
一种转轮叶片修复工艺.pdf

书生****写意


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种转轮叶片修复工艺.pdf
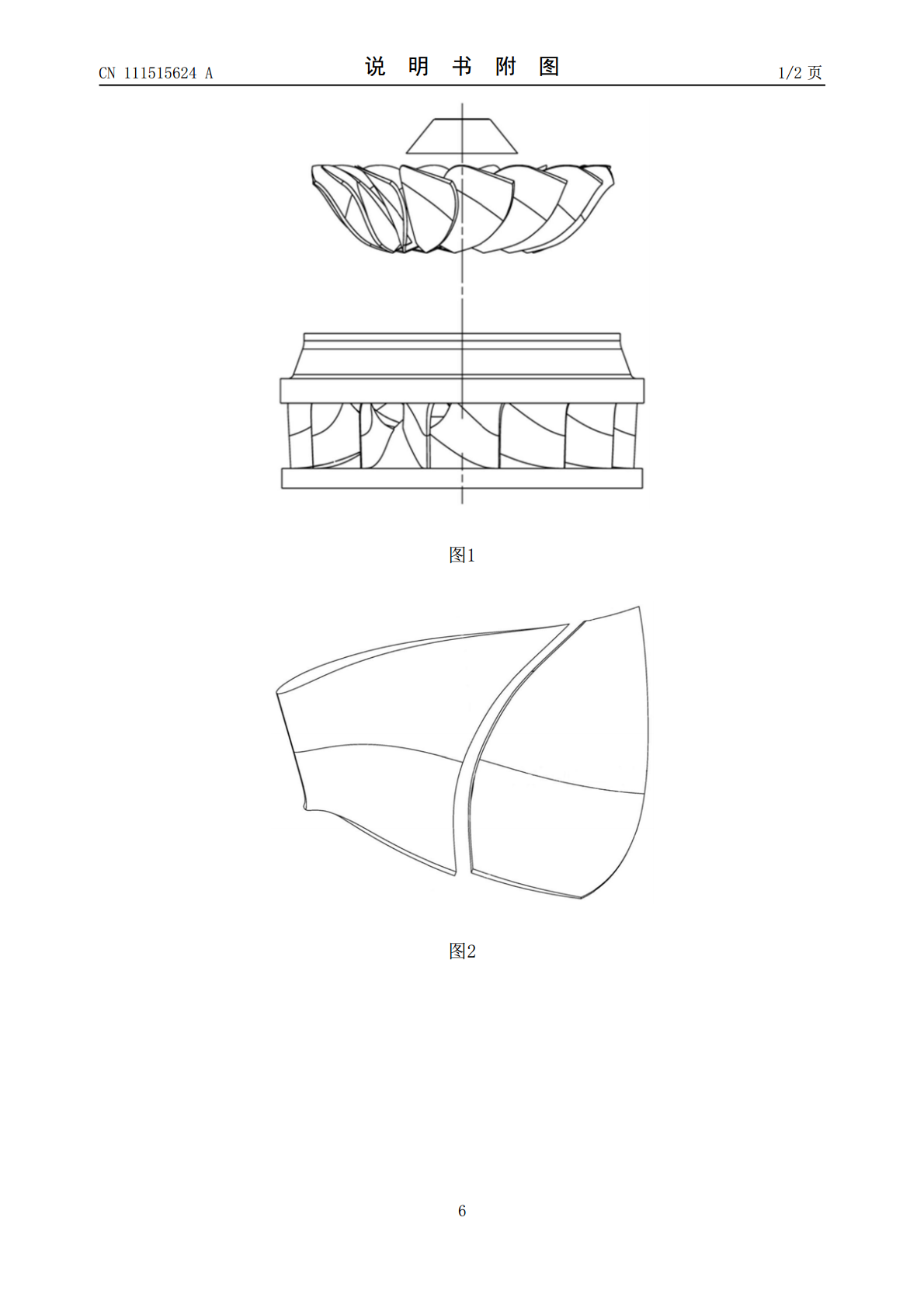
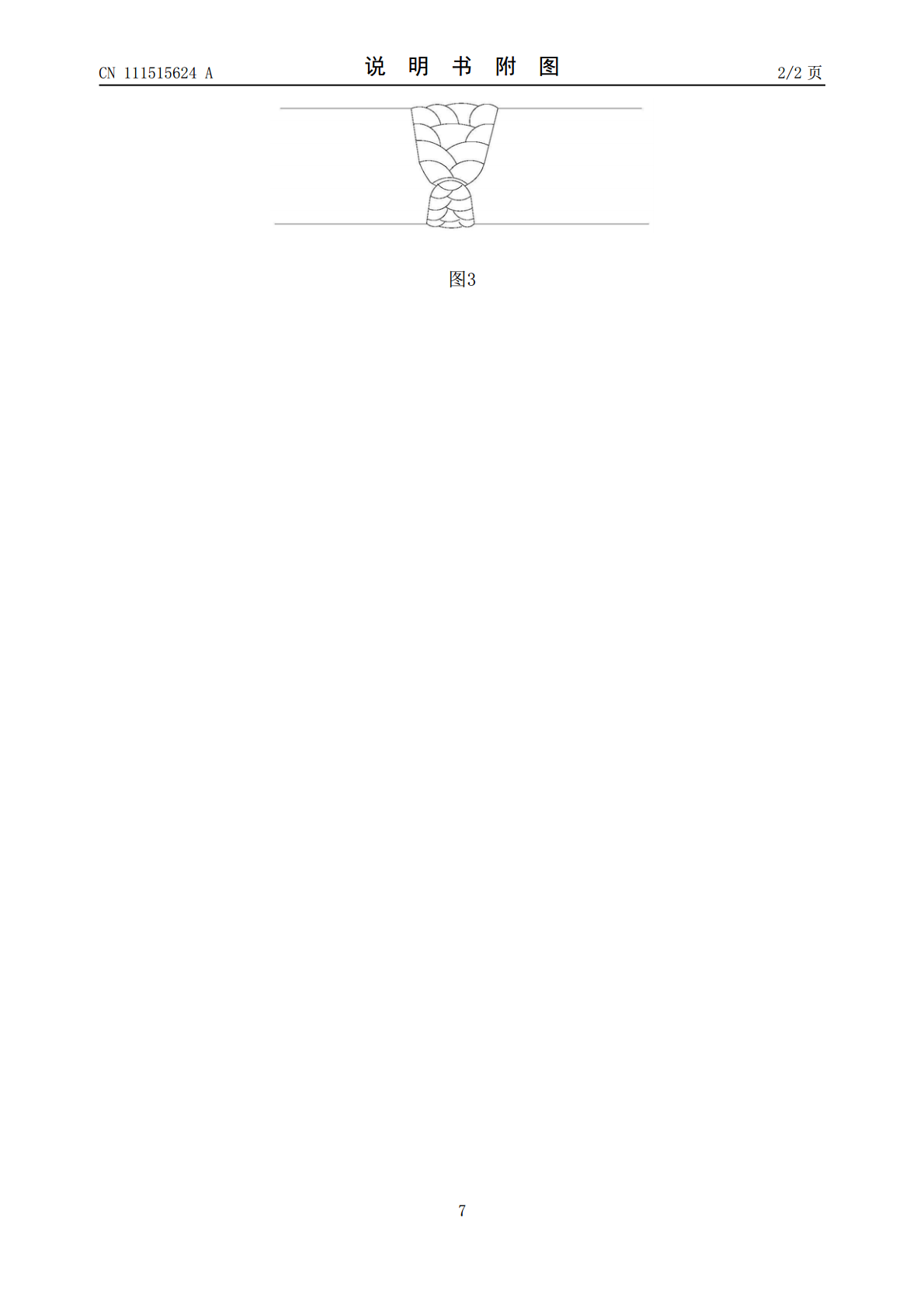
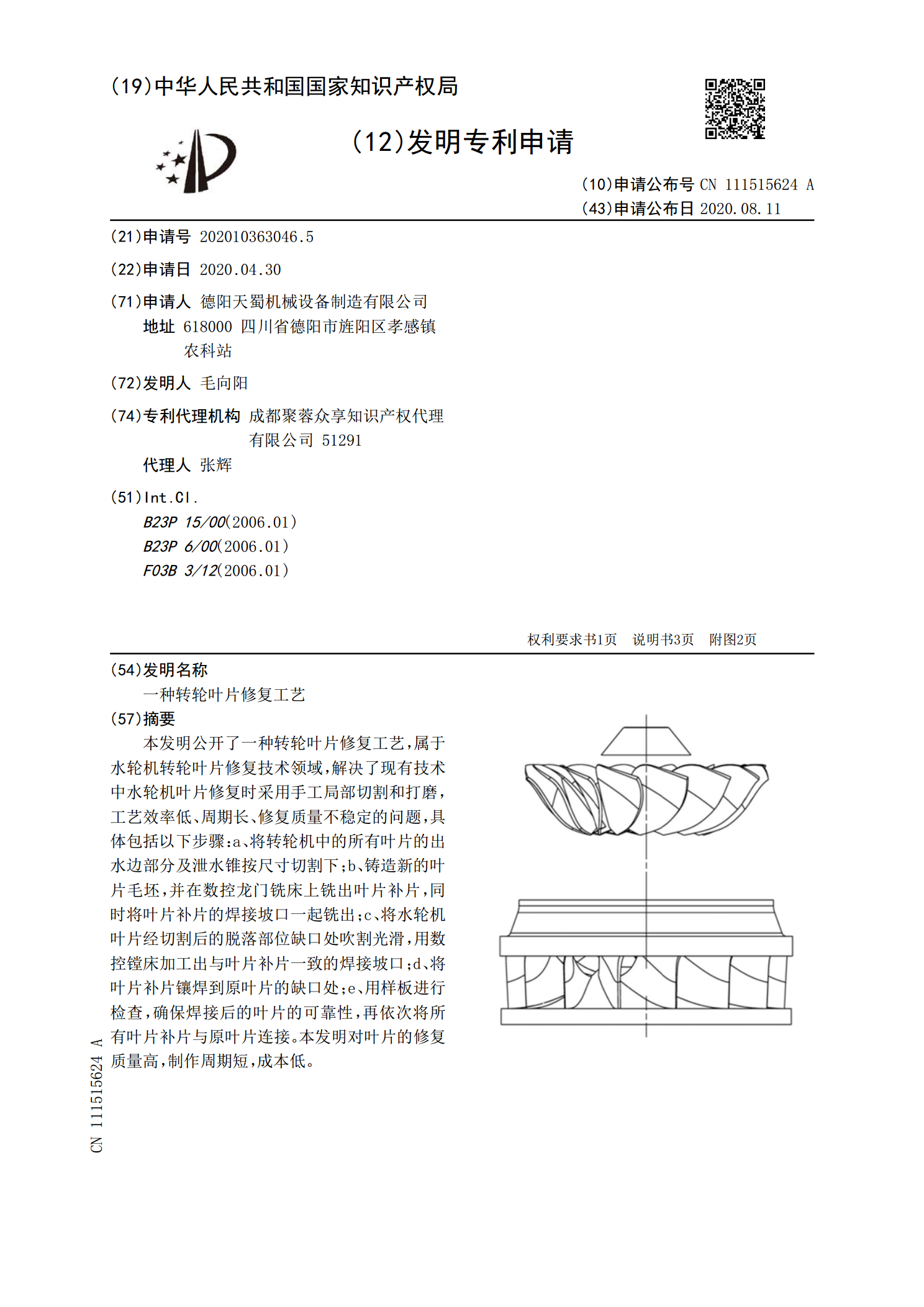
本发明公开了一种转轮叶片修复工艺,属于水轮机转轮叶片修复技术领域,解决了现有技术中水轮机叶片修复时采用手工局部切割和打磨,工艺效率低、周期长、修复质量不稳定的问题,具体包括以下步骤:a、将转轮机中的所有叶片的出水边部分及泄水锥按尺寸切割下;b、铸造新的叶片毛坯,并在数控龙门铣床上铣出叶片补片,同时将叶片补片的焊接坡口一起铣出;c、将水轮机叶片经切割后的脱落部位缺口处吹割光滑,用数控镗床加工出与叶片补片一致的焊接坡口;d、将叶片补片镶焊到原叶片的缺口处;e、用样板进行检查,确保焊接后的叶片的可靠性,再依次将

转轮叶片加工工艺论文.docx
转轮叶片加工工艺论文一、大型水轮机转轮叶片加工工艺要点1叶片的测量在转轮叶片的加工过程中对叶片进行有效测量的非常重要的一道工序并且这一工序应该贯穿于叶片加工的整个过程。只有这样才能保证叶片表面的加工精度。一般来讲水轮机转轮叶片的表面是一种较为复杂的三维雕塑曲面测量起来难度较大尤其是在最后的精铣过程中对测量结果的精度要求较高一般的测量方法和测量仪器很难满足要求。为此需要采用特殊的专业测量工具通过直接测量或间接测量的方法完成曲面精度测量。当然在具体的加工过程中
转轮叶片加工工艺论文.docx
转轮叶片加工工艺论文一、大型水轮机转轮叶片加工工艺要点1叶片的测量在转轮叶片的加工过程中对叶片进行有效测量的非常重要的一道工序并且这一工序应该贯穿于叶片加工的整个过程。只有这样才能保证叶片表面的加工精度。一般来讲水轮机转轮叶片的表面是一种较为复杂的三维雕塑曲面测量起来难度较大尤其是在最后的精铣过程中对测量结果的精度要求较高一般的测量方法和测量仪器很难满足要求。为此需要采用特殊的专业测量工具通过直接测量或间接测量的方法完成曲面精度测量。当然在具体的加工过程中
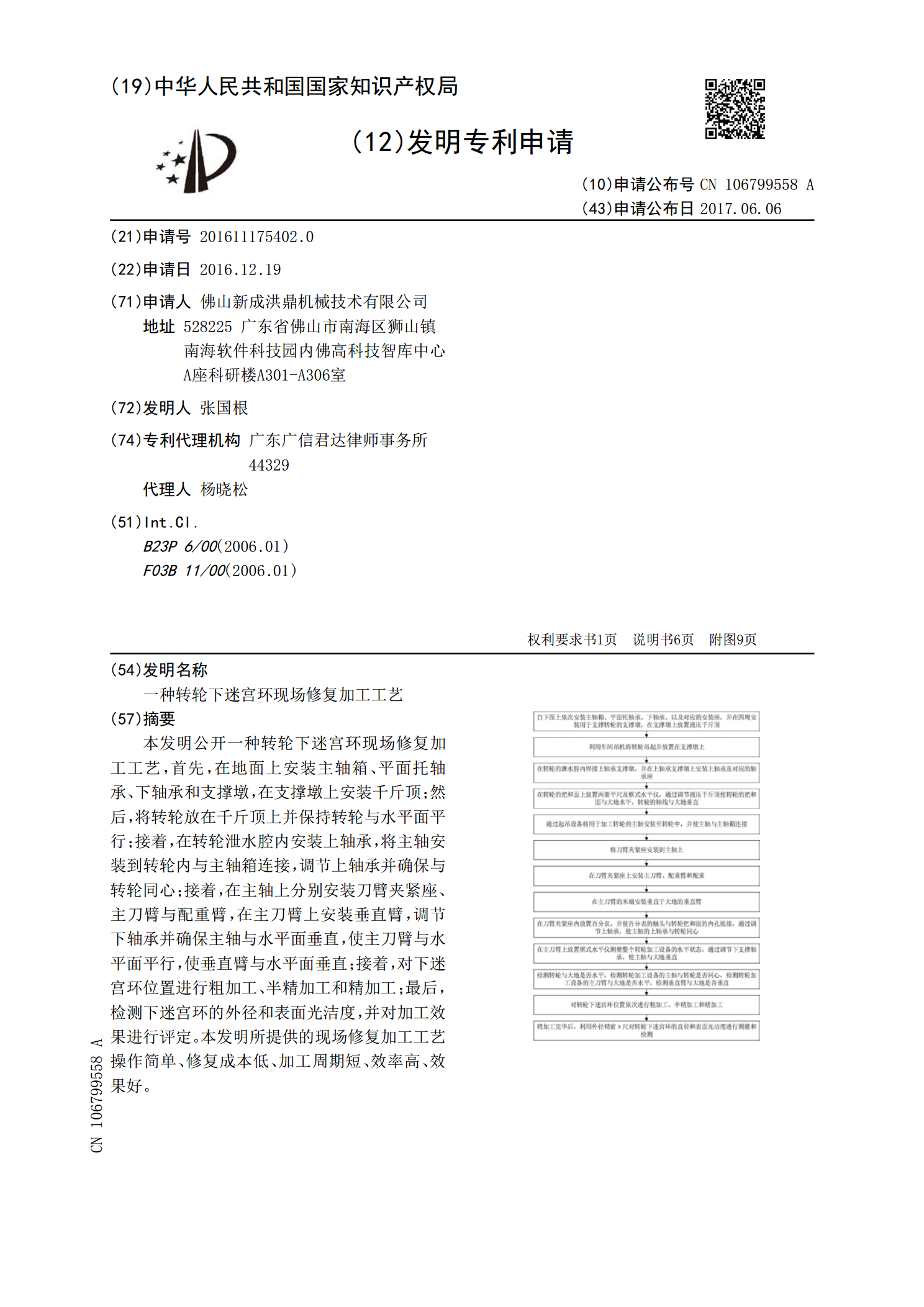
一种转轮下迷宫环现场修复加工工艺.pdf
本发明公开一种转轮下迷宫环现场修复加工工艺,首先,在地面上安装主轴箱、平面托轴承、下轴承和支撑墩,在支撑墩上安装千斤顶;然后,将转轮放在千斤顶上并保持转轮与水平面平行;接着,在转轮泄水腔内安装上轴承,将主轴安装到转轮内与主轴箱连接,调节上轴承并确保与转轮同心;接着,在主轴上分别安装刀臂夹紧座、主刀臂与配重臂,在主刀臂上安装垂直臂,调节下轴承并确保主轴与水平面垂直,使主刀臂与水平面平行,使垂直臂与水平面垂直;接着,对下迷宫环位置进行粗加工、半精加工和精加工;最后,检测下迷宫环的外径和表面光洁度,并对加工效果
一种高温合金涡轮叶片修复材料及其修复工艺.pdf
本发明属于高温合金涡轮叶片修复再制造技术,具体为一种高温合金涡轮叶片修复材料及其修复工艺。微弧火花沉积修复材料由以下组分按重量百分比组成:Ni45%-60%,Co0%-25%,Cr10%-25%,Al5%-7%,Ta2%-8%,Re0-6%,Hf0-2%,Y0-1%,C0-0.1%,总重量为100%。将上述修复材料制成直径为2mm-6mm,长度20mm以上的圆棒,采用微弧火花沉积工艺需要修复的区域进行堆焊,堆焊工艺参数为功率100W-1500W,频率100-500HZ,加工过程在氩气保护或真空手套箱内进行