
一种应用于制冷压缩机的阀板组件.pdf

玄静****写意

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种应用于制冷压缩机的阀板组件.pdf
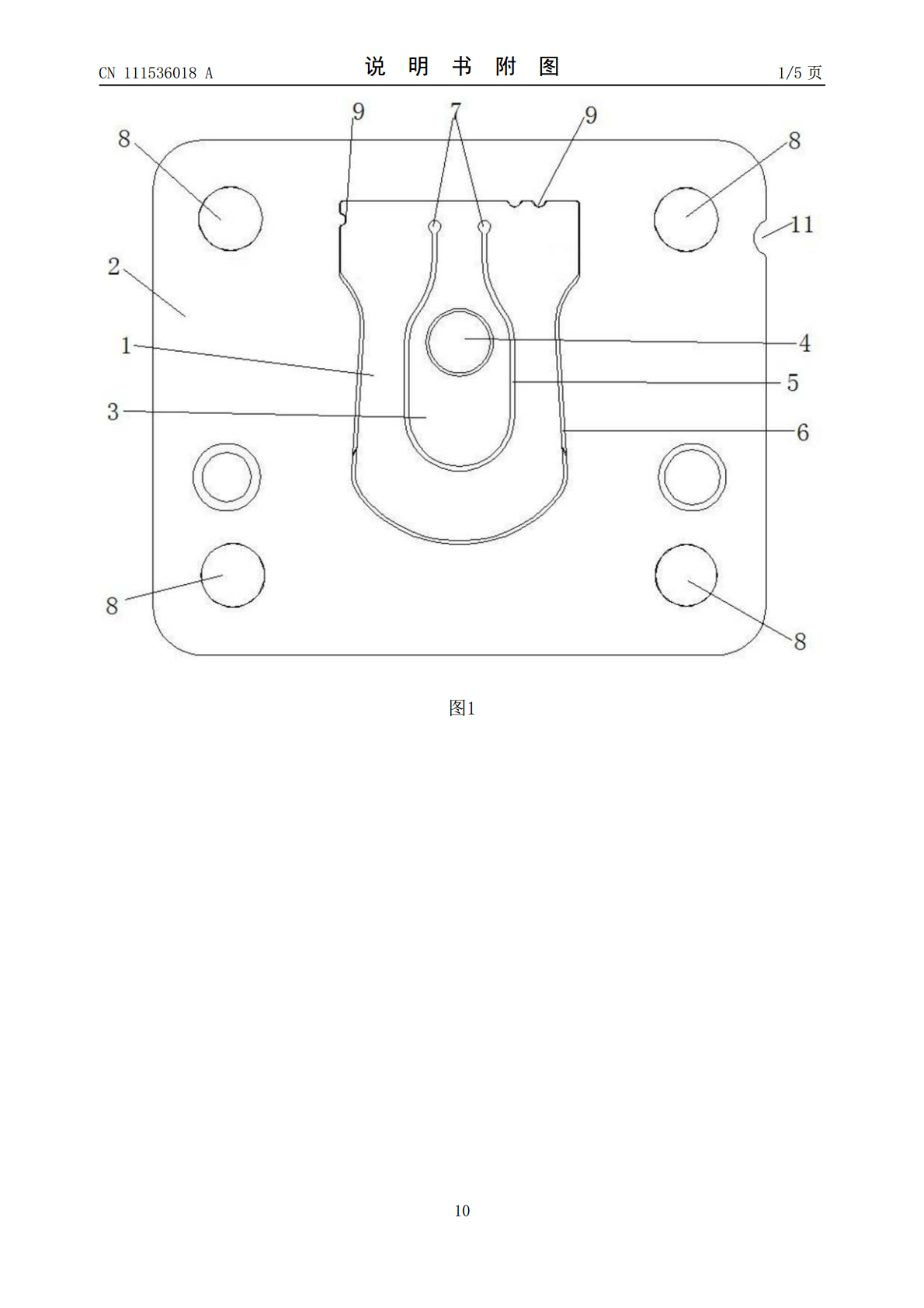
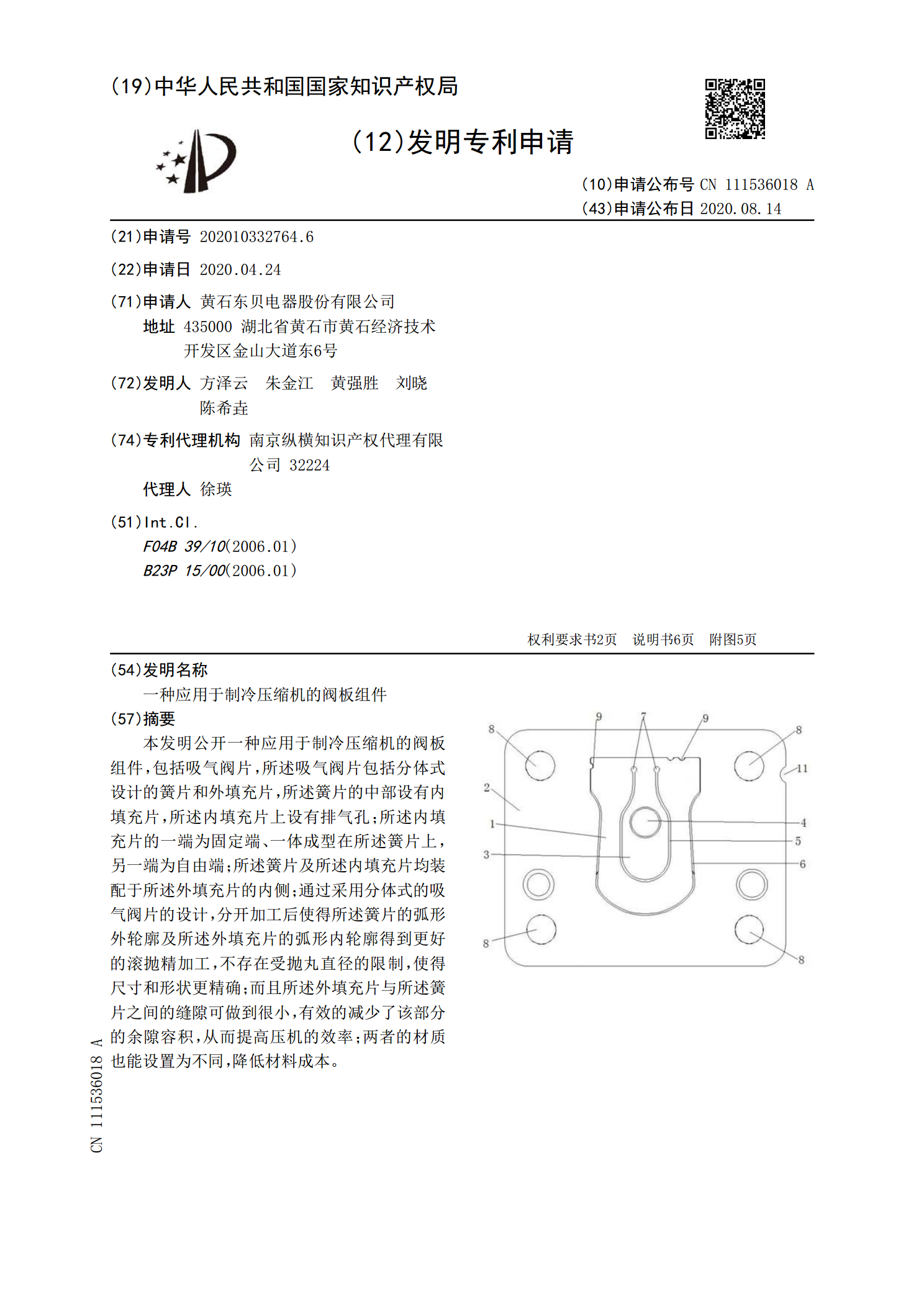
本发明公开一种应用于制冷压缩机的阀板组件,包括吸气阀片,所述吸气阀片包括分体式设计的簧片和外填充片,所述簧片的中部设有内填充片,所述内填充片上设有排气孔;所述内填充片的一端为固定端、一体成型在所述簧片上,另一端为自由端;所述簧片及所述内填充片均装配于所述外填充片的内侧;通过采用分体式的吸气阀片的设计,分开加工后使得所述簧片的弧形外轮廓及所述外填充片的弧形内轮廓得到更好的滚抛精加工,不存在受抛丸直径的限制,使得尺寸和形状更精确;而且所述外填充片与所述簧片之间的缝隙可做到很小,有效的减少了该部分的余隙容积,从
压缩机阀板及压缩机阀组件.pdf
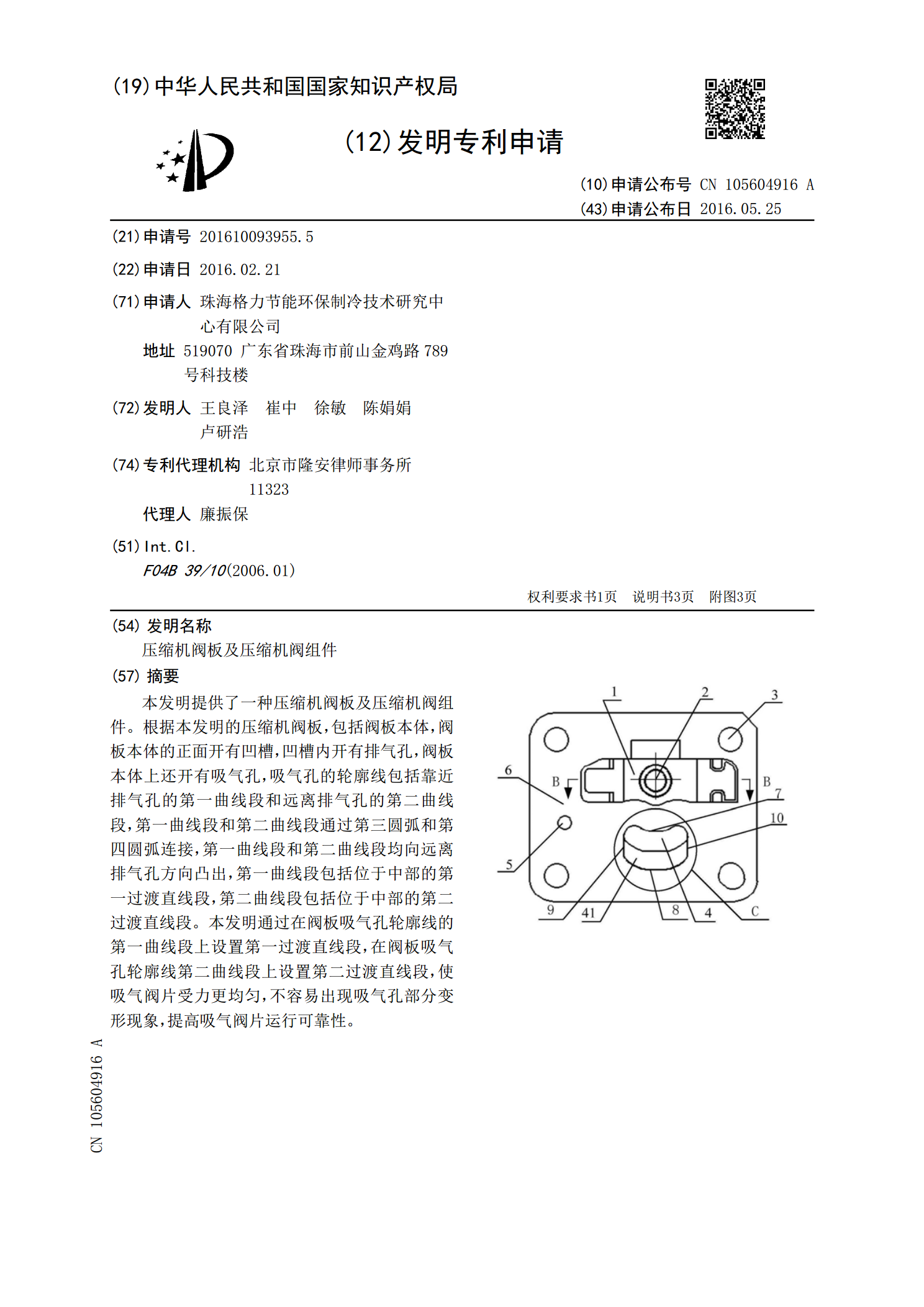
本发明提供了一种压缩机阀板及压缩机阀组件。根据本发明的压缩机阀板,包括阀板本体,阀板本体的正面开有凹槽,凹槽内开有排气孔,阀板本体上还开有吸气孔,吸气孔的轮廓线包括靠近排气孔的第一曲线段和远离排气孔的第二曲线段,第一曲线段和第二曲线段通过第三圆弧和第四圆弧连接,第一曲线段和第二曲线段均向远离排气孔方向凸出,第一曲线段包括位于中部的第一过渡直线段,第二曲线段包括位于中部的第二过渡直线段。本发明通过在阀板吸气孔轮廓线的第一曲线段上设置第一过渡直线段,在阀板吸气孔轮廓线第二曲线段上设置第二过渡直线段,使吸气阀片
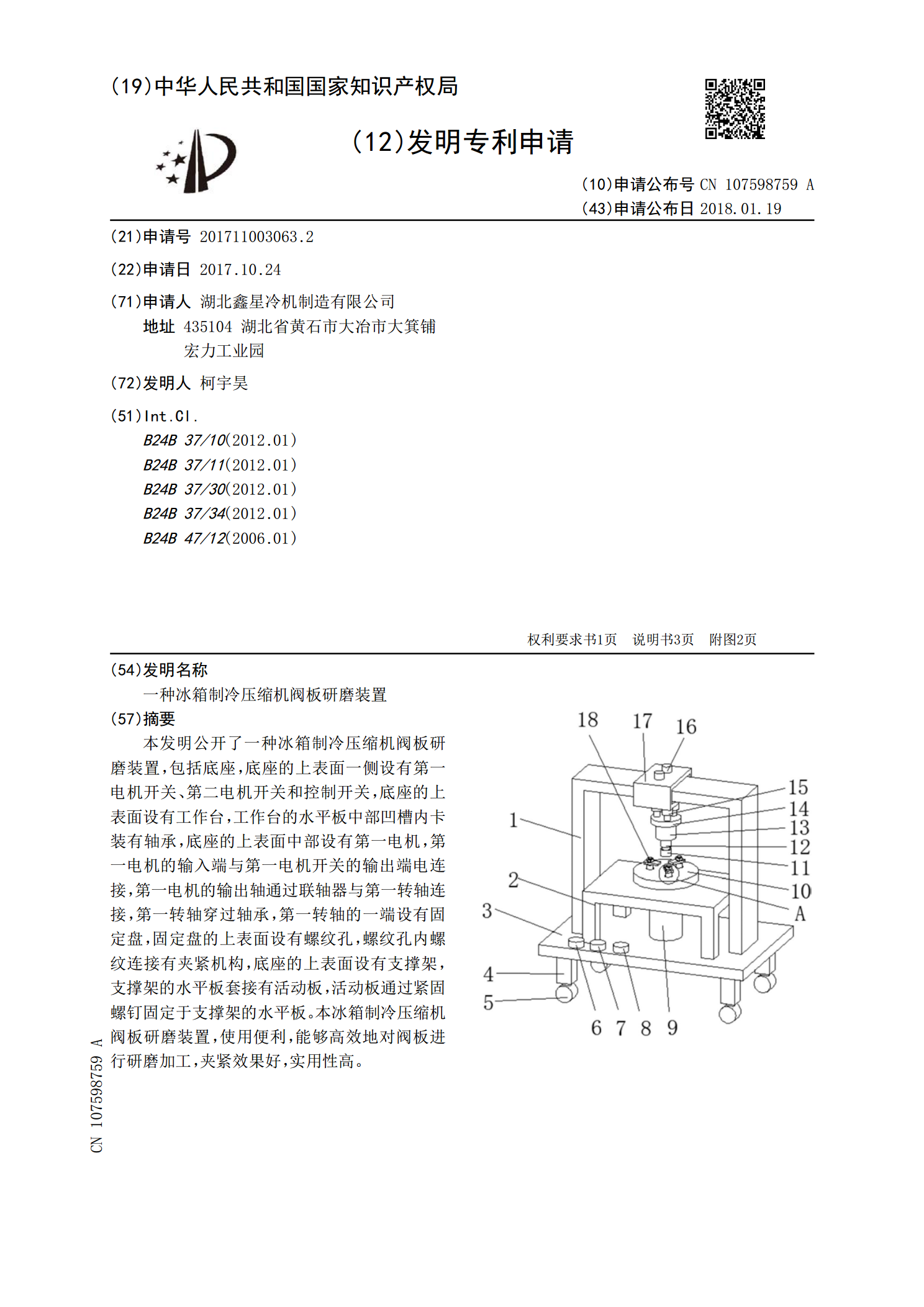
一种冰箱制冷压缩机阀板研磨装置.pdf
本发明公开了一种冰箱制冷压缩机阀板研磨装置,包括底座,底座的上表面一侧设有第一电机开关、第二电机开关和控制开关,底座的上表面设有工作台,工作台的水平板中部凹槽内卡装有轴承,底座的上表面中部设有第一电机,第一电机的输入端与第一电机开关的输出端电连接,第一电机的输出轴通过联轴器与第一转轴连接,第一转轴穿过轴承,第一转轴的一端设有固定盘,固定盘的上表面设有螺纹孔,螺纹孔内螺纹连接有夹紧机构,底座的上表面设有支撑架,支撑架的水平板套接有活动板,活动板通过紧固螺钉固定于支撑架的水平板。本冰箱制冷压缩机阀板研磨装置,
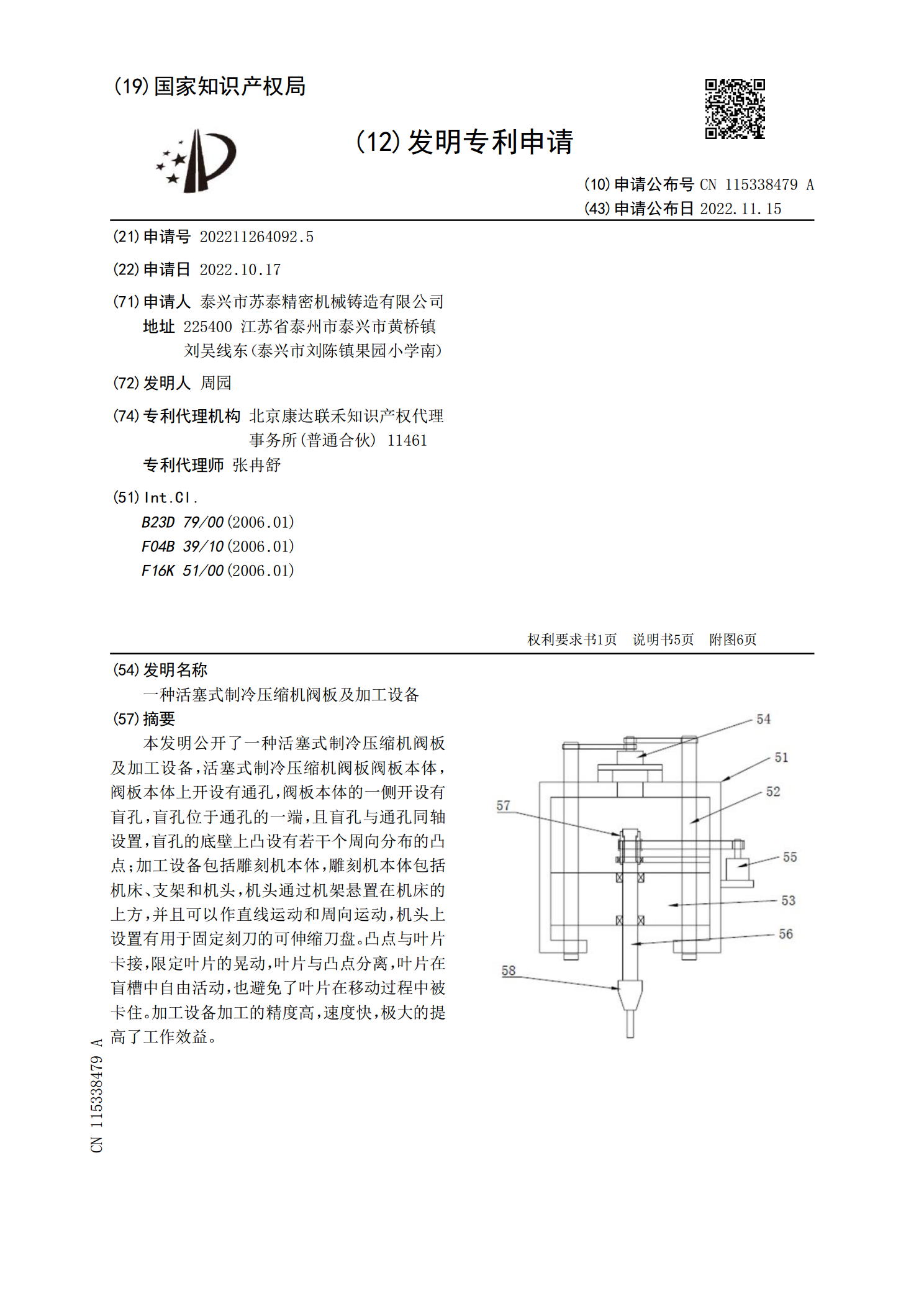
一种活塞式制冷压缩机阀板及加工设备.pdf
本发明公开了一种活塞式制冷压缩机阀板及加工设备,活塞式制冷压缩机阀板阀板本体,阀板本体上开设有通孔,阀板本体的一侧开设有盲孔,盲孔位于通孔的一端,且盲孔与通孔同轴设置,盲孔的底壁上凸设有若干个周向分布的凸点;加工设备包括雕刻机本体,雕刻机本体包括机床、支架和机头,机头通过机架悬置在机床的上方,并且可以作直线运动和周向运动,机头上设置有用于固定刻刀的可伸缩刀盘。凸点与叶片卡接,限定叶片的晃动,叶片与凸点分离,叶片在盲槽中自由活动,也避免了叶片在移动过程中被卡住。加工设备加工的精度高,速度快,极大的提高了工作
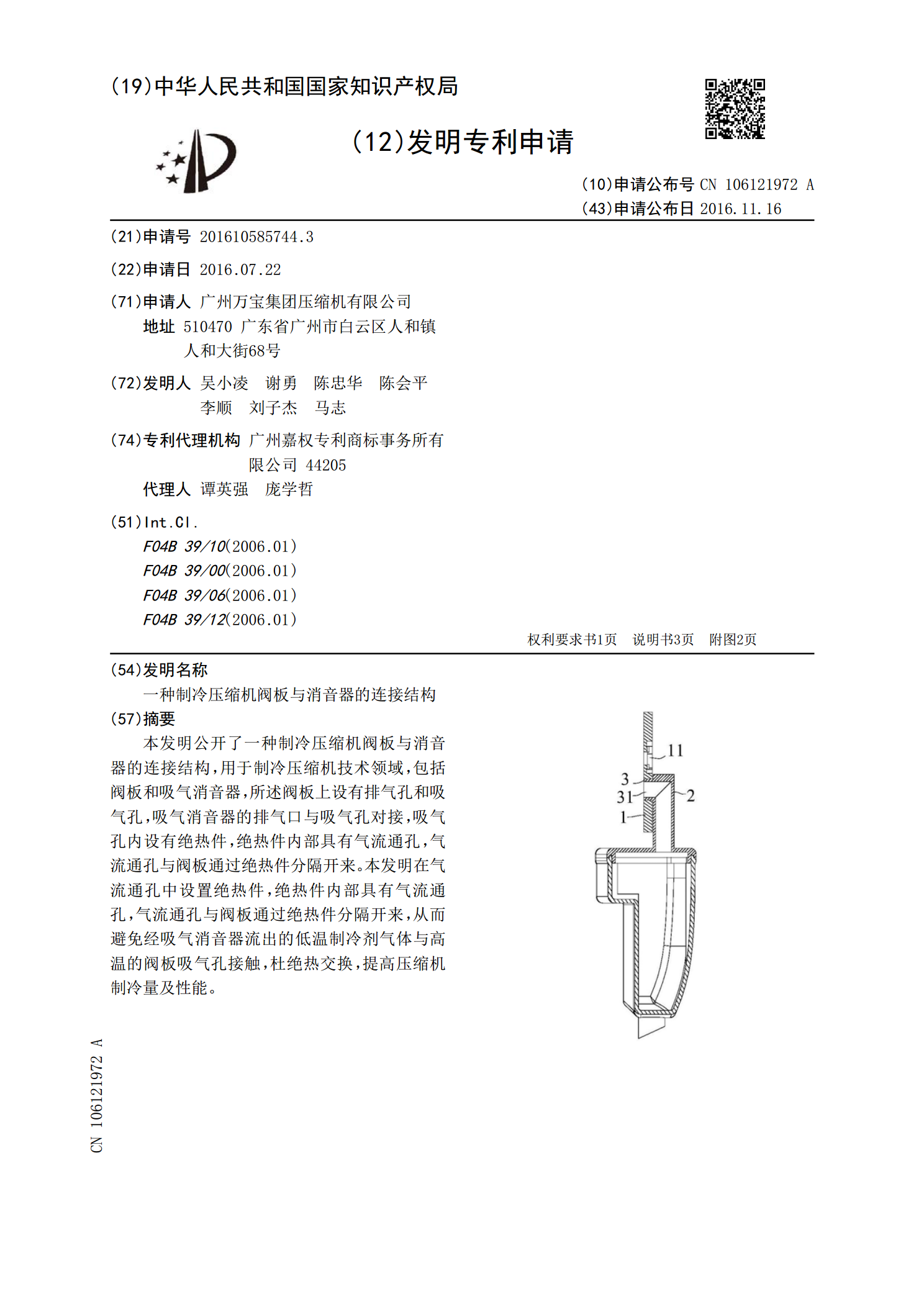
一种制冷压缩机阀板与消音器的连接结构.pdf
本发明公开了一种制冷压缩机阀板与消音器的连接结构,用于制冷压缩机技术领域,包括阀板和吸气消音器,所述阀板上设有排气孔和吸气孔,吸气消音器的排气口与吸气孔对接,吸气孔内设有绝热件,绝热件内部具有气流通孔,气流通孔与阀板通过绝热件分隔开来。本发明在气流通孔中设置绝热件,绝热件内部具有气流通孔,气流通孔与阀板通过绝热件分隔开来,从而避免经吸气消音器流出的低温制冷剂气体与高温的阀板吸气孔接触,杜绝热交换,提高压缩机制冷量及性能。