
一种用于模内传递的连续模落料装置.pdf

猫巷****奕声


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于模内传递的连续模落料装置.pdf
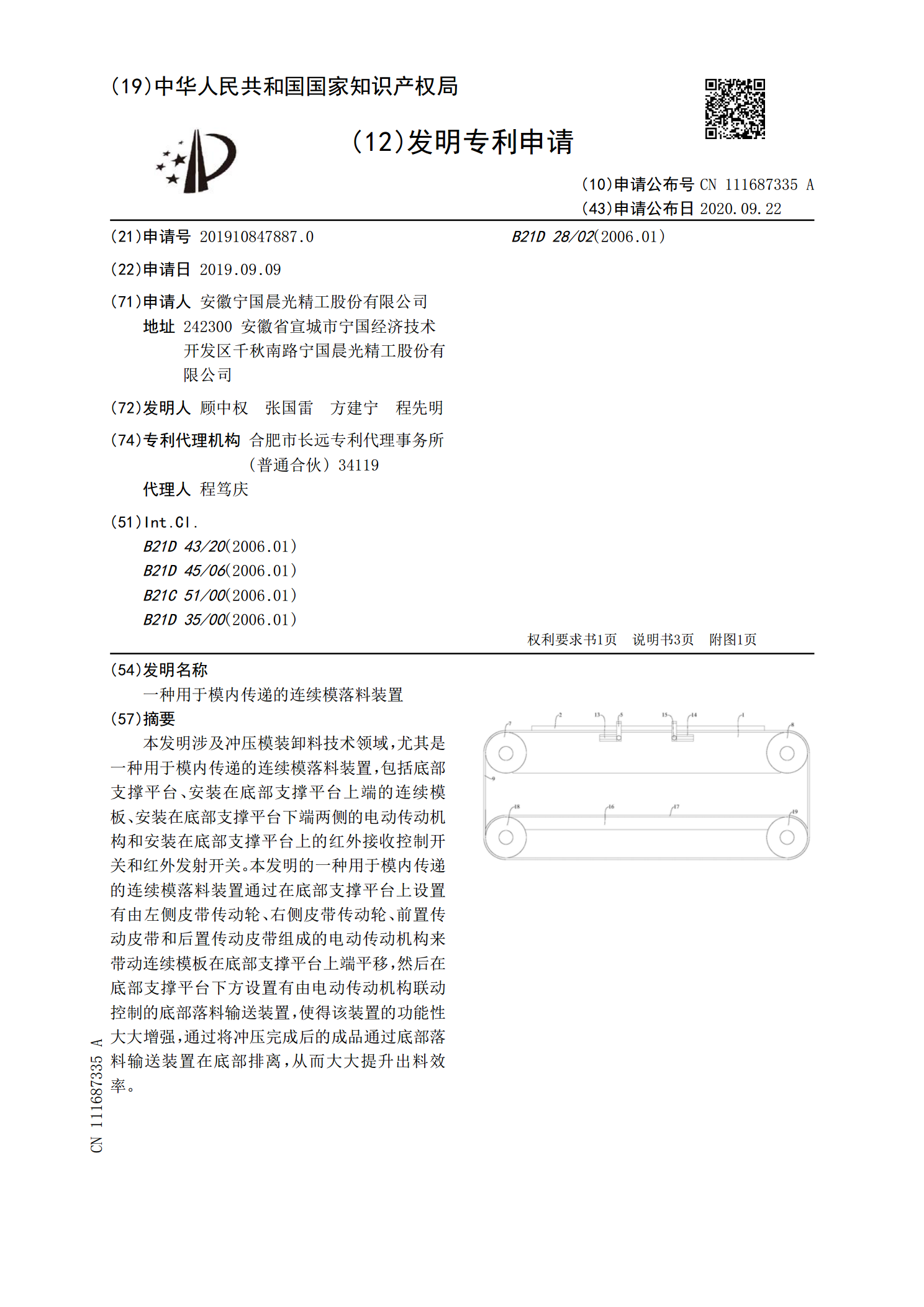
本发明涉及冲压模装卸料技术领域,尤其是一种用于模内传递的连续模落料装置,包括底部支撑平台、安装在底部支撑平台上端的连续模板、安装在底部支撑平台下端两侧的电动传动机构和安装在底部支撑平台上的红外接收控制开关和红外发射开关。本发明的一种用于模内传递的连续模落料装置通过在底部支撑平台上设置有由左侧皮带传动轮、右侧皮带传动轮、前置传动皮带和后置传动皮带组成的电动传动机构来带动连续模板在底部支撑平台上端平移,然后在底部支撑平台下方设置有由电动传动机构联动控制的底部落料输送装置,使得该装置的功能性大大增强,通过将冲压
一种连续深拉伸步进冲压模下拉式内切落料装置.pdf
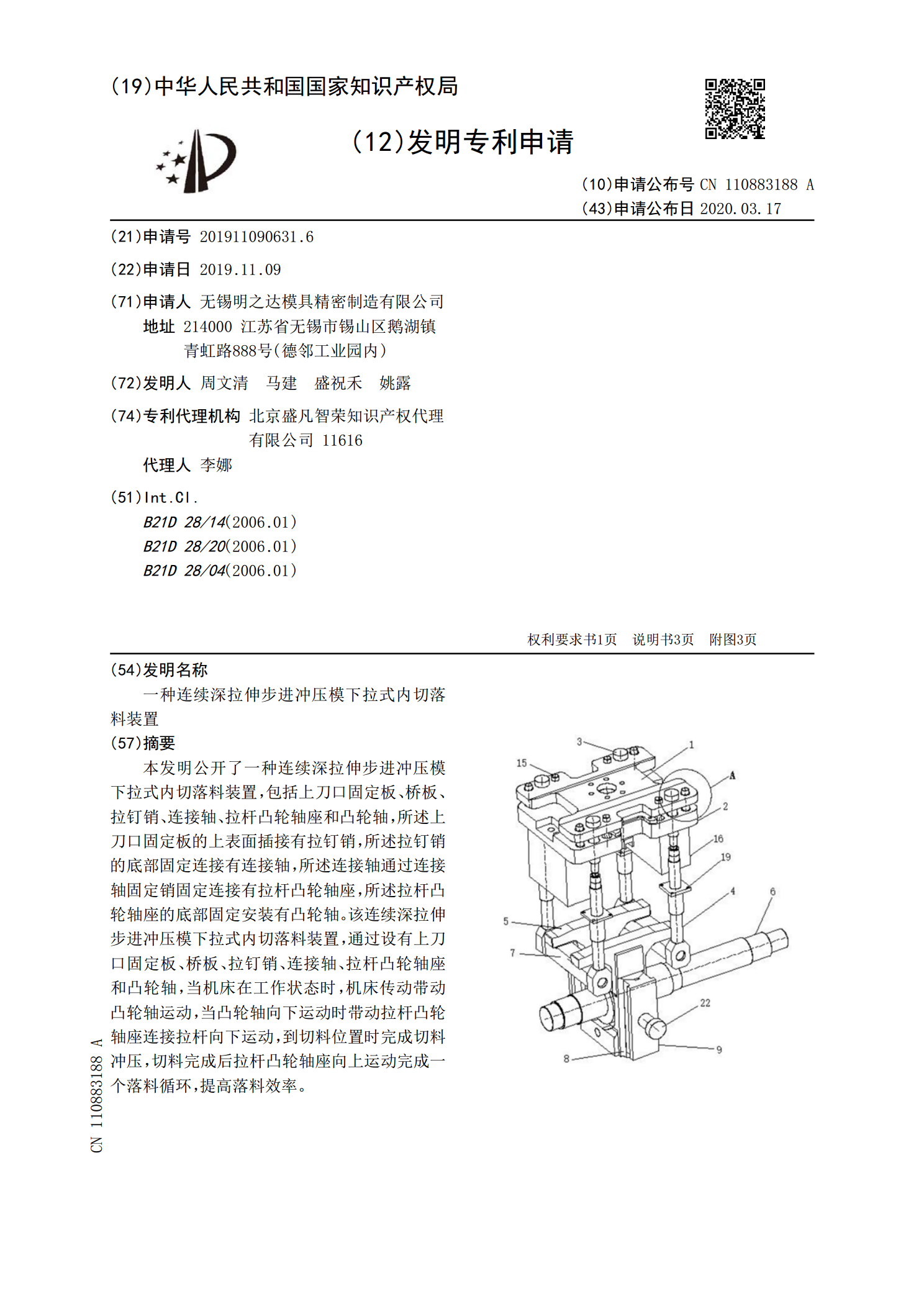
本发明公开了一种连续深拉伸步进冲压模下拉式内切落料装置,包括上刀口固定板、桥板、拉钉销、连接轴、拉杆凸轮轴座和凸轮轴,所述上刀口固定板的上表面插接有拉钉销,所述拉钉销的底部固定连接有连接轴,所述连接轴通过连接轴固定销固定连接有拉杆凸轮轴座,所述拉杆凸轮轴座的底部固定安装有凸轮轴。该连续深拉伸步进冲压模下拉式内切落料装置,通过设有上刀口固定板、桥板、拉钉销、连接轴、拉杆凸轮轴座和凸轮轴,当机床在工作状态时,机床传动带动凸轮轴运动,当凸轮轴向下运动时带动拉杆凸轮轴座连接拉杆向下运动,到切料位置时完成切料冲压,

垫片冲孔落料连续模.docx
冲压模具设计说明书一、课题名称:垫片冲孔落料连续模二、设计要求:1.主要内容(1)编制冲压工艺(2)设计模具(分析、计算、装配图、非标零件图)(3)编制模具主要零件制造工艺(4)分析估算工时,确定完成工期(5)核算成本,报价(6)编写全套设计制造说明书2.基本要求:(1)分析计算全面,图纸表达准确;(2)工艺水平规程制定,力求符合实际;(3)必要的数据须进行市场调查;(4)分析核算工期、成本,着重于过程。3.课题某定单,方形垫片,结构如图所示,材料紫铜,t=1.0mm。精度要求为IT14。三、主要内容1、

冲孔落料连续模设计.docx
摘要连续模,又称为多工位连续模、级进模、跳步模,它是在一副模具内,按所加工的工件分为若干等距离的工位,在每个工位上设置一个或几个基本冲压工序,来完成冲压工件某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎样复杂,冲压工序怎样多,均可用一副级进模冲制完成。本设计为冲孔、落料两工位级进冲裁模。首先,分析工件的尺寸及精度要求等个方面的信息和要求

一种落料模导向夹紧装置.pdf
本发明公开了一种落料模导向夹紧装置,包括固定件,其上固定有滑动件;活动件,与所述滑动件滑动连接;推动件,两端分别与固定件和活动件固定连接,推动活动件做远离固定件的滑动;滚轮,固定在活动件上,随着活动件的移动靠近或远离进入开卷落料模的坯料;限位件,固定在滑动件上用于限制活动件的滑动行程。与现有技术相比,本发明提供的落料模导向夹紧装置,将推动件安装在活动件内部,使用限位件对活动件进行限位,保证了滚轮夹紧导向的稳定性,能够更加稳定的对胚料进行夹紧导向。