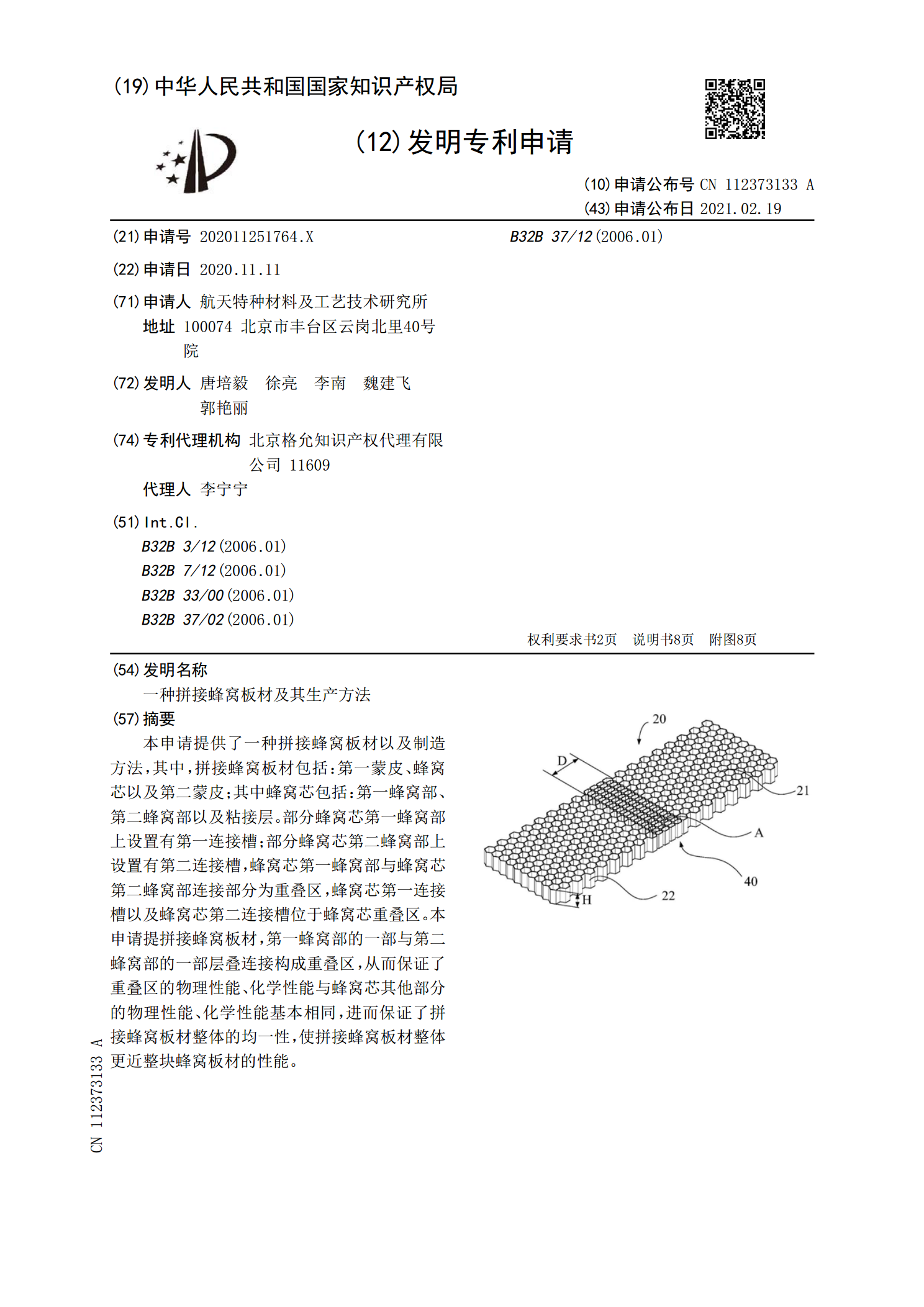
一种拼接蜂窝板材及其生产方法.pdf
本申请提供了一种拼接蜂窝板材以及制造方法,其中,拼接蜂窝板材包括:第一蒙皮、蜂窝芯以及第二蒙皮;其中蜂窝芯包括:第一蜂窝部、第二蜂窝部以及粘接层。部分蜂窝芯第一蜂窝部上设置有第一连接槽;部分蜂窝芯第二蜂窝部上设置有第二连接槽,蜂窝芯第一蜂窝部与蜂窝芯第二蜂窝部连接部分为重叠区,蜂窝芯第一连接槽以及蜂窝芯第二连接槽位于蜂窝芯重叠区。本申请提拼接蜂窝板材,第一蜂窝部的一部与第二蜂窝部的一部层叠连接构成重叠区,从而保证了重叠区的物理性能、化学性能与蜂窝芯其他部分的物理性能、化学性能基本相同,进而保证了拼接蜂窝板