
文献翻译关于防窜焊接滚轮架的发展现状.doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

文献翻译-关于防窜焊接滚轮架的发展现状.doc
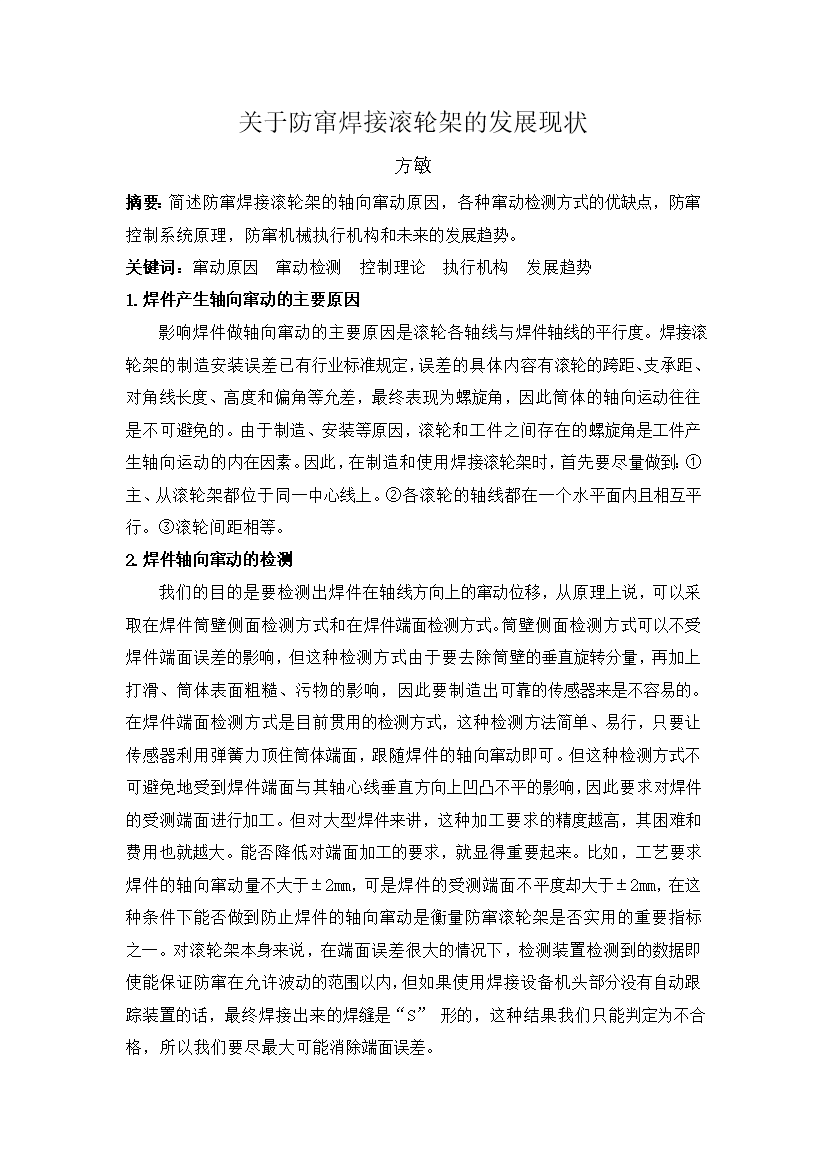
关于防窜焊接滚轮架的发展现状方敏摘要:简述防窜焊接滚轮架的轴向窜动原因,各种窜动检测方式的优缺点,防窜控制系统原理,防窜机械执行机构和未来的发展趋势。关键词:窜动原因窜动检测控制理论执行机构发展趋势1.焊件产生轴向窜动的主要原因影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。焊接滚轮架的制造安装误差已有行业标准规定,误差的具体内容有滚轮的跨距、支承距、对角线长度、高度和偏角等允差,最终表现为螺旋角,因此筒体的轴向运动往往是不可避免的。由于制造、安装等原因,滚轮和工件之间存在的螺旋角是工件产生轴

文献翻译关于防窜焊接滚轮架的发展现状.doc
关于防窜焊接滚轮架的发展现状方敏摘要:简述防窜焊接滚轮架的轴向窜动原因,各种窜动检测方式的优缺点,防窜控制系统原理,防窜机械执行机构和未来的发展趋势。关键词:窜动原因窜动检测控制理论执行机构发展趋势1.焊件产生轴向窜动的主要原因影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。焊接滚轮架的制造安装误差已有行业标准规定,误差的具体内容有滚轮的跨距、支承距、对角线长度、高度和偏角等允差,最终表现为螺旋角,因此筒体的轴向运动往往是不可避免的。由于制造、安装等原因,滚轮和工件之间存在的螺旋角是工件产生轴

文献翻译-关于防窜焊接滚轮架的发展现状.doc
关于防窜焊接滚轮架的发展现状方敏摘要:简述防窜焊接滚轮架的轴向窜动原因,各种窜动检测方式的优缺点,防窜控制系统原理,防窜机械执行机构和未来的发展趋势。关键词:窜动原因窜动检测控制理论执行机构发展趋势1.焊件产生轴向窜动的主要原因影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。焊接滚轮架的制造安装误差已有行业标准规定,误差的具体内容有滚轮的跨距、支承距、对角线长度、高度和偏角等允差,最终表现为螺旋角,因此筒体的轴向运动往往是不可避免的。由于制造、安装等原因,滚轮和工件之间存在的螺旋角是工件产生轴

文献翻译-关于防窜焊接滚轮架的发展现状.doc
关于防窜焊接滚轮架的发展现状方敏摘要:简述防窜焊接滚轮架的轴向窜动原因,各种窜动检测方式的优缺点,防窜控制系统原理,防窜机械执行机构和未来的发展趋势。关键词:窜动原因窜动检测控制理论执行机构发展趋势1.焊件产生轴向窜动的主要原因影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。焊接滚轮架的制造安装误差已有行业标准规定,误差的具体内容有滚轮的跨距、支承距、对角线长度、高度和偏角等允差,最终表现为螺旋角,因此筒体的轴向运动往往是不可避免的。由于制造、安装等原因,滚轮和工件之间存在的螺旋角是工件产生轴
文献翻译-关于防窜焊接滚轮架的发展现状.doc
关于防窜焊接滚轮架的发展现状方敏摘要:简述防窜焊接滚轮架的轴向窜动原因,各种窜动检测方式的优缺点,防窜控制系统原理,防窜机械执行机构和未来的发展趋势。关键词:窜动原因窜动检测控制理论执行机构发展趋势1.焊件产生轴向窜动的主要原因影响焊件做轴向窜动的主要原因是滚轮各轴线与焊件轴线的平行度。焊接滚轮架的制造安装误差已有行业标准规定,误差的具体内容有滚轮的跨距、支承距、对角线长度、高度和偏角等允差,最终表现为螺旋角,因此筒体的轴向运动往往是不可避免的。由于制造、安装等原因,滚轮和工件之间存在的螺旋角是工件产生轴