
一种塑料条料进料机构和进料方法.pdf

文光****iu

1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料条料进料机构和进料方法.pdf
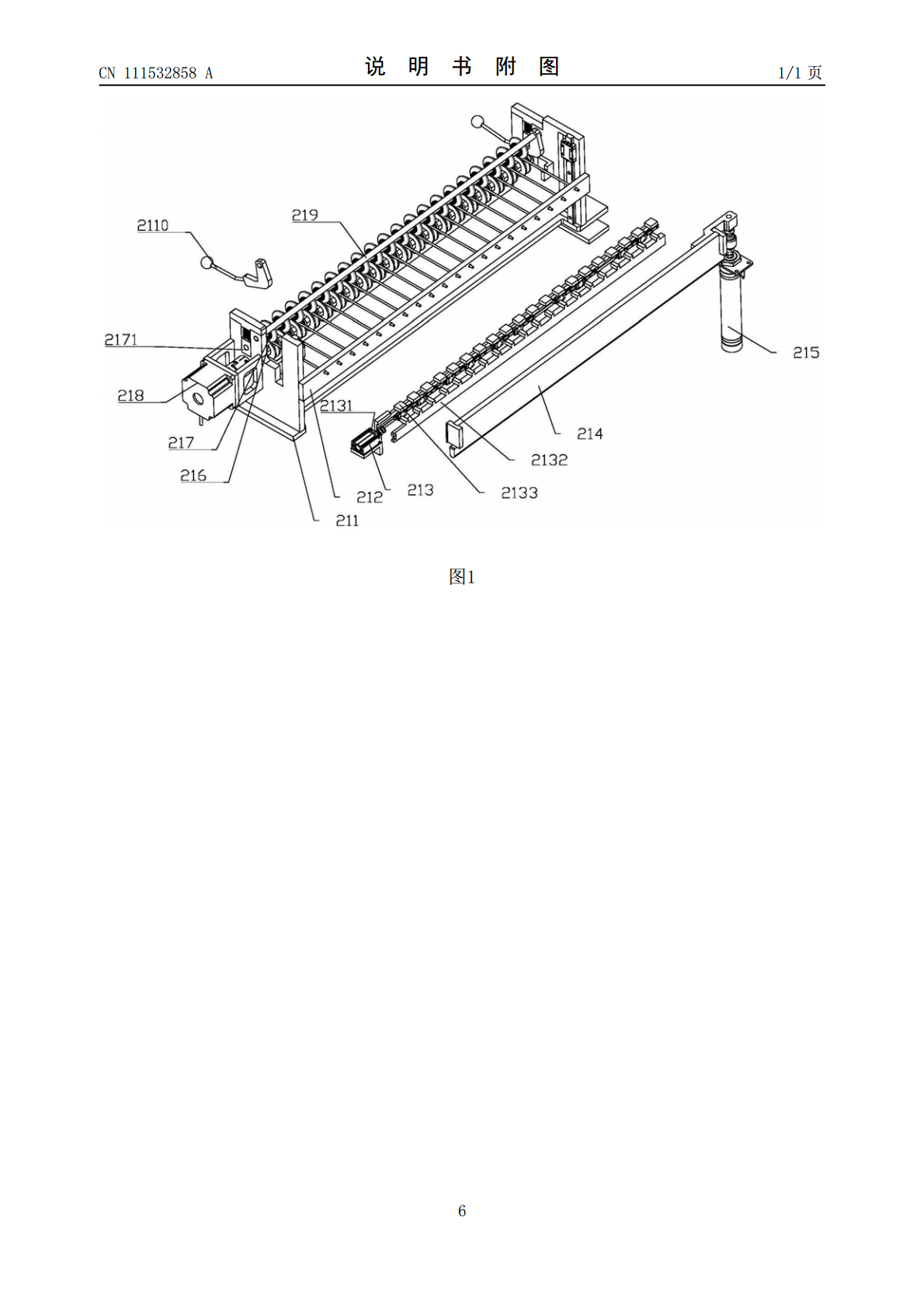
本发明涉及一种塑料条料进料机构,该机构包括立座、导线板、夹线组件、预拉控制板、预拉驱动气缸、凹槽轮轴、随动轮轴、压整电机、转轴和提升块;导线板安装在立座的侧方,导线板上开有供料绳通过的导线孔;夹线组件安装在立座上;所述的预拉控制板通过滑轨移动连接在立座上,预拉驱动气缸设置在立座上,预拉驱动气缸的伸缩端与预拉控制板相连接,预拉控制板用于将料绳下压。本发明对上料的塑料条料进行预拉绷直,挤压整圆,具有上料条料外形质量好的优点。
一种塑料卷材粉碎报废放卷进料机构及其进料方法.pdf
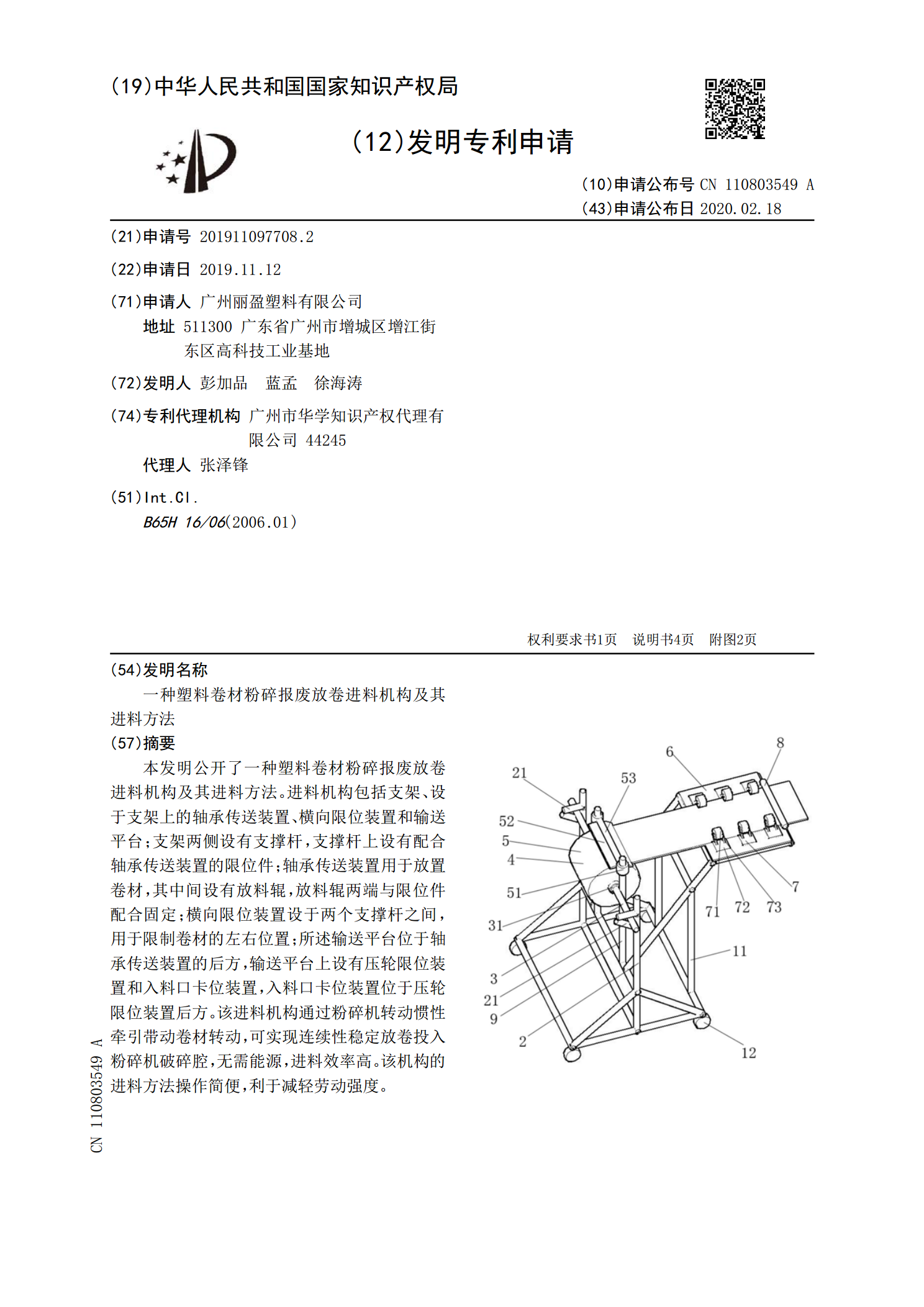
本发明公开了一种塑料卷材粉碎报废放卷进料机构及其进料方法。进料机构包括支架、设于支架上的轴承传送装置、横向限位装置和输送平台;支架两侧设有支撑杆,支撑杆上设有配合轴承传送装置的限位件;轴承传送装置用于放置卷材,其中间设有放料辊,放料辊两端与限位件配合固定;横向限位装置设于两个支撑杆之间,用于限制卷材的左右位置;所述输送平台位于轴承传送装置的后方,输送平台上设有压轮限位装置和入料口卡位装置,入料口卡位装置位于压轮限位装置后方。该进料机构通过粉碎机转动惯性牵引带动卷材转动,可实现连续性稳定放卷投入粉碎机破碎腔
一种料罐进料方法及进料装置.pdf
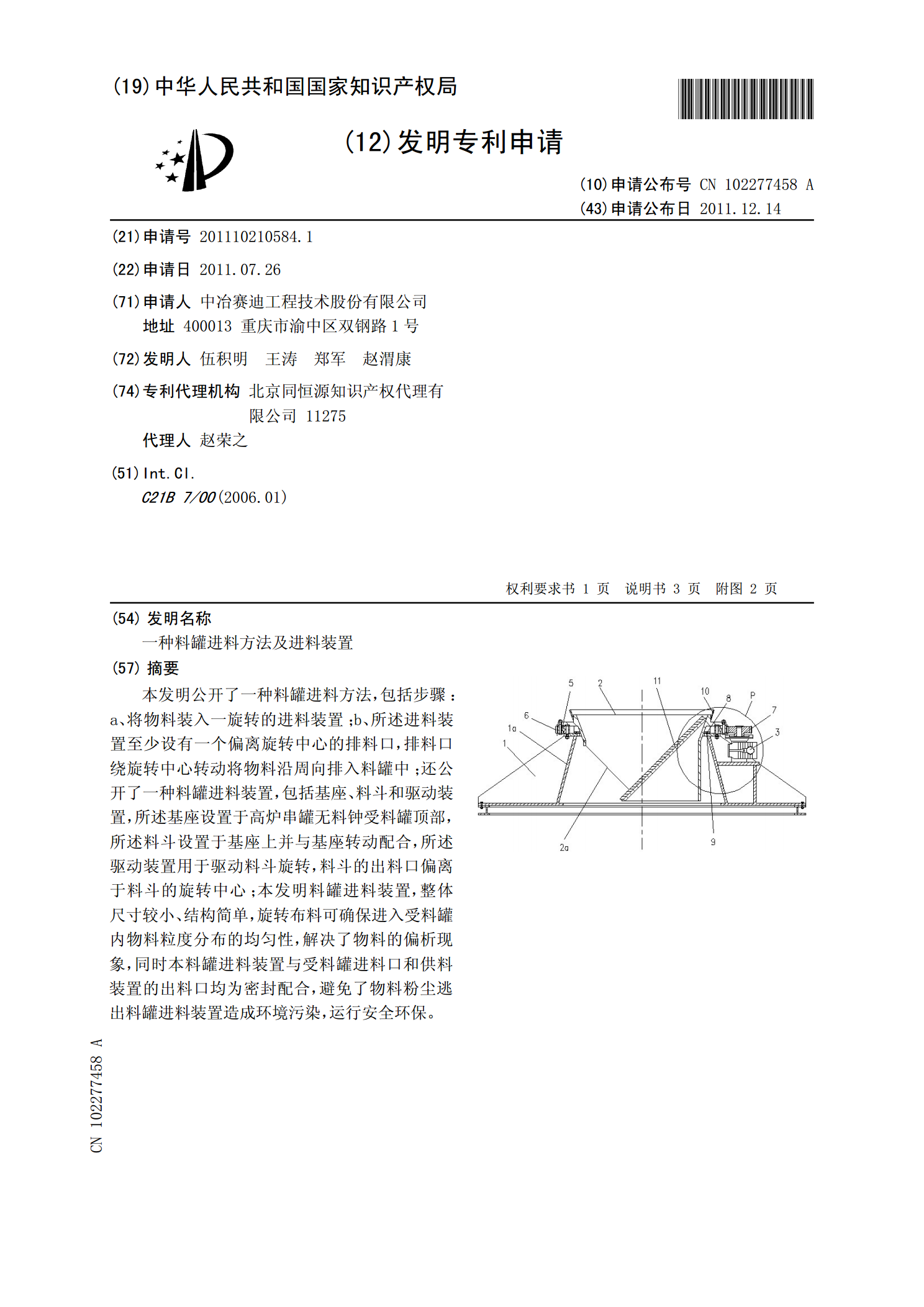
本发明公开了一种料罐进料方法,包括步骤:a、将物料装入一旋转的进料装置;b、所述进料装置至少设有一个偏离旋转中心的排料口,排料口绕旋转中心转动将物料沿周向排入料罐中;还公开了一种料罐进料装置,包括基座、料斗和驱动装置,所述基座设置于高炉串罐无料钟受料罐顶部,所述料斗设置于基座上并与基座转动配合,所述驱动装置用于驱动料斗旋转,料斗的出料口偏离于料斗的旋转中心;本发明料罐进料装置,整体尺寸较小、结构简单,旋转布料可确保进入受料罐内物料粒度分布的均匀性,解决了物料的偏析现象,同时本料罐进料装置与受料罐进料口和供
一种防积料的进料机构.pdf
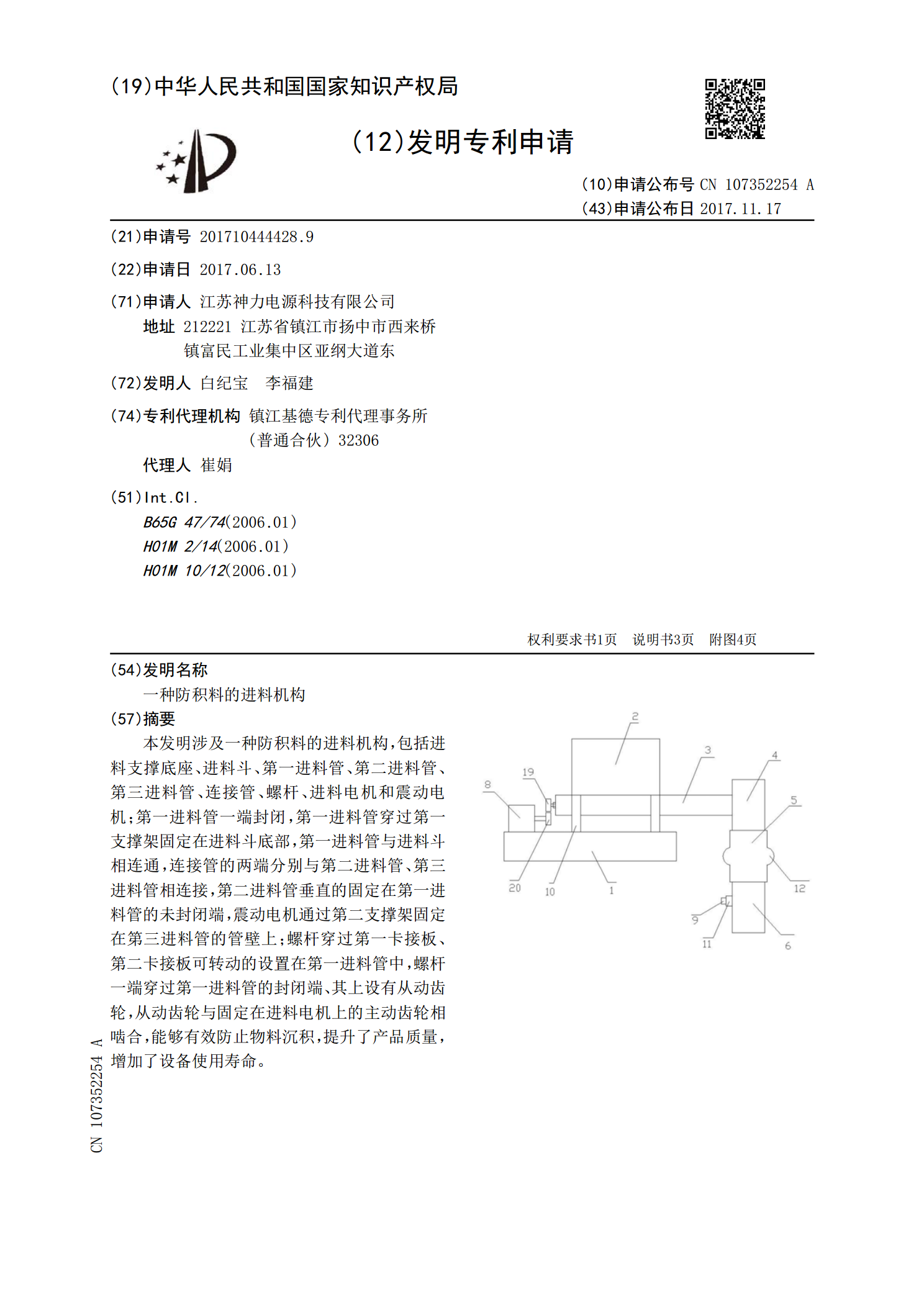
本发明涉及一种防积料的进料机构,包括进料支撑底座、进料斗、第一进料管、第二进料管、第三进料管、连接管、螺杆、进料电机和震动电机;第一进料管一端封闭,第一进料管穿过第一支撑架固定在进料斗底部,第一进料管与进料斗相连通,连接管的两端分别与第二进料管、第三进料管相连接,第二进料管垂直的固定在第一进料管的未封闭端,震动电机通过第二支撑架固定在第三进料管的管壁上;螺杆穿过第一卡接板、第二卡接板可转动的设置在第一进料管中,螺杆一端穿过第一进料管的封闭端、其上设有从动齿轮,从动齿轮与固定在进料电机上的主动齿轮相啮合,能
一种照明装置塑料外壳颗粒原料吸料机的进料控制机构.pdf
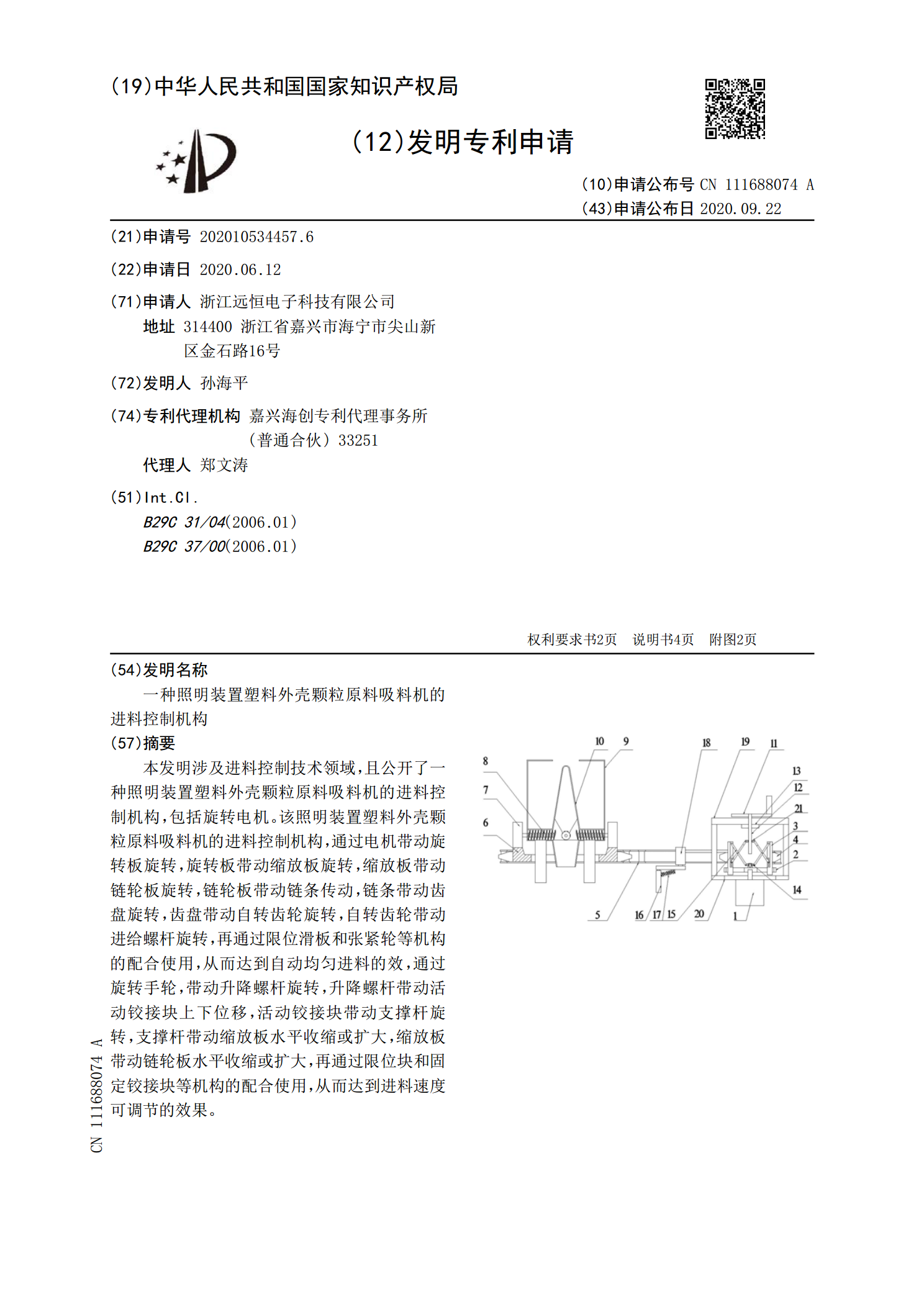
本发明涉及进料控制技术领域,且公开了一种照明装置塑料外壳颗粒原料吸料机的进料控制机构,包括旋转电机。该照明装置塑料外壳颗粒原料吸料机的进料控制机构,通过电机带动旋转板旋转,旋转板带动缩放板旋转,缩放板带动链轮板旋转,链轮板带动链条传动,链条带动齿盘旋转,齿盘带动自转齿轮旋转,自转齿轮带动进给螺杆旋转,再通过限位滑板和张紧轮等机构的配合使用,从而达到自动均匀进料的效,通过旋转手轮,带动升降螺杆旋转,升降螺杆带动活动铰接块上下位移,活动铰接块带动支撑杆旋转,支撑杆带动缩放板水平收缩或扩大,缩放板带动链轮板水平