
一种薄壁工件用装夹回转装置.pdf

志玉****爱啊


1/9

2/9

3/9

4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁工件用装夹回转装置.pdf
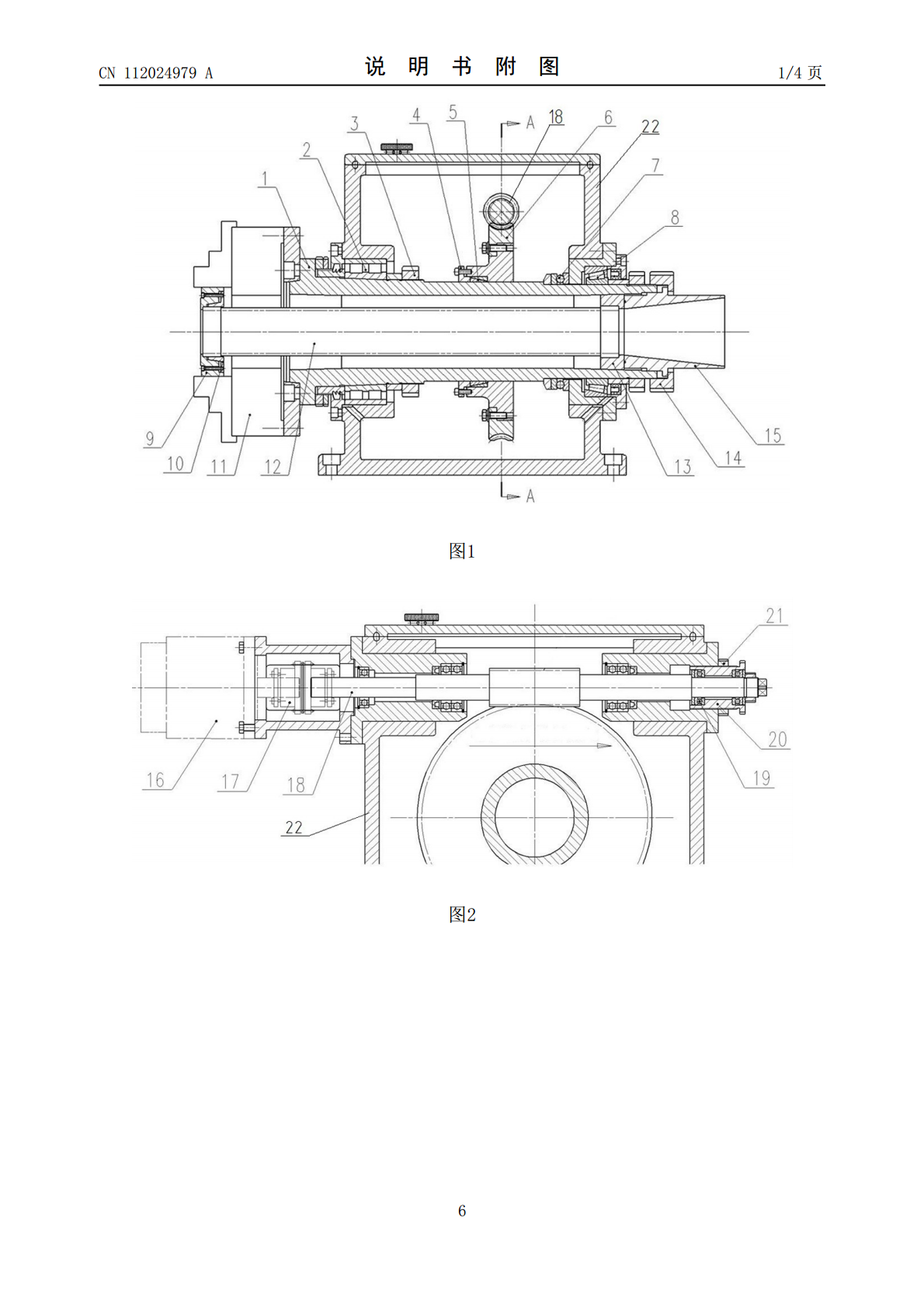
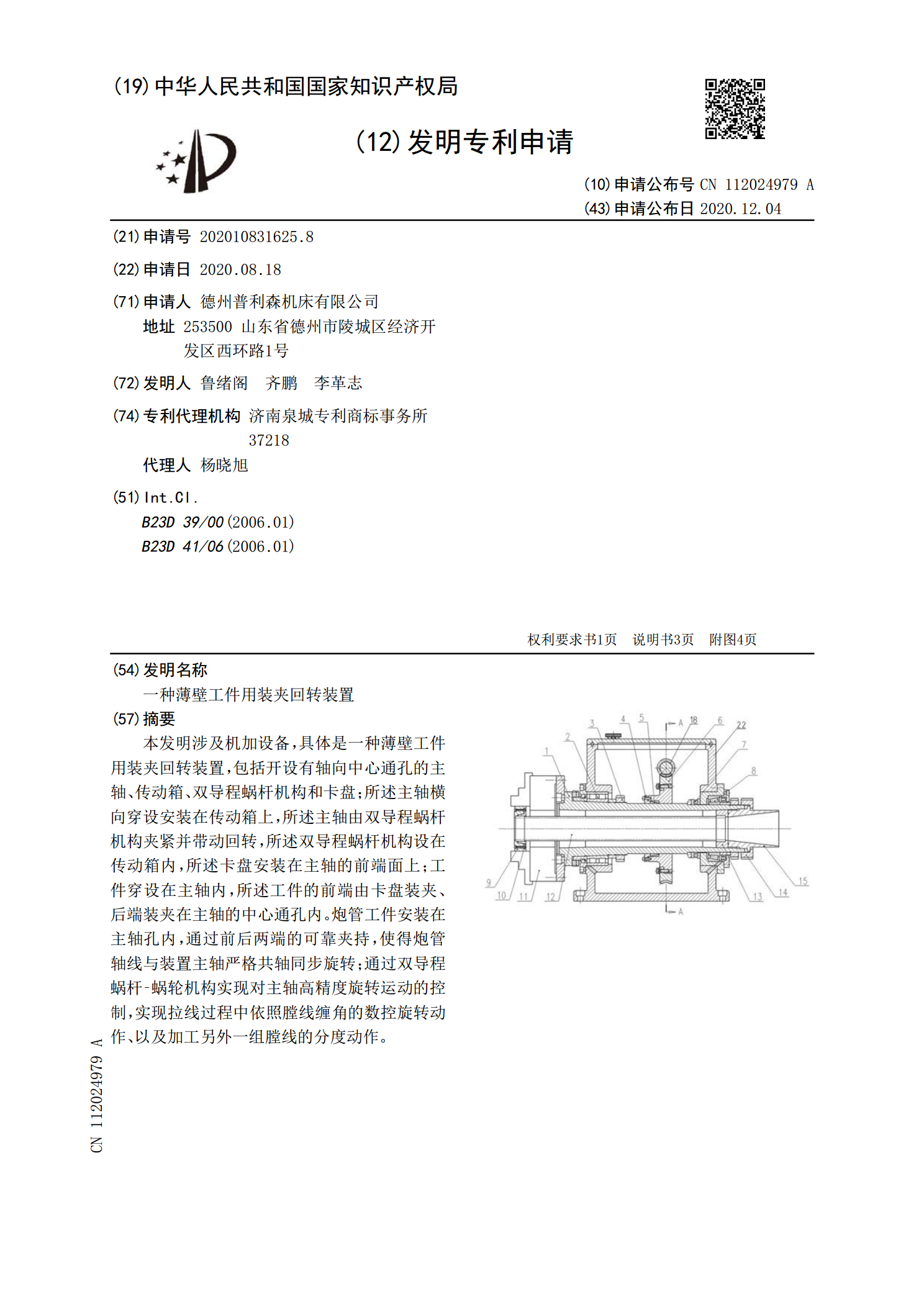
本发明涉及机加设备,具体是一种薄壁工件用装夹回转装置,包括开设有轴向中心通孔的主轴、传动箱、双导程蜗杆机构和卡盘;所述主轴横向穿设安装在传动箱上,所述主轴由双导程蜗杆机构夹紧并带动回转,所述双导程蜗杆机构设在传动箱内,所述卡盘安装在主轴的前端面上;工件穿设在主轴内,所述工件的前端由卡盘装夹、后端装夹在主轴的中心通孔内。炮管工件安装在主轴孔内,通过前后两端的可靠夹持,使得炮管轴线与装置主轴严格共轴同步旋转;通过双导程蜗杆‑蜗轮机构实现对主轴高精度旋转运动的控制,实现拉线过程中依照膛线缠角的数控旋转动作、以及
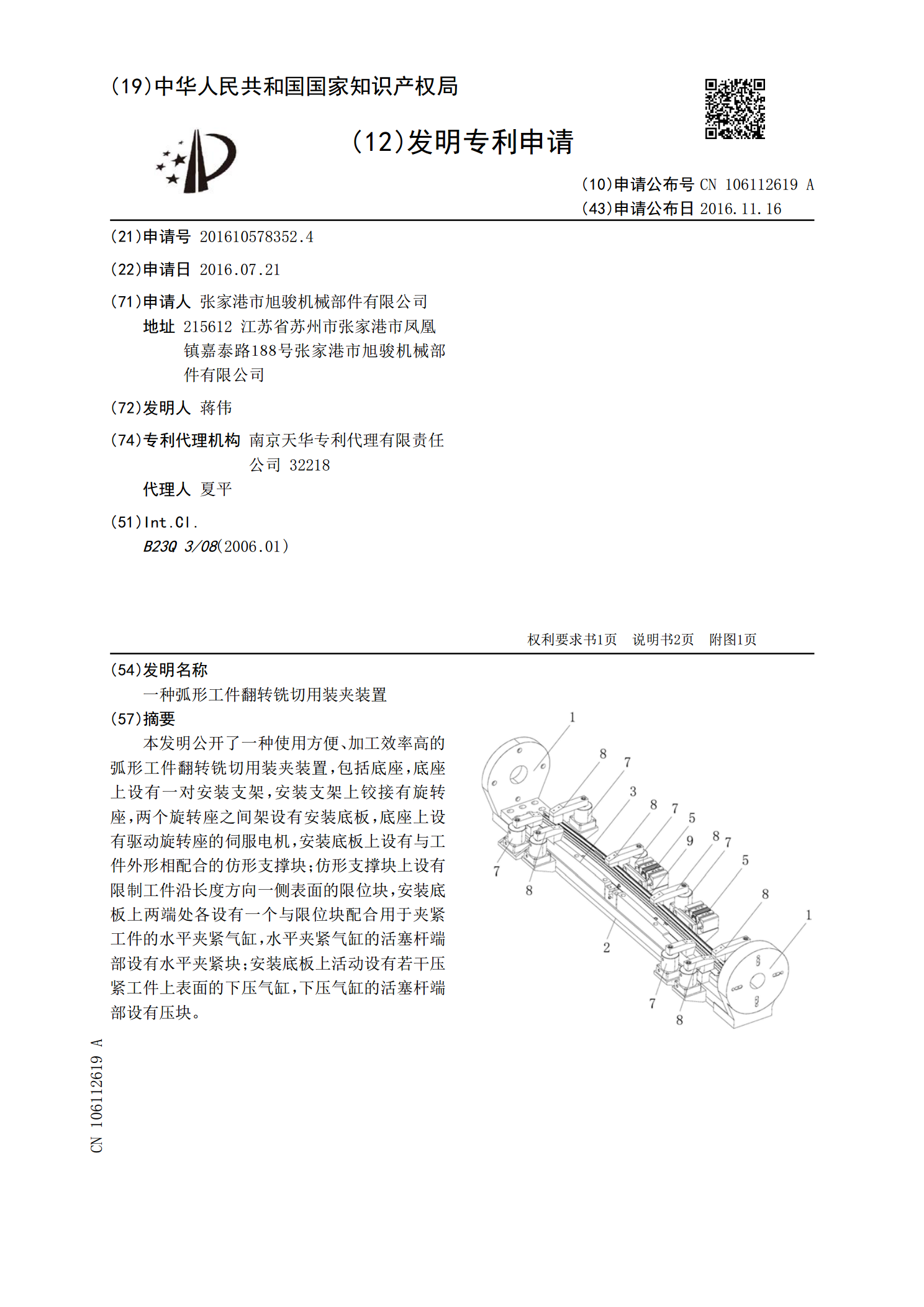
一种弧形工件翻转铣切用装夹装置.pdf
本发明公开了一种使用方便、加工效率高的弧形工件翻转铣切用装夹装置,包括底座,底座上设有一对安装支架,安装支架上铰接有旋转座,两个旋转座之间架设有安装底板,底座上设有驱动旋转座的伺服电机,安装底板上设有与工件外形相配合的仿形支撑块;仿形支撑块上设有限制工件沿长度方向一侧表面的限位块,安装底板上两端处各设有一个与限位块配合用于夹紧工件的水平夹紧气缸,水平夹紧气缸的活塞杆端部设有水平夹紧块;安装底板上活动设有若干压紧工件上表面的下压气缸,下压气缸的活塞杆端部设有压块。
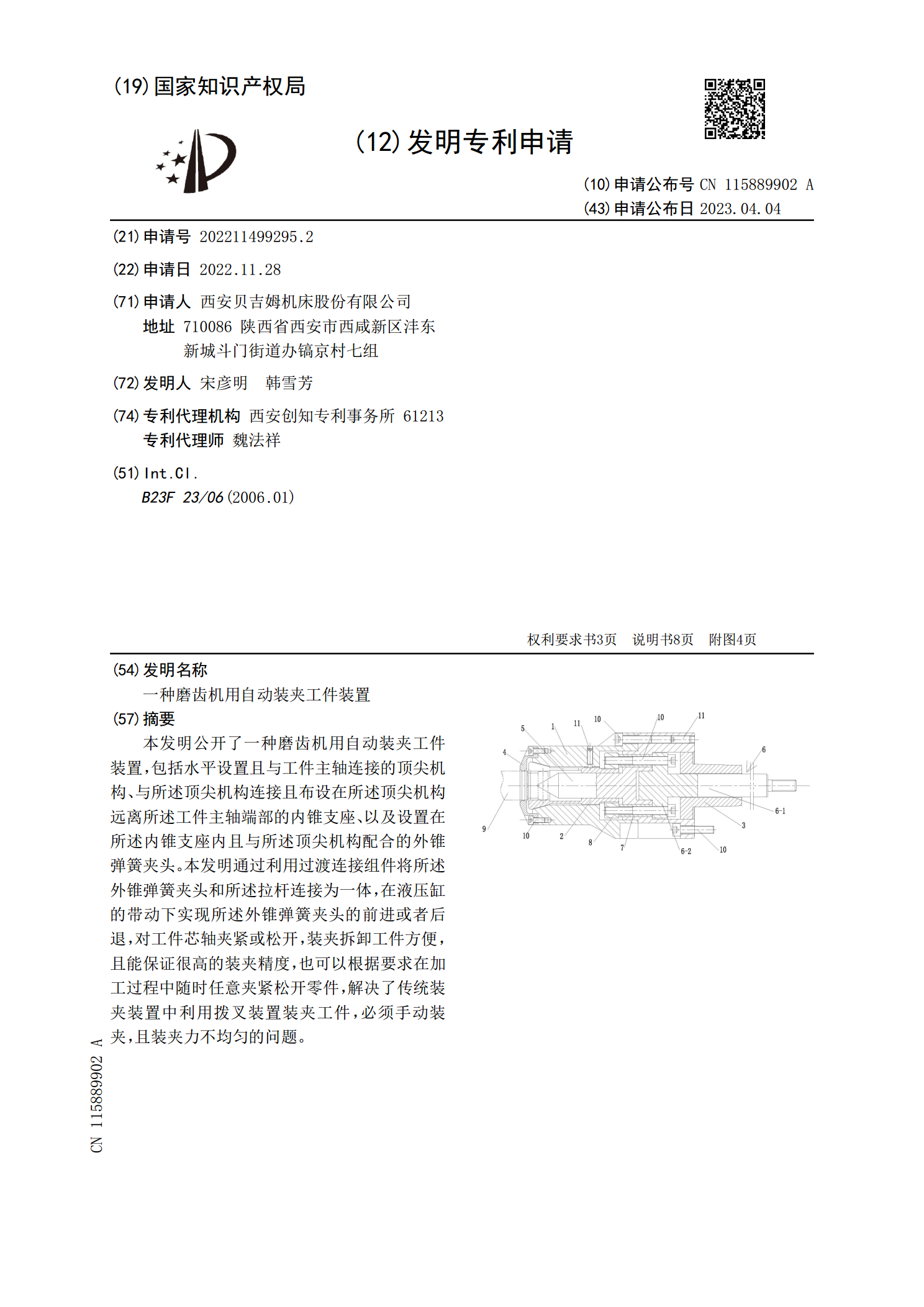
一种磨齿机用自动装夹工件装置.pdf
本发明公开了一种磨齿机用自动装夹工件装置,包括水平设置且与工件主轴连接的顶尖机构、与所述顶尖机构连接且布设在所述顶尖机构远离所述工件主轴端部的内锥支座、以及设置在所述内锥支座内且与所述顶尖机构配合的外锥弹簧夹头。本发明通过利用过渡连接组件将所述外锥弹簧夹头和所述拉杆连接为一体,在液压缸的带动下实现所述外锥弹簧夹头的前进或者后退,对工件芯轴夹紧或松开,装夹拆卸工件方便,且能保证很高的装夹精度,也可以根据要求在加工过程中随时任意夹紧松开零件,解决了传统装夹装置中利用拨叉装置装夹工件,必须手动装夹,且装夹力不均

低硬度薄壁回转体覆层零件精密装夹装置.pdf
本发明一种低刚度薄壁回转体零件精密装夹装置属于机械加工领域,特别涉及一种带内边沿低刚度薄壁回转体覆层零件精密装夹装置,该装置可在二维回转工作台上进行可靠夹紧及精密定位。其装夹装置采用弹性胀套来固定薄壁零件底面内圈,采用齿轮轴驱动中央齿条运动,通过两个球面支撑和浮动连杆的顺序作用压紧工件内沿,浮动连杆避免压爪工作的死点,球面支撑保证3个压爪的作用力均衡。采用锥面螺母与带螺纹的轴配合,转动齿轮轴,可使工件夹紧。调整部分采用环形布置的4个微进给机构实现。本发明将工件装夹及定位调整集成为一体,体积紧凑,安装方便,

一种工件装夹结构.pdf
本发明一种工件装夹结构,包括底板、夹块、推杆、横向齿条、纵向齿条和齿轮轴;所述夹块包括夹持面相对而设的第一夹块和第二夹块;第一夹块固定于底板上;底板上并设有用于配合第二夹块的滑槽;第二夹块的底部卡入滑槽内;所述滑槽内还设有水平弹簧;水平弹簧作用于第一夹块与滑槽之间;所述横向齿条与第一夹块固连;第一夹块与横向齿条同向运动;横向齿条与齿轮轴上的第一齿轮啮合传动;齿轮轴上同时套装第二齿轮;第二齿轮与纵向齿条啮合传动;纵向齿条与横向齿条在水平面内垂直;纵向齿条向工件方向推送;纵向齿条与推杆固连。