
车削超硬材料刀具及其刃磨方法.pdf

雨星****萌娃

1/8
2/8

3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车削超硬材料刀具及其刃磨方法.pdf
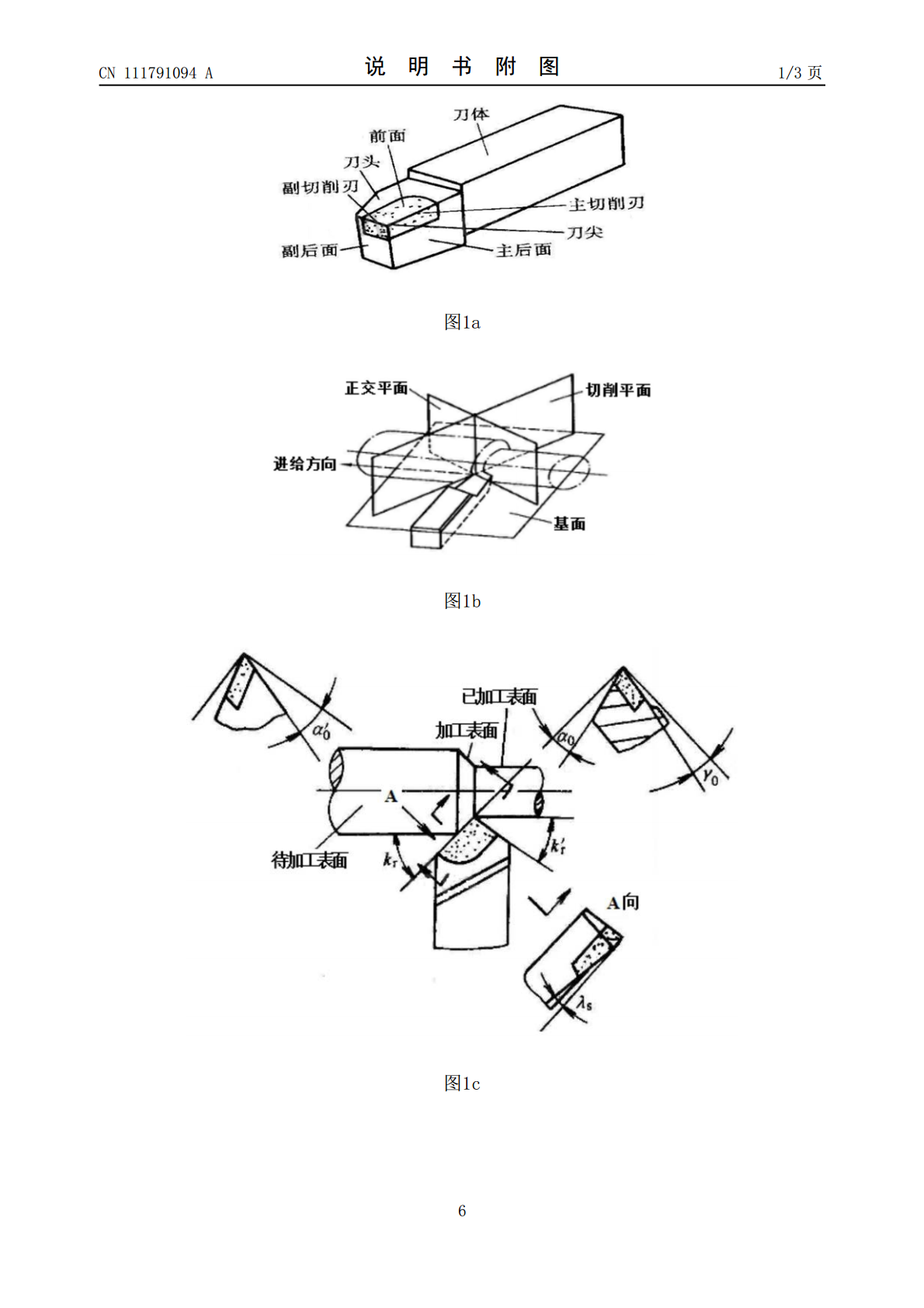
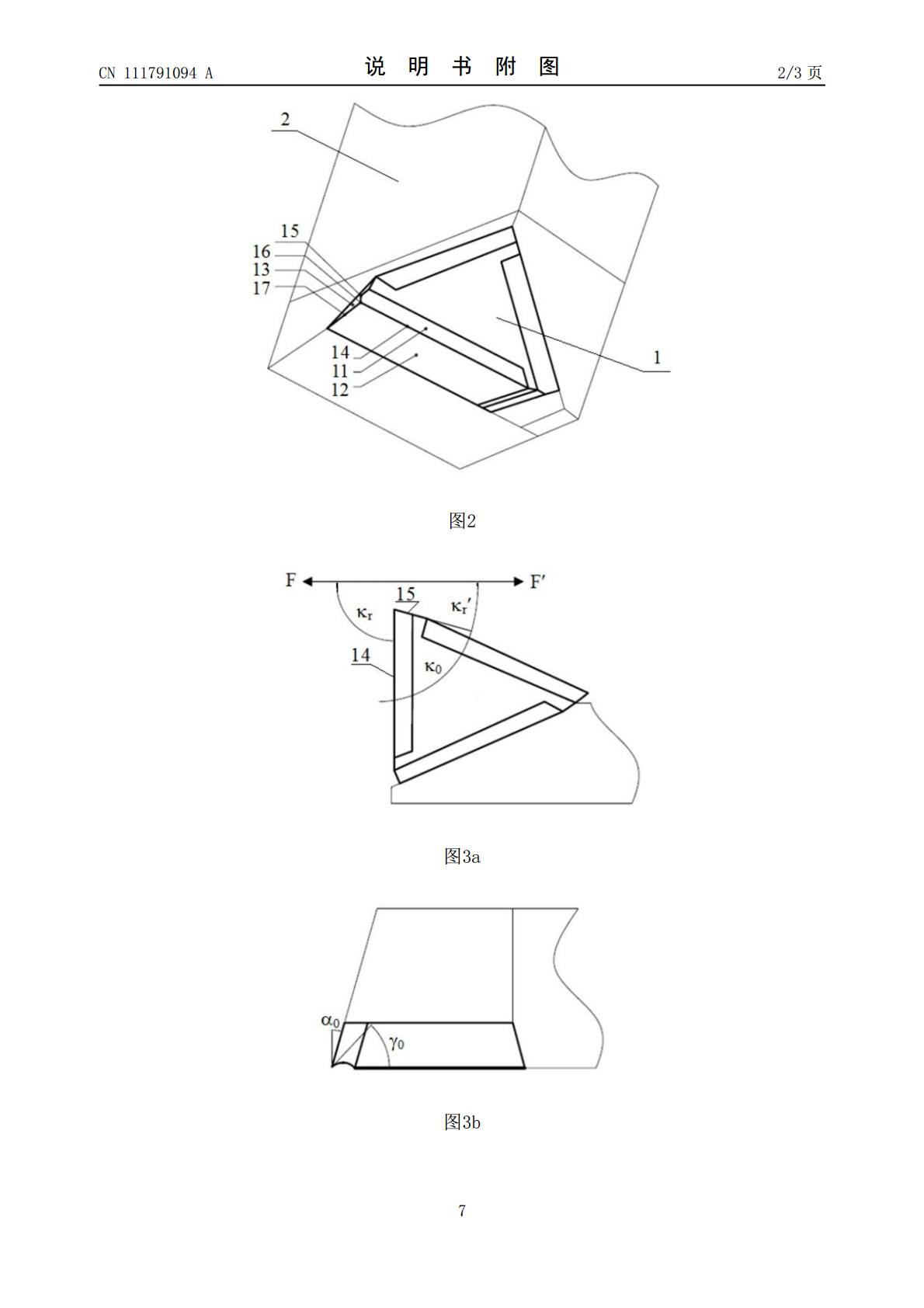
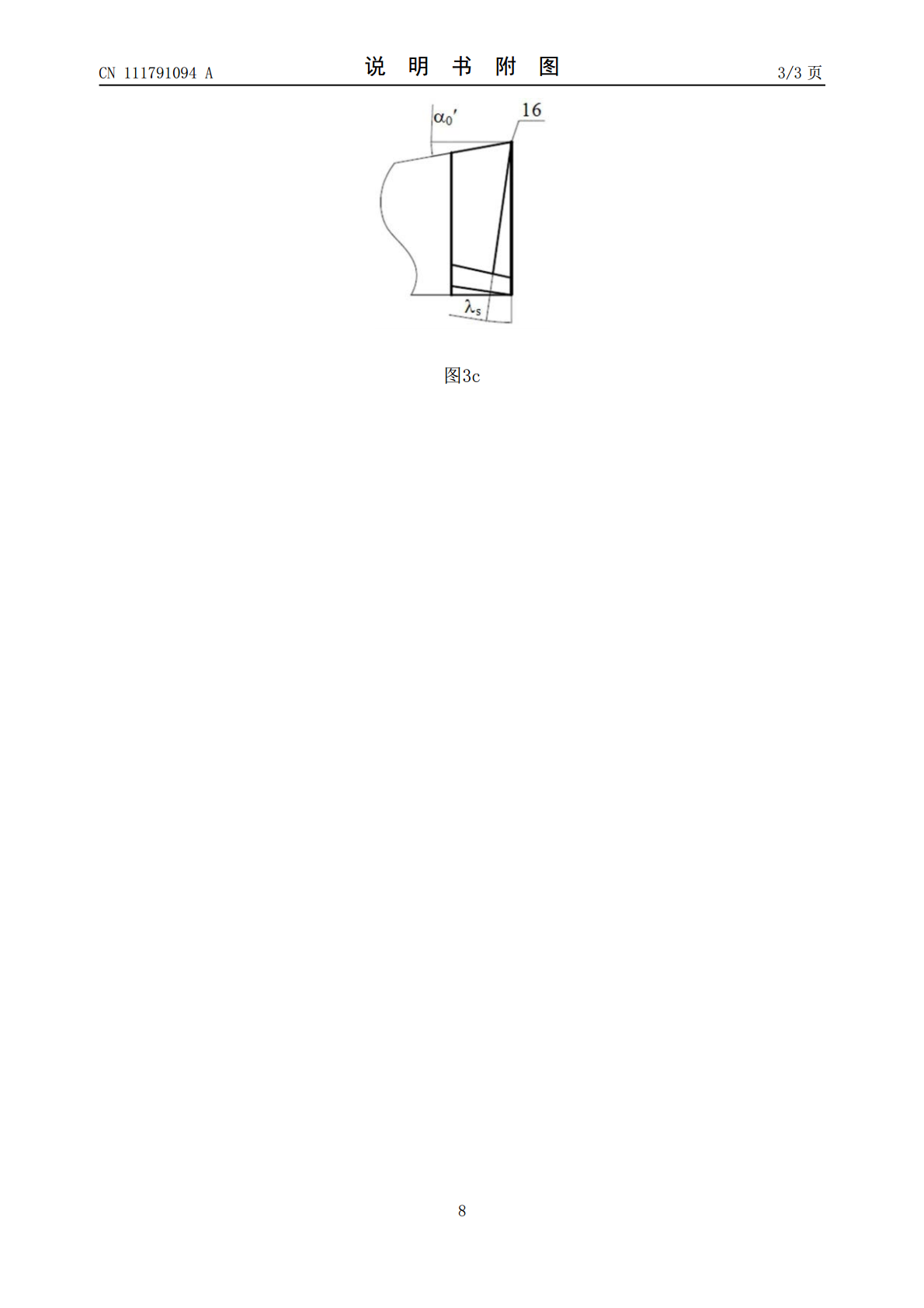
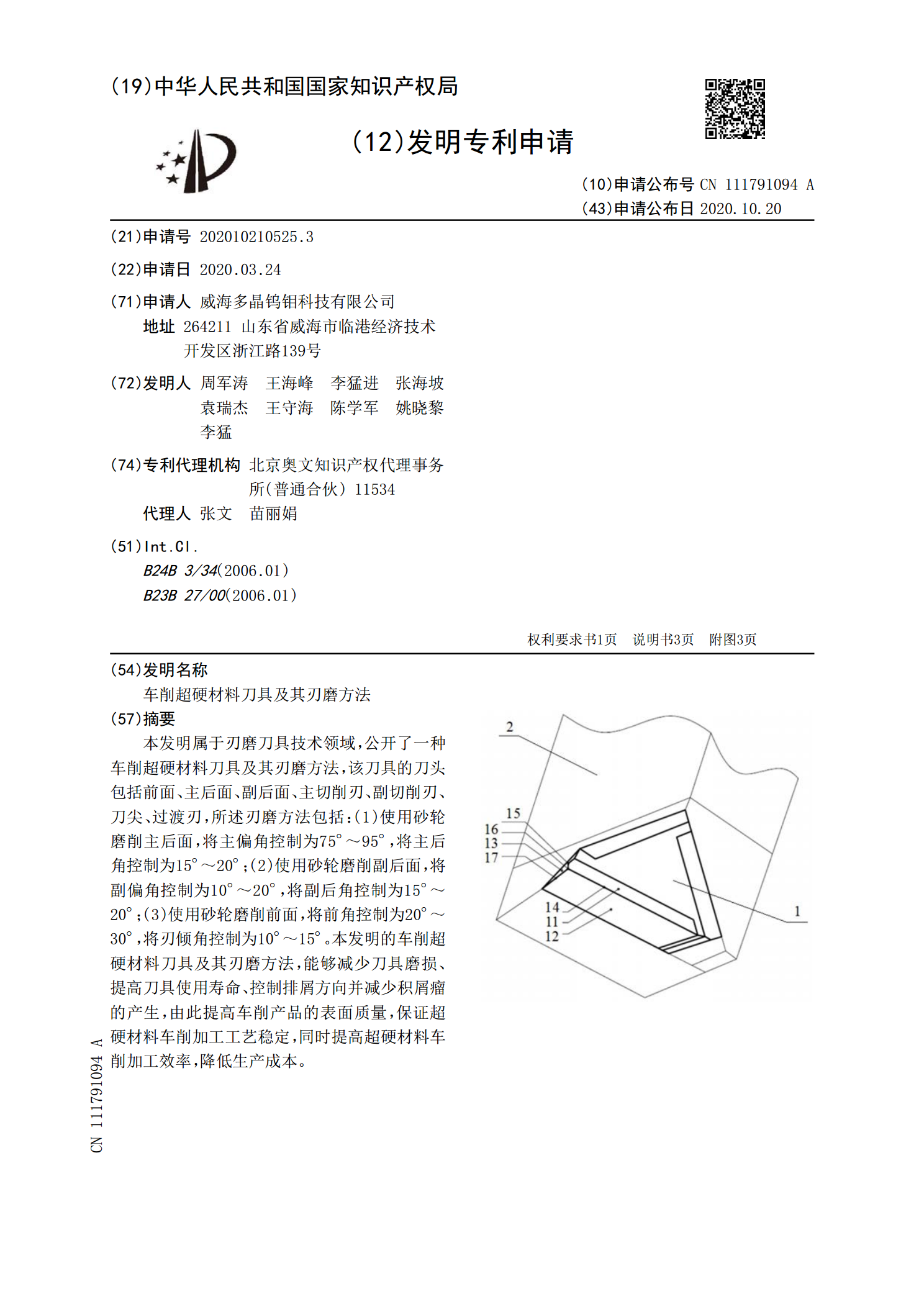
本发明属于刃磨刀具技术领域,公开了一种车削超硬材料刀具及其刃磨方法,该刀具的刀头包括前面、主后面、副后面、主切削刃、副切削刃、刀尖、过渡刃,所述刃磨方法包括:(1)使用砂轮磨削主后面,将主偏角控制为75°~95°,将主后角控制为15°~20°;(2)使用砂轮磨削副后面,将副偏角控制为10°~20°,将副后角控制为15°~20°;(3)使用砂轮磨削前面,将前角控制为20°~30°,将刃倾角控制为10°~15°。本发明的车削超硬材料刀具及其刃磨方法,能够减少刀具磨损、提高刀具使用寿命、控制排屑方向并减少积屑瘤

基于单片机的超硬刀具刃磨设备的数控改造的中期报告.docx
基于单片机的超硬刀具刃磨设备的数控改造的中期报告(注:以下报告中的设备和方案仅为示例,具体的设备和方案需要根据实际情况进行选择和设计)一、项目简介本项目是基于单片机的超硬刀具刃磨设备的数控改造,旨在提高设备的生产效率和加工质量,减少人工操作和人为误差。改造后的设备将能够实现自动切削深度、切削速度、进给速度等参数的控制,能够精确地刃磨各种复杂的曲面和轮廓刀具,具有重要的应用价值。二、方案设计1.硬件设计(1)控制系统:采用单片机作为主控制器,具有高性能、低功耗、小体积的优点,可以实现快速响应、高精度的控制。

刀具的数控刃磨加工方法.docx
刀具的数控刃磨加工方法刀具的数控刃磨加工方法摘要:刃磨是一种重要的刀具加工工艺,可以有效地提高刀具的切削性能和使用寿命。随着数控技术的发展,数控刃磨成为了刀具行业的主要加工方式之一。本文以数控刃磨加工方法为主题,探讨了数控刃磨的基本概念和流程,并介绍了常见的数控刃磨设备和刃磨参数优化方法。通过论文的研究,可以帮助读者更好地理解数控刃磨的原理和应用,进而提高刀具的加工质量。关键词:刀具,数控刃磨,刃磨加工方法,切削性能,使用寿命一、引言随着制造业的不断发展,刀具在各个行业的应用越来越广泛。刀具的切削性能和使

超硬材料刀具车削ZrO2陶瓷涂层的试验研究.pptx
汇报人:目录PARTONEPARTTWOZrO2陶瓷涂层的应用领域ZrO2陶瓷涂层加工的难点研究目的与意义PARTTHREE超硬材料刀具的定义与分类超硬材料刀具的特点与优势超硬材料刀具的应用领域PARTFOURZrO2陶瓷涂层的物理与化学特性ZrO2陶瓷涂层加工的难点分析ZrO2陶瓷涂层加工的国内外研究现状PARTFIVE试验设备与材料试验方法与步骤试验结果与分析结果对比与讨论PARTSIX研究结论研究不足与展望对未来研究的建议THANKYOU

超硬刀具及其应用.docx
超硬刀具及其应用超硬刀具及其应用摘要:超硬刀具是一种具有高硬度和耐磨性能的切削工具材料,广泛建筑行业和制造业中得到了广泛的应用。本文将对超硬刀具的概念、特点和分类进行介绍,并探讨其在切削加工行业中的应用。同时,还将对超硬刀具的优势和限制进行分析,并对其未来发展做出展望。一、概念和特点超硬刀具是一种由超硬材料制成的切削工具,其主要特点是具有高硬度和耐磨性能。超硬材料主要包括金刚石、刚玉和立方氮化硼等材料,这些材料的硬度远高于常规的金属材料,因此能够在高压、高温和高速切削条件下保持较长的切削寿命。二、分类和用