
零件打磨装置.pdf

Th****s3


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
零件打磨装置.pdf
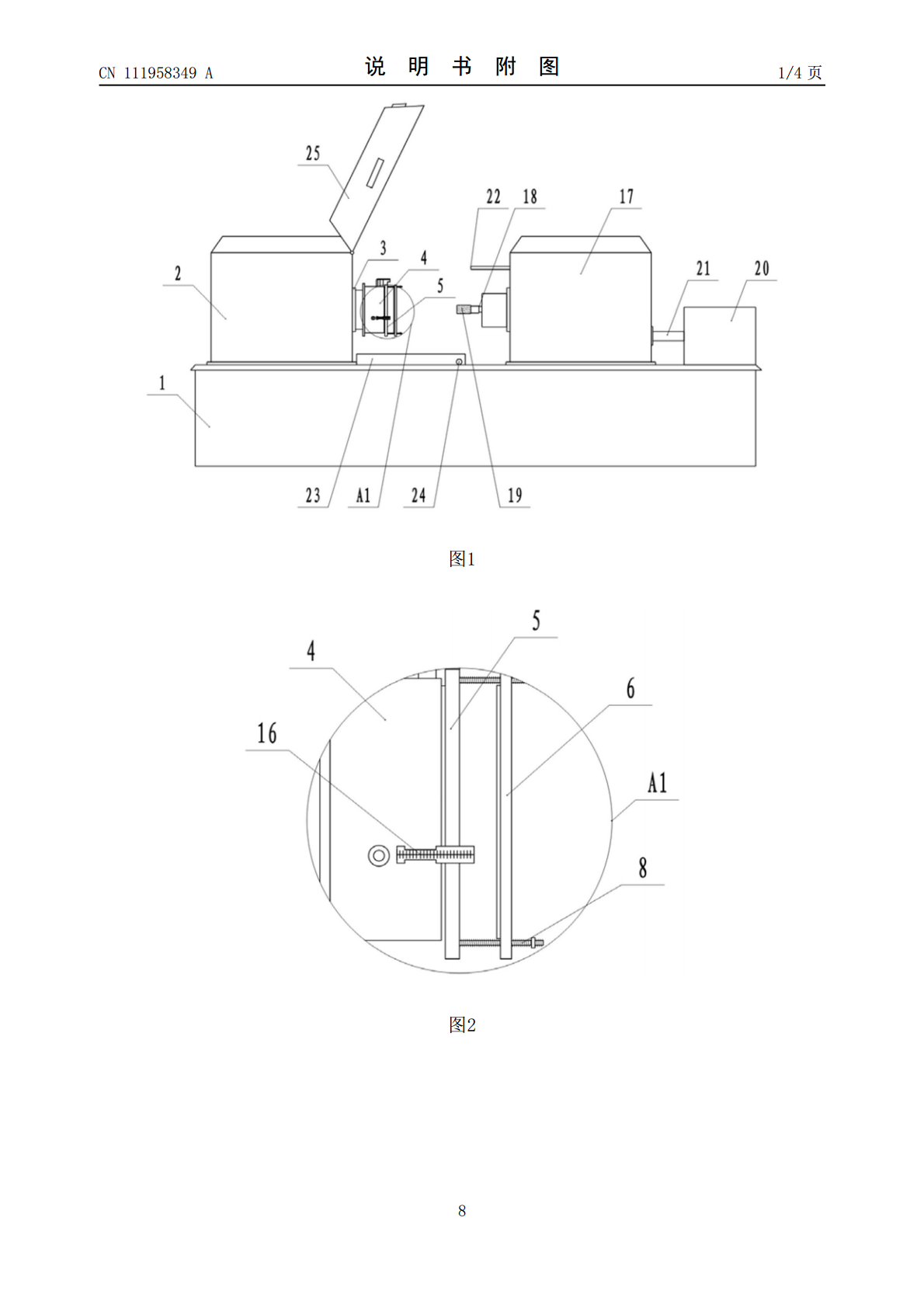
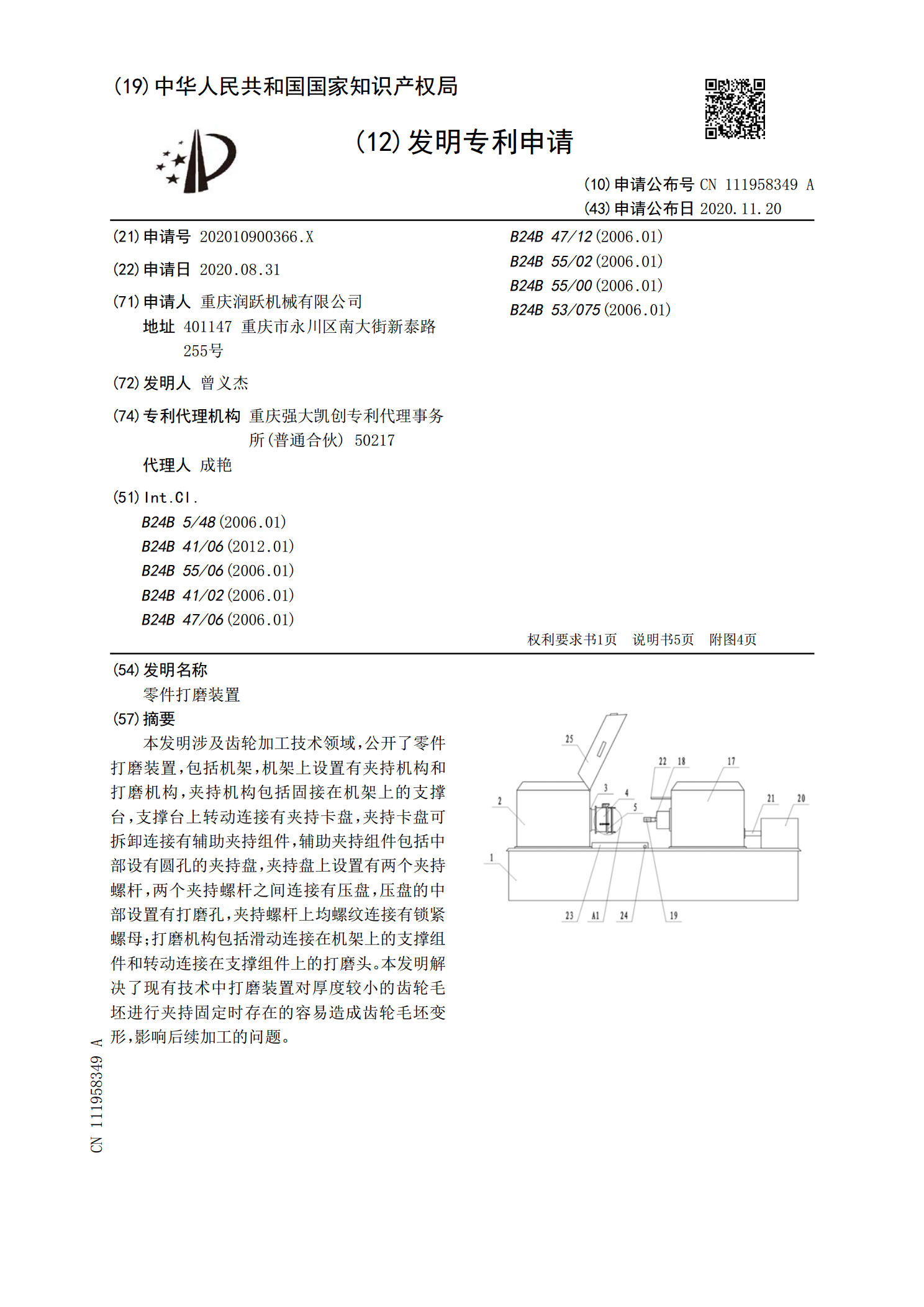
本发明涉及齿轮加工技术领域,公开了零件打磨装置,包括机架,机架上设置有夹持机构和打磨机构,夹持机构包括固接在机架上的支撑台,支撑台上转动连接有夹持卡盘,夹持卡盘可拆卸连接有辅助夹持组件,辅助夹持组件包括中部设有圆孔的夹持盘,夹持盘上设置有两个夹持螺杆,两个夹持螺杆之间连接有压盘,压盘的中部设置有打磨孔,夹持螺杆上均螺纹连接有锁紧螺母;打磨机构包括滑动连接在机架上的支撑组件和转动连接在支撑组件上的打磨头。本发明解决了现有技术中打磨装置对厚度较小的齿轮毛坯进行夹持固定时存在的容易造成齿轮毛坯变形,影响后续加工

铸造零件打磨装置.pdf
本发明申请属于打磨设备技术领域,具体公开了一种铸造零件打磨装置,包括支撑架,所述支撑架上设有箱体,所述箱体内设有前排辊轮和后排辊轮,前排辊轮和后排辊轮均包括多个辊轮,所述前排辊轮和后排辊轮相错位,所述辊轮中部沿周向向内凹陷,所述前排辊轮、后排辊轮下端分别连接有前排皮带轮、后排皮带轮,所述前排皮带轮和后排皮带轮位于箱体外,所述前排皮带轮由第一电机通过驱动,所述后排皮带轮由第二电机通过皮带驱动,所述第一电机和第二电机相对转动,所述箱体内放满沙子,所述箱体一侧设有进料口,另一侧设有出料口。本方案主要用于铸造零件

机械零件打磨装置.pdf
本发明公开了一种机械零件打磨装置,包括基座,所述基座的顶端设有若干支柱,若干所述支柱的顶端连接有水平设置的操作台,所述操作台内设有上料机构,且所述操作台的顶端两侧分别设有对称设置的支撑臂,所述支撑臂相靠近一侧内设有滑腔。有益效果:通过第二旋转电机配合传动轮作用下的输料带,便于物料的上料,而第一挡板在螺旋杆配合螺旋块作用下的便于对于物料的卡位,另外,伸缩气缸配合打磨板便于磨块进行竖直方向的移动,而第一旋转电机作用下的旋转杆配合滑动杆,便于滑动板配合磨块进行水平方向的移动,使得打磨效果高,操作简便,能适应不同

零件端部打磨装置.pdf
本发明涉及机械加工设备技术领域,具体是一种零件端部打磨装置,包括加工台、支座甲、支座乙、驱动机构、零件的夹持机构和打磨机构;夹持机构包括壁上均设有空腔的圆筒甲和圆筒乙,及分别固定于圆筒甲和圆筒乙内壁上且与空腔连通的气囊甲和气囊乙;鼓气机构包括缸体,缸体内滑动连接有活塞,活塞固定连接活塞杆;驱动机构包括依次固定连接的电机、蜗杆和旋转轴,蜗杆驱动活塞杆运动;打磨机构包括打磨轮甲和打磨轮乙,所述打磨轮甲固定在圆筒甲内的旋转轴端部上,所述打磨轮乙固定在圆筒乙内。本发明通过使气囊甲和气囊乙交替膨胀来夹持零件,从而能
汽车零件打磨装置.pdf
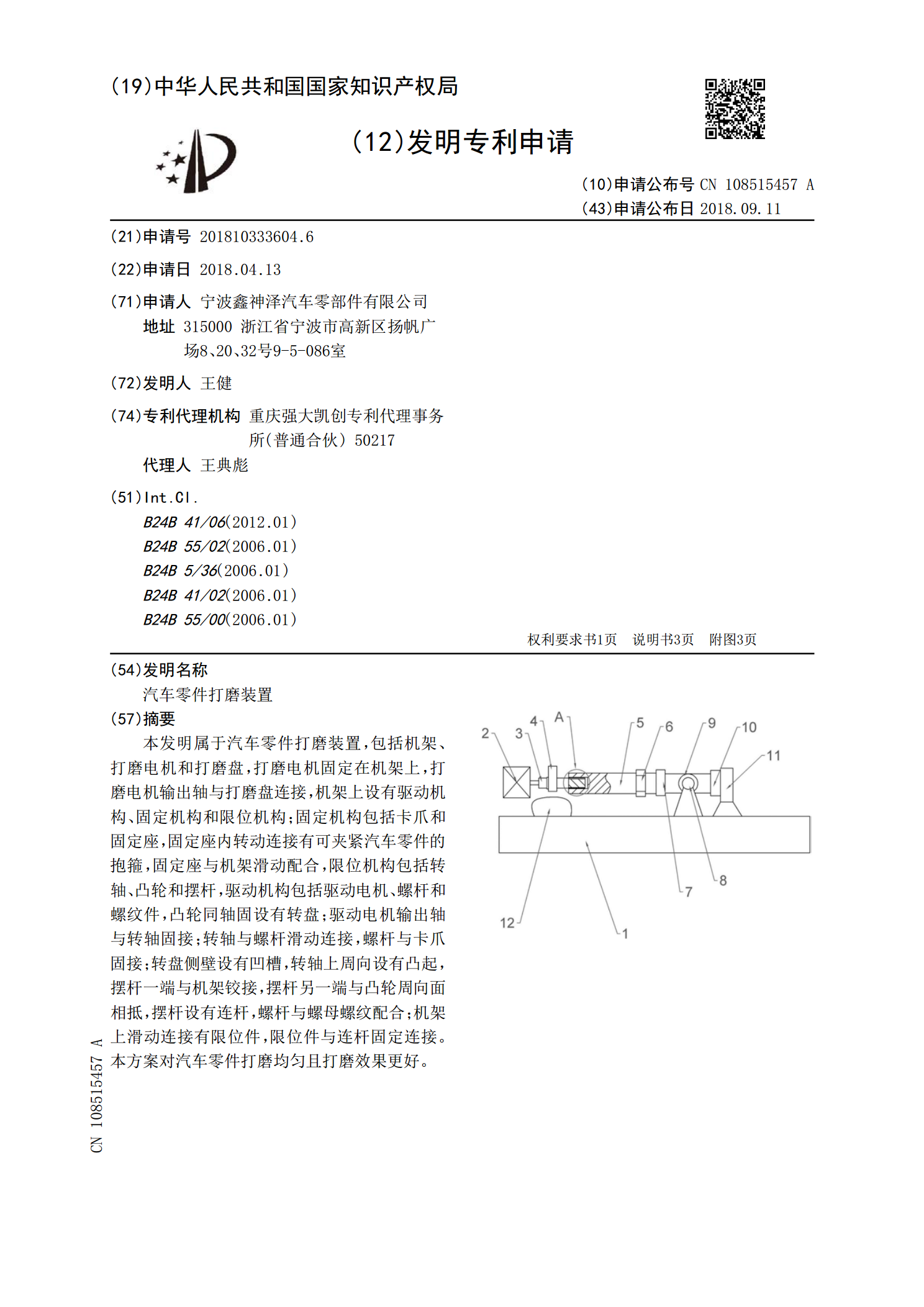
本发明属于汽车零件打磨装置,包括机架、打磨电机和打磨盘,打磨电机固定在机架上,打磨电机输出轴与打磨盘连接,机架上设有驱动机构、固定机构和限位机构;固定机构包括卡爪和固定座,固定座内转动连接有可夹紧汽车零件的抱箍,固定座与机架滑动配合,限位机构包括转轴、凸轮和摆杆,驱动机构包括驱动电机、螺杆和螺纹件,凸轮同轴固设有转盘;驱动电机输出轴与转轴固接;转轴与螺杆滑动连接,螺杆与卡爪固接;转盘侧壁设有凹槽,转轴上周向设有凸起,摆杆一端与机架铰接,摆杆另一端与凸轮周向面相抵,摆杆设有连杆,螺杆与螺母螺纹配合;机架上滑