
一种小尺寸叶轮及其五轴铣削加工方法.pdf

慧红****ad

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种小尺寸叶轮及其五轴铣削加工方法.pdf
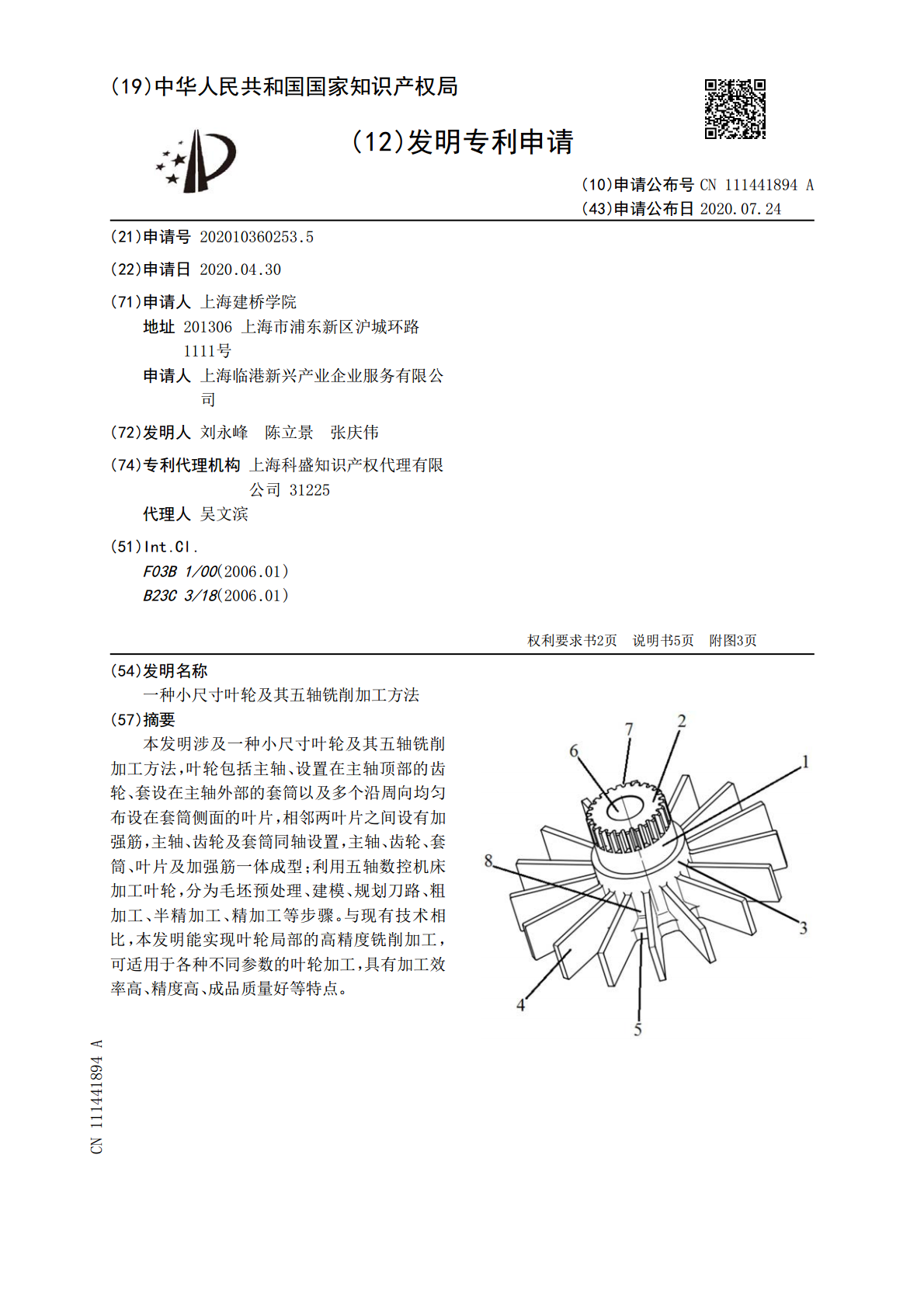
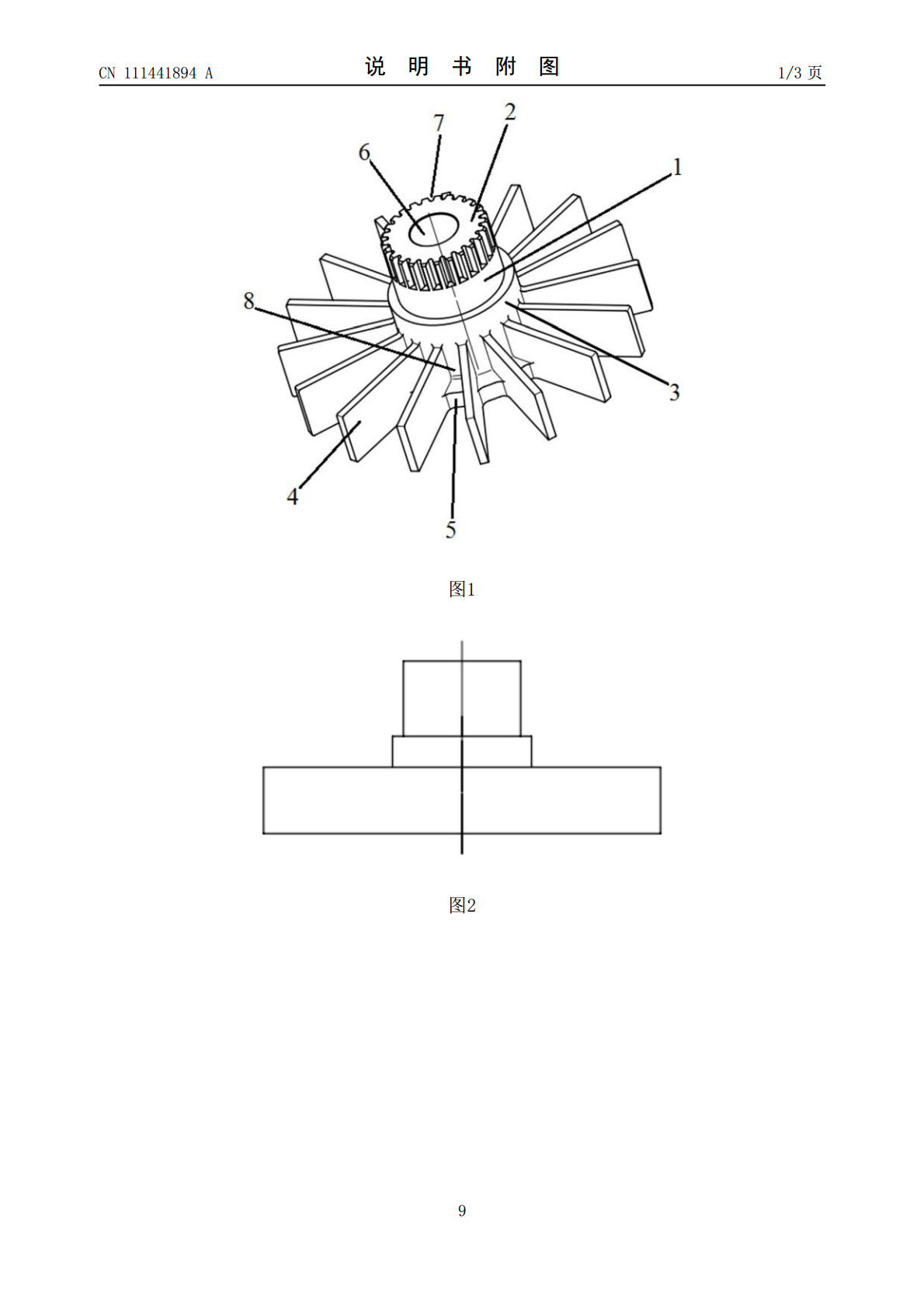
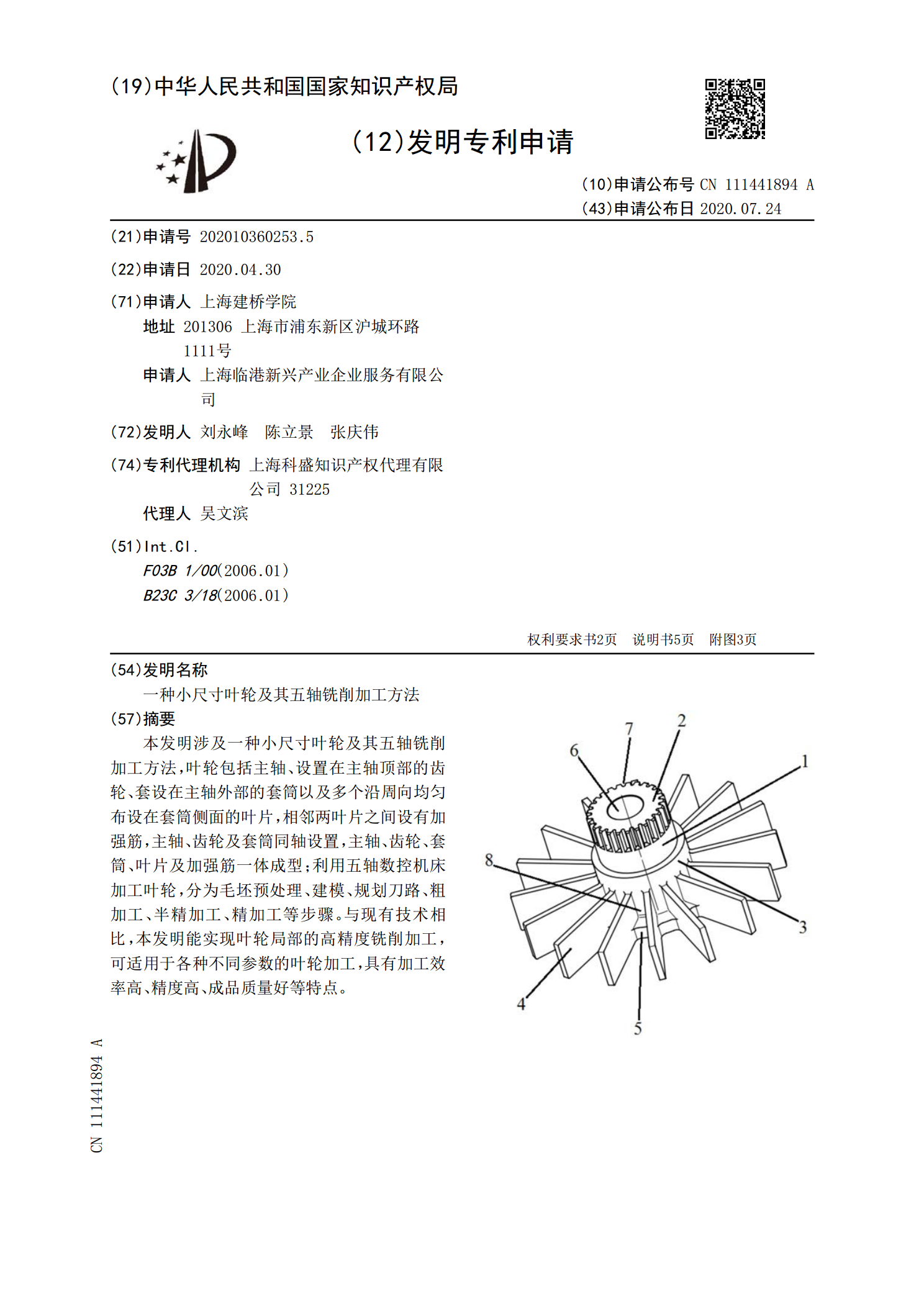
本发明涉及一种小尺寸叶轮及其五轴铣削加工方法,叶轮包括主轴、设置在主轴顶部的齿轮、套设在主轴外部的套筒以及多个沿周向均匀布设在套筒侧面的叶片,相邻两叶片之间设有加强筋,主轴、齿轮及套筒同轴设置,主轴、齿轮、套筒、叶片及加强筋一体成型;利用五轴数控机床加工叶轮,分为毛坯预处理、建模、规划刀路、粗加工、半精加工、精加工等步骤。与现有技术相比,本发明能实现叶轮局部的高精度铣削加工,可适用于各种不同参数的叶轮加工,具有加工效率高、精度高、成品质量好等特点。

一种透平叶轮的五轴铣削加工方法.pdf
一种透平叶轮的五轴铣削加工方法,包括叶轮粗加工、叶片点加工、叶片根部圆角加工、叶片间的流道精加工等步骤,本发明加工效率高、刀具损耗小。

一种涡轮增压器叶轮及其五轴加工方法.pdf
本发明涉及一种涡轮增压器叶轮及其五轴加工方法,其加工方法具体如下:步骤一:在UG软件中对涡轮增压器进行三维建模;步骤二:涡轮毛坯粗加工;步骤三:叶片精加工;步骤四:轮毂精加工;步骤五:涡轮的仿真模拟加工。与现有技术相比,本发明提供的无分流叶片的涡轮增压性能突出,无分流与回流问题,此外,整个加工方法简化了加工路径,优化了精加工加工工序,提高了生产效率、表面粗糙度、加工精度。

整体叶轮的五轴高速铣削加工工艺优化的综述报告.docx
整体叶轮的五轴高速铣削加工工艺优化的综述报告整体叶轮是航空、航天、船舶、涡轴机等领域重要的关键零部件之一,其制造精度和表面质量直接影响着整个机械系统的性能和寿命。五轴高速铣削加工是整体叶轮的常用加工工艺之一,其具有高效、高精度、高表面质量等优点,受到了广泛应用。本文将对整体叶轮的五轴高速铣削加工工艺优化进行综述,包括加工参数优化、刀具选择、CAD/CAM系统、表面质量控制等方面。一、加工参数优化整体叶轮的五轴高速铣削加工是一项复杂的加工过程,需要合理选取工艺参数,以确保加工效率和产品质量。影响加工效率和质

叶轮五轴侧铣加工的铣削力预测计算研究.docx
叶轮五轴侧铣加工的铣削力预测计算研究叶轮五轴侧铣加工的铣削力预测计算研究摘要:叶轮五轴侧铣加工是一种常见的机械加工方法,对于铝合金等轻金属材料的加工具有广泛的应用。在叶轮的加工过程中,准确预测和计算铣削力对于提高加工精度和效率具有重要的意义。本文以叶轮五轴侧铣加工为研究对象,采用数值模拟的方法,探讨了铣削力预测计算的方法和技术。关键词:叶轮五轴侧铣加工,铣削力,预测计算,数值模拟引言:叶轮五轴侧铣加工是一种常用的制造工艺,广泛应用于航空航天、汽车等领域。在加工过程中,铣削力的预测和计算是提高加工质量和效率