
SIEMENS 840D系统在NAXOS大小头磨床改造中的应用.pdf

qw****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
SIEMENS 840D系统在NAXOS大小头磨床改造中的应用.pdf
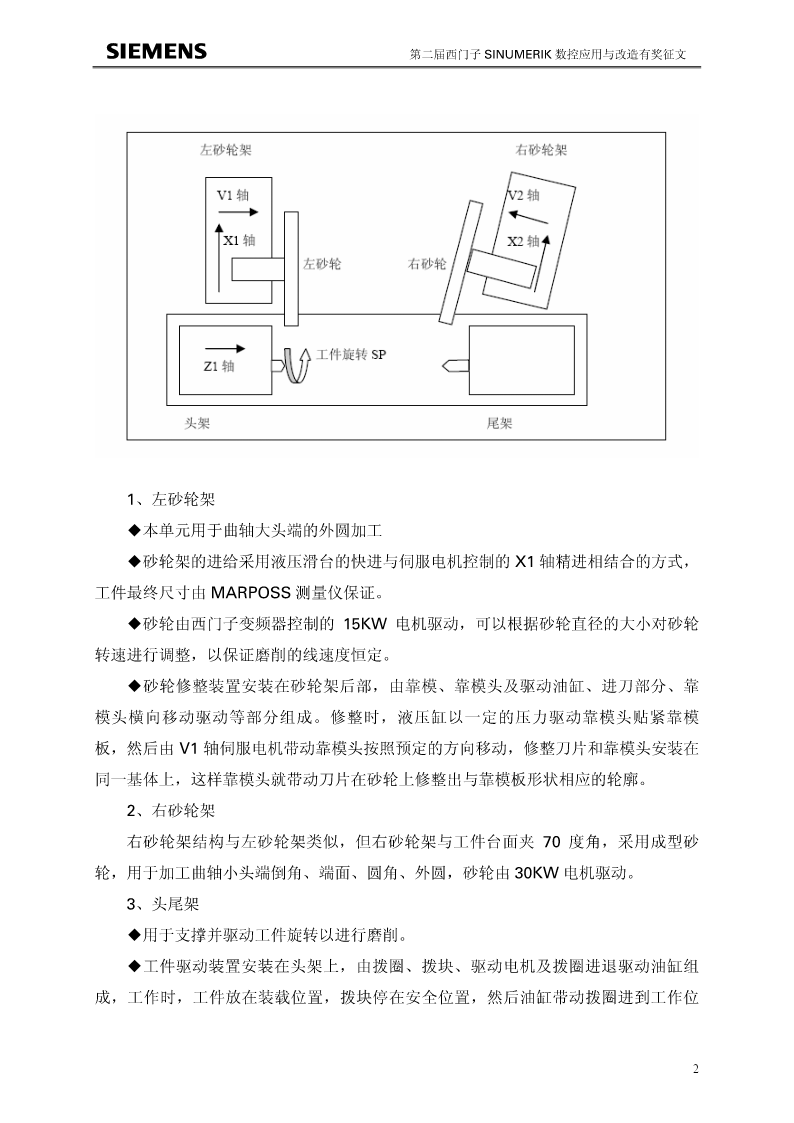
s第二届西门子SINUMERIK数控应用与改造有奖征文SIEMENS840D系统在NAXOS大小头磨床改造中的应用刘昌杰王洋天润曲轴有限公司【摘要】本文介绍SIEMENS840D数控系统在NAXOS大小头磨床改造中的应用,其中主要阐述了机床工作原理、系统的硬件配置、软件编程思路及该磨床改造过程中的通道同步、磨削过程控制、砂轮恒线速控制等问题的解决方法【关键词】840D系统、通道同步、MARPOSSP5测量仪、删余程、恒线速、NAXOS磨床1、简介我公司有一台1985年出厂的德国NAXOS曲轴大小头磨床,该

西门子840D系统在曲轴磨床改造中的应用.docx
西门子840D系统在曲轴磨床改造中的应用引言曲轴是内燃机的重要零部件之一,其制造质量对内燃机的性能有着直接的影响。曲轴磨床是曲轴制造中必不可少的设备之一。随着数控技术的发展,曲轴磨床也不断得到了升级和改进。西门子840D系统是数控技术中比较成熟的一种,其在曲轴磨床改造中的应用越发广泛。本文将介绍西门子840D系统在曲轴磨床改造中的应用。1.西门子840D数控系统概述西门子公司开发的840D数控系统是一套高性能、功能完善、接口普遍的数控系统,它被广泛应用于各种数控设备中。840D数控系统采用模块化结构,可以

SIEMENS840D系统在双砂轮连杆磨床改造中的应用.doc
SIEMENS840D系统在双砂轮连杆磨床改造中的应用天润曲轴有限公司武刚吕秀丽文登高职许梅西门子工厂自动化工程有限公司丁保全【摘要】介绍SIEMENS840D系统在改造丰田双砂轮连杆磨床的硬件配置、系统设置、软件设计思路及改造中的主要特点和难点。【关键词】840D系统、丰田双砂轮磨床、PLC、双通道1、引言丰田双砂轮连杆磨床主要用于对曲轴连杆颈进行精加工的设备。该机床是一台80年代的进口数控磨床,原系统多为模拟量和仪表结合控制,故障率高,维修困难,系统备件价格昂贵并且不易购买。为保证生产,我们采用SIE

SIEMENS 840D系统在GS30型数控机床改造中的应用.docx
SIEMENS840D系统在GS30型数控机床改造中的应用SIEMENS840D系统在GS30型数控机床改造中的应用随着科技的不断发展与更新换代,数控机床已经成为了现代制造业的重要工具。在这些数控机床中,控制系统的重要性也愈加凸显。SIEMENS840D系统是一款高性能、高可靠性的数控系统。在GS30型数控机床的改造中,SIEMENS840D系统的应用为机床的性能、稳定性以及生产效率带来了极大的提升。一、GS30型数控机床的现状及改造需求GS30型数控机床是一种精密数控车床,它是1970年代中期引进的德国

西门子840D数控系统在立式磨床改造中的应用.docx
西门子840D数控系统在立式磨床改造中的应用摘要本论文研究了西门子840D数控系统在立式磨床改造中的应用。首先介绍了立式磨床的基本原理和结构特点,然后分析了立式磨床存在的问题及其改造的必要性。接着探讨了西门子840D数控系统的基本特点和优势,并阐述了它在立式磨床改造中的应用。最后,通过实际应用案例的介绍,证明了西门子840D数控系统在立式磨床改造中的应用是可行和有效的。关键字:立式磨床;改造;西门子840D数控系统;应用AbstractThispaperstudiestheapplicationofSie