
用于精拉内齿的拉刀及内齿圈成型方法.pdf

一只****懿呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于精拉内齿的拉刀及内齿圈成型方法.pdf
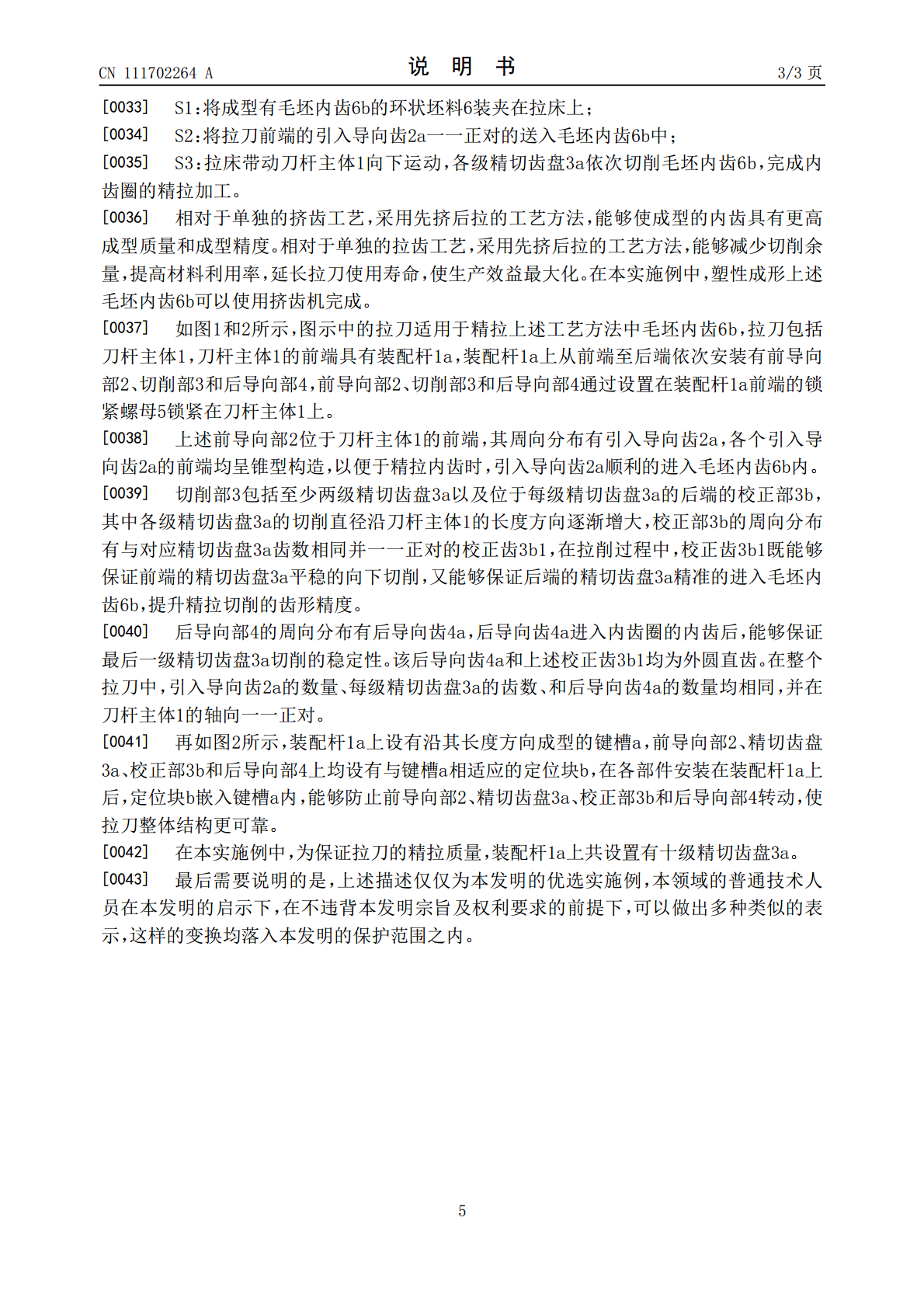
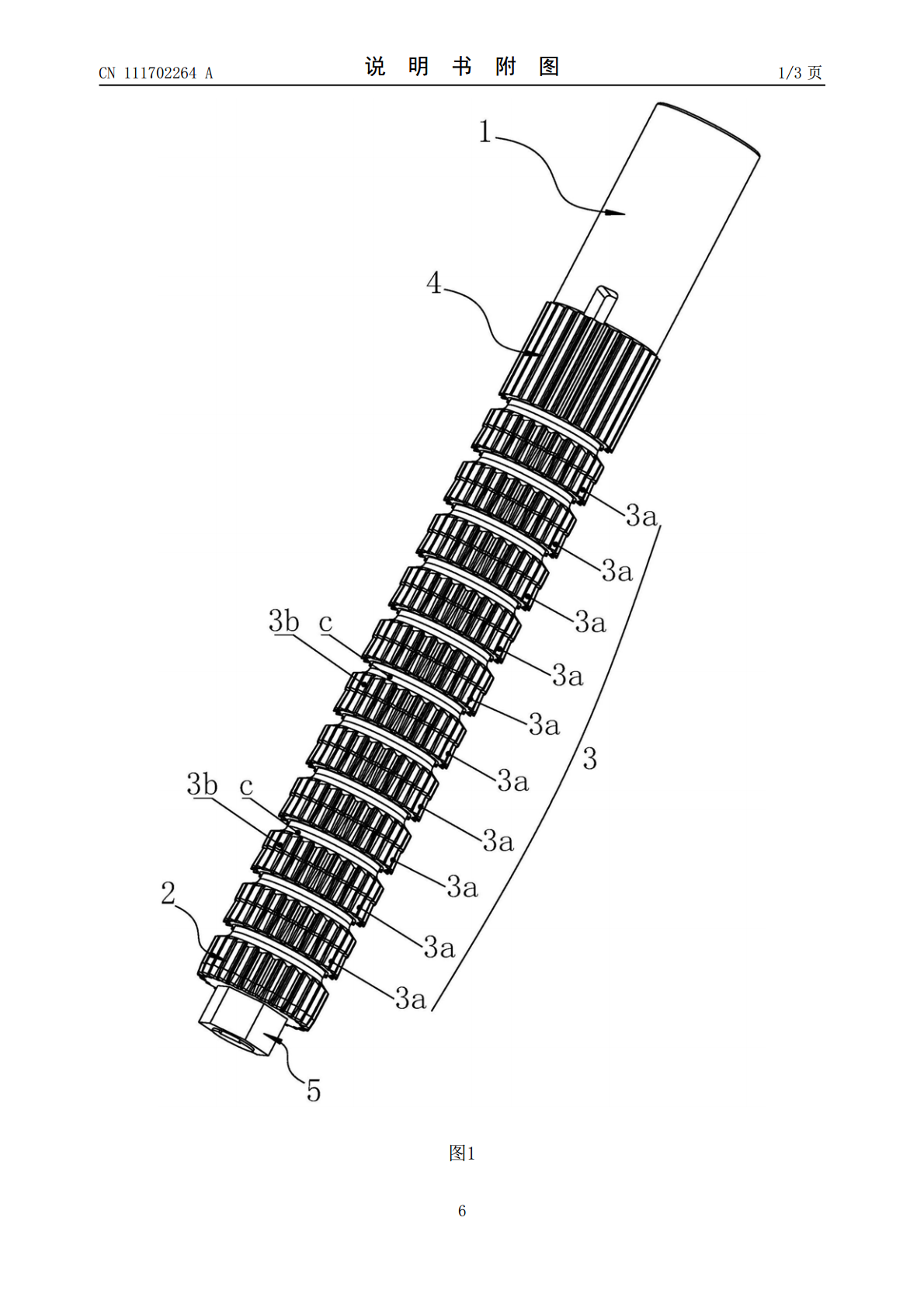
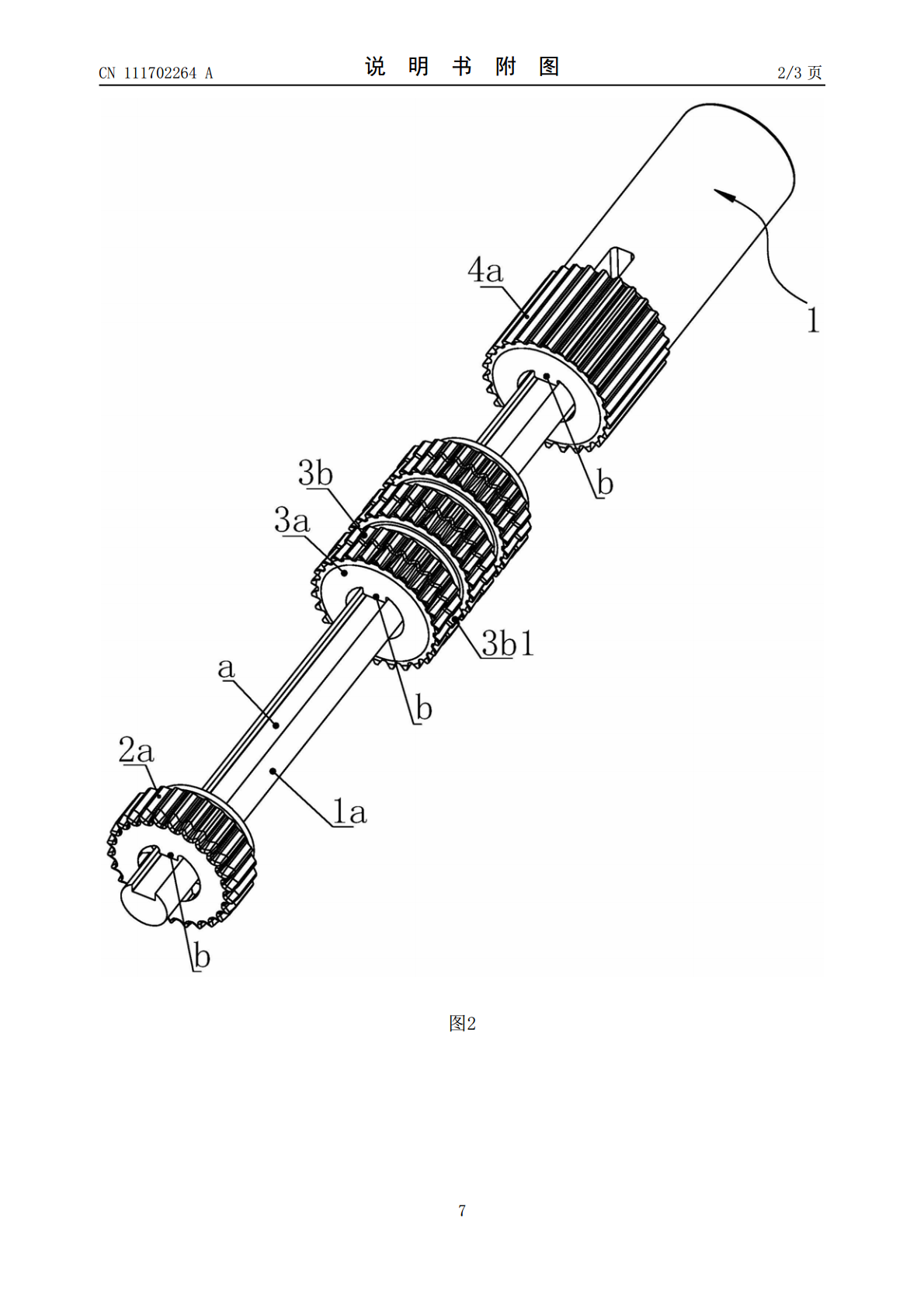
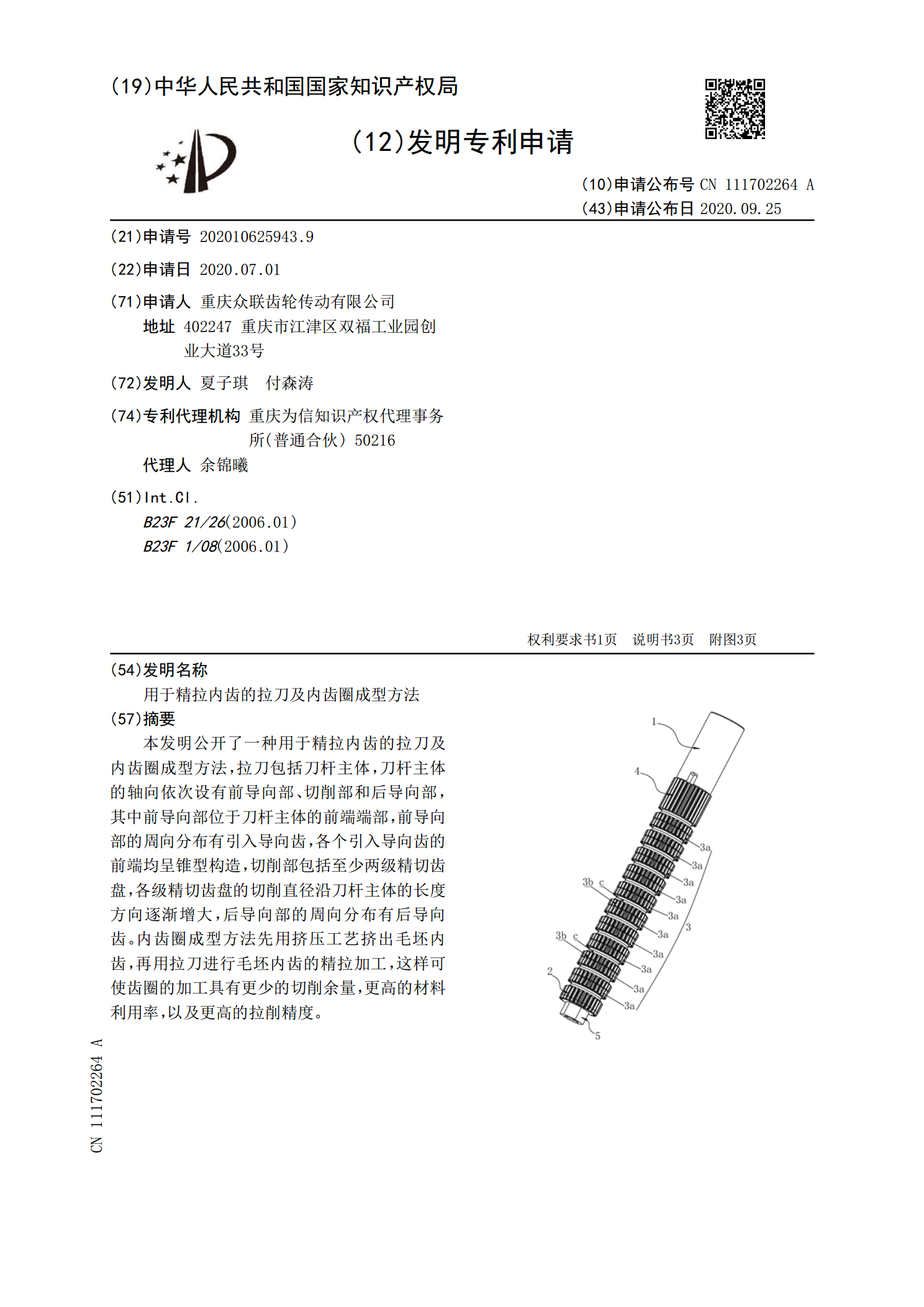
本发明公开了一种用于精拉内齿的拉刀及内齿圈成型方法,拉刀包括刀杆主体,刀杆主体的轴向依次设有前导向部、切削部和后导向部,其中前导向部位于刀杆主体的前端端部,前导向部的周向分布有引入导向齿,各个引入导向齿的前端均呈锥型构造,切削部包括至少两级精切齿盘,各级精切齿盘的切削直径沿刀杆主体的长度方向逐渐增大,后导向部的周向分布有后导向齿。内齿圈成型方法先用挤压工艺挤出毛坯内齿,再用拉刀进行毛坯内齿的精拉加工,这样可使齿圈的加工具有更少的切削余量,更高的材料利用率,以及更高的拉削精度。

螺旋内齿圈拉刀精切齿磨削方法研究.docx
螺旋内齿圈拉刀精切齿磨削方法研究螺旋内齿圈拉刀精切齿磨削方法研究摘要:随着工业发展,螺旋内齿圈广泛应用于机械传动领域。而螺旋内齿圈的拉刀精切齿磨削方法对于保证齿轮传动的精度和可靠性具有重要作用。本论文通过文献综述和实验研究方法,研究了螺旋内齿圈拉刀精切齿磨削的原理,提出了一种改进的齿磨削方法,并对该方法进行了实验验证。结果表明,该方法可以提高螺旋内齿圈的齿轮传动精度和可靠性,有着一定的应用价值和推广意义。关键词:螺旋内齿圈;拉刀;精切齿磨削;齿轮传动精度1.引言螺旋内齿圈是一种常用的齿轮传动装置,具有传动
一种螺旋内齿圈拉刀精切段切削齿的磨削加工方法.pdf
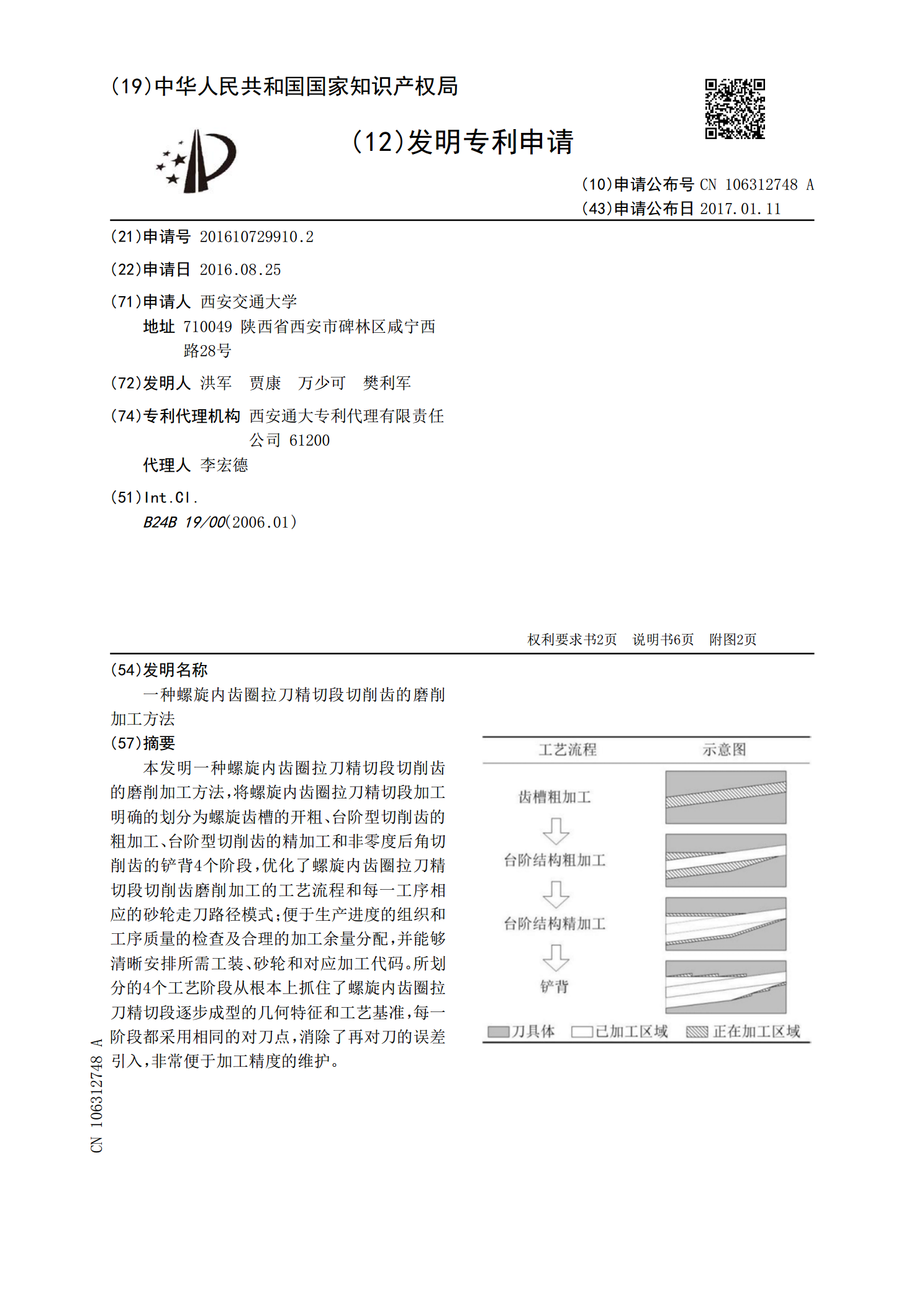
本发明一种螺旋内齿圈拉刀精切段切削齿的磨削加工方法,将螺旋内齿圈拉刀精切段加工明确的划分为螺旋齿槽的开粗、台阶型切削齿的粗加工、台阶型切削齿的精加工和非零度后角切削齿的铲背4个阶段,优化了螺旋内齿圈拉刀精切段切削齿磨削加工的工艺流程和每一工序相应的砂轮走刀路径模式;便于生产进度的组织和工序质量的检查及合理的加工余量分配,并能够清晰安排所需工装、砂轮和对应加工代码。所划分的4个工艺阶段从根本上抓住了螺旋内齿圈拉刀精切段逐步成型的几何特征和工艺基准,每一阶段都采用相同的对刀点,消除了再对刀的误差引入,非常便于

一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法.pdf
本发明一种螺旋内齿圈拉刀切削齿的磨削砂轮进刀控制方法,能够实现对刀的自动设置,切削齿位置的精确定位。其包括步骤1,建立螺旋内齿圈拉刀切削齿的定位模式;步骤2,在建立的定位模式基础上确定切削齿的位置相对于第一头第一齿的坐标位置;步骤3,对磨削砂轮的进刀进行控制;从对刀点开始,根据由步骤2确定当前切削齿的坐标位置,完成当前切削齿的加工;然后沿着齿槽螺旋轨迹向后移动一个齿的位置,至到当前齿槽中的所有切削齿完成加工;砂轮按照螺旋容屑槽的旋转方向,切换到相邻的齿槽,完成当前容屑槽的加工;砂轮按照螺旋容屑槽的旋转方向
一种螺旋内齿圈拉刀粗切段切削齿的磨削加工方法.pdf
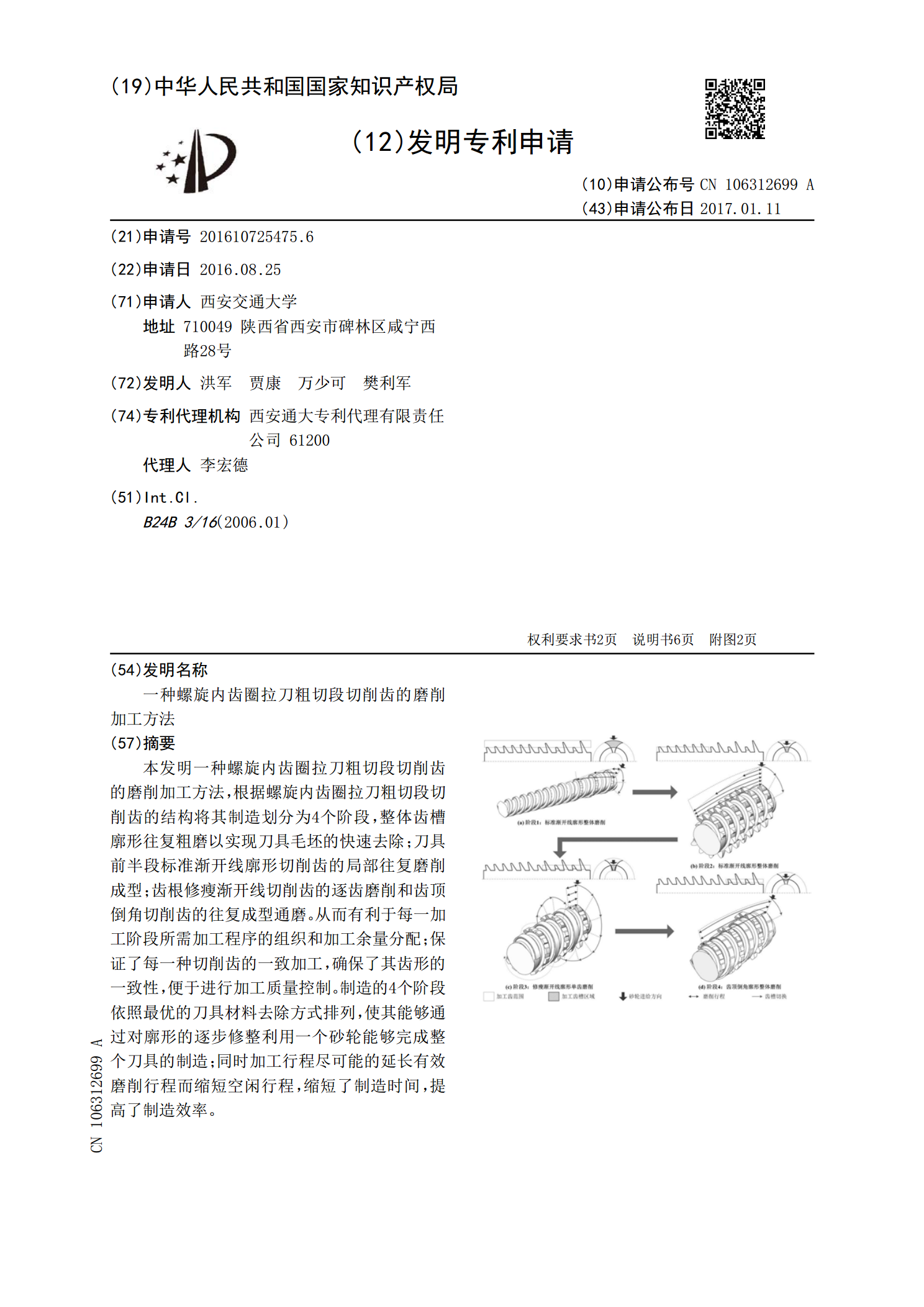
本发明一种螺旋内齿圈拉刀粗切段切削齿的磨削加工方法,根据螺旋内齿圈拉刀粗切段切削齿的结构将其制造划分为4个阶段,整体齿槽廓形往复粗磨以实现刀具毛坯的快速去除;刀具前半段标准渐开线廓形切削齿的局部往复磨削成型;齿根修瘦渐开线切削齿的逐齿磨削和齿顶倒角切削齿的往复成型通磨。从而有利于每一加工阶段所需加工程序的组织和加工余量分配;保证了每一种切削齿的一致加工,确保了其齿形的一致性,便于进行加工质量控制。制造的4个阶段依照最优的刀具材料去除方式排列,使其能够通过对廓形的逐步修整利用一个砂轮能够完成整个刀具的制造;