
一种横切机的送料装置.pdf

书生****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种横切机的送料装置.pdf
本发明提供一种横切机的送料装置,属于横切机配件技术领域,该横切机的送料装置包括安装架,安装架内侧壁的一侧固定安装有固料轴,固料轴的上方固定安装有转轴,安装架内侧壁的中部固定安装有第一转动轮,第一转动轮的上方固定安装有第二转动轮,安装架的一侧固定安装有传动滚轴,该横切机的送料装置,通过第一固定螺栓,第一螺纹杆和第一螺母的配合设置,通过第一螺母的旋转可以控制传动滚轴的上下移动,以调整三个传动滚轴之间的角度,从而使得进入传送带的原料的规整度,通过第二固定螺栓,第二螺纹杆和第二螺母的设置,通过第二螺母的旋转可以控

一种打牌机送料装置.pdf
本发明公开了一种打牌机送料装置。其解决钢带人工送料存在工人劳动强度大、安全性差、钢带易弯折造成产品偏差的问题。其冲压机构与裁切机构分别装配在工作台上,编码模具装配在冲压机构上,钢带卷绕在料轮上,钢带的自由端由料轮引出并穿经编码模具延伸至裁切机构中,特点是:在冲压机构与裁切机构之间设有拉料机构和限位机构;拉料机构包括拉料座和至少一对拉料轮,拉料轮相对转动支撑在拉料座上,钢带夹持在拉料轮之间且由拉料轮进行拉动;限位机构包括限位座和限位盖,在限位座上开设贯通的限位槽,钢带经过该限位槽,限位盖经活动组件装配在限位

一种喷漆机的送料装置.pdf
本发明公开了一种喷漆机的送料装置,包括机架、安装在机架上的两条支撑梁,两条支撑梁上分别设有导轨,导轨上设有移动底座,移动底座与拉动装置相连,其上端设有支撑架,移动底座与支撑架之间设有升降装置,在机架中间设有一组支承座,其中一边或者两边设有旋转装置,夹具固定在旋转装置的旋转轴上,物料放置在两边的支撑架上,拉动装置拉动移动底座使之带着物料往中间移动,然后通过升降装置使物料放置到夹具上,在进行喷漆加工的过程中,再根据加工的要求旋转调节物料的角度,加工完后支撑架通过升降装置将物料从夹具中取下,再运送出去,使用方便

一种辅助送料装置及卧式收料机.pdf
本发明公开了一种辅助送料装置及卧式收料机,辅助送料装置包括支撑架、安装座体、水平驱动机构及设置于安装座体上的带式输送机构;安装座体滑动安装在支撑架上;带式输送机构中的输送带与安装座体的一侧壁之间形成有输送料道;安装座体上设有用于向输送料道内垂直立于水平面的料带吹气、使其与输送带贴合的吹气结构;安装座体上设有料带夹紧结构,料带伸出安装座体后,料带夹紧结构用于与停止输送的输送带配合夹紧料带;在水平驱动机构的驱动下、安装座体及被夹紧的料带同时向下游的收料工位运动。卧式收料机包括料带输送装置、辅助送料装置和与收料
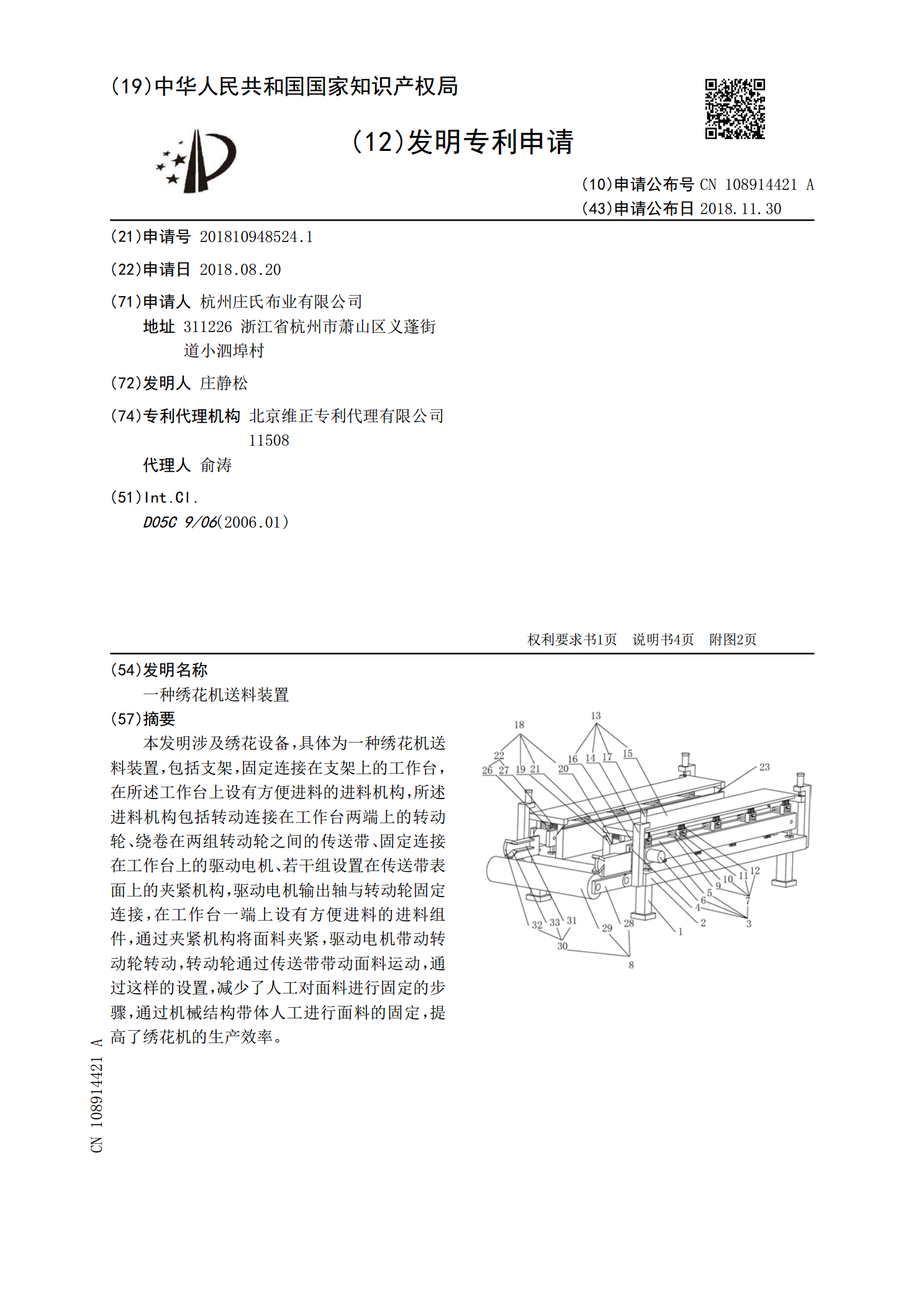
一种绣花机送料装置.pdf
本发明涉及绣花设备,具体为一种绣花机送料装置,包括支架,固定连接在支架上的工作台,在所述工作台上设有方便进料的进料机构,所述进料机构包括转动连接在工作台两端上的转动轮、绕卷在两组转动轮之间的传送带、固定连接在工作台上的驱动电机、若干组设置在传送带表面上的夹紧机构,驱动电机输出轴与转动轮固定连接,在工作台一端上设有方便进料的进料组件,通过夹紧机构将面料夹紧,驱动电机带动转动轮转动,转动轮通过传送带带动面料运动,通过这样的设置,减少了人工对面料进行固定的步骤,通过机械结构带体人工进行面料的固定,提高了绣花机的