
一种高强度不锈钢双联齿轮的精密制造方法.pdf

努力****采萍


1/7
2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强度不锈钢双联齿轮的精密制造方法.pdf
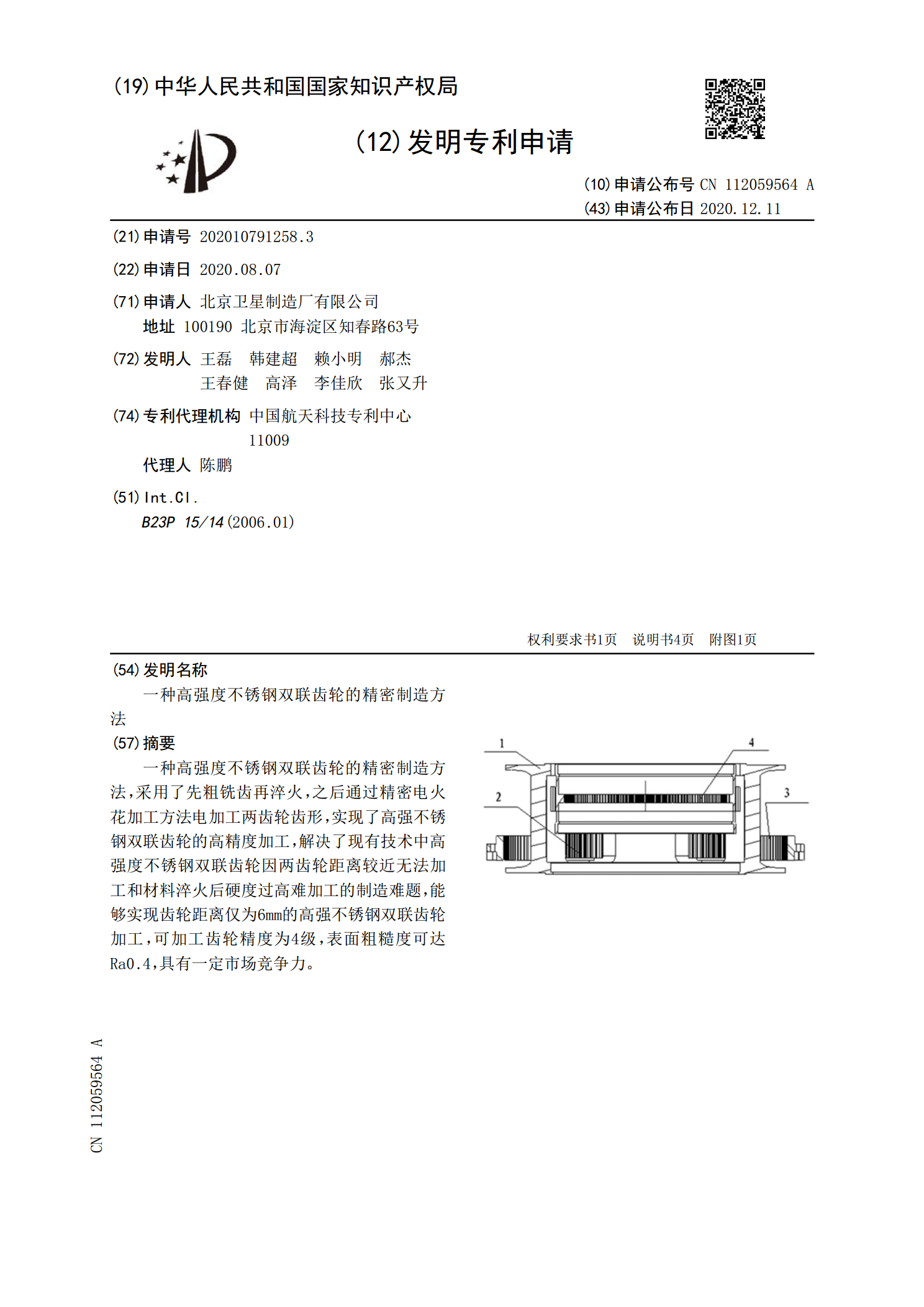
一种高强度不锈钢双联齿轮的精密制造方法,采用了先粗铣齿再淬火,之后通过精密电火花加工方法电加工两齿轮齿形,实现了高强不锈钢双联齿轮的高精度加工,解决了现有技术中高强度不锈钢双联齿轮因两齿轮距离较近无法加工和材料淬火后硬度过高难加工的制造难题,能够实现齿轮距离仅为6mm的高强不锈钢双联齿轮加工,可加工齿轮精度为4级,表面粗糙度可达Ra0.4,具有一定市场竞争力。

一种高强不锈钢薄壁锥齿轮的精密制造方法.pdf
一种高强不锈钢薄壁锥齿轮的精密制造方法,属于航空航天和精密技术领域。本发明包括:下料然后粗加工,单边留3mm余量,并进行超声探伤;粗加工后去应力退火,减少齿坯加工应力;采用伞齿刨刨加工或铣齿机半精加工齿形,齿面余量0.5mm;进行真空淬火时效处理,这样在淬火前就完成了锥齿轮的半精加工,减少精加工加工量;精加工时采用锥齿轮磨齿机进行齿形的加工,可以实现高强不锈钢CF170薄壁锥齿轮的精密加工,目前最高能达到的齿轮精度为4级。本发明采用先半精加工后淬火最后精磨齿的工艺路线,淬火时通过专用工装保证零件结构精度,

一种高强度20CrMoNi双联直齿轮精密成形工艺及模具.pdf
本发明涉及一种高强度20CrMoNi双联直齿轮精密成形工艺及模具,特别是一种高强度20CrMoNi双联直齿轮精密成形工艺及模具技术,用于汽车及精密机床的变速箱。通过45°拐角等通道挤压剧烈塑性变形技术获得纳米高强度20CrMoNi坯料,以温挤压—冷精整复合精密成形方法将纳米高强度20CrMoNi坯料精密成形为高强度精密双联齿轮件。获得的最终精密双联齿轮件表面光洁度高,无氧化皮,最终尺寸精度高,同时成形模具使用寿命长,工作平稳。同时,通过45°拐角等通道挤压剧烈塑性变形获得的高强度精密双联齿轮件累积变形程度

一种高强度精密齿轮及其制备方法.pdf
本发明涉及到一种高强度精密齿轮及其制备方法,属于轨道机械技术领域。一种高强度精密齿轮,由模数0.2以下的齿轮构成,该模数0.2以下的齿轮由体积比为70%以上的碳化硅陶瓷质金属组织形成,碳化硅陶瓷质金属组织由Si、C、Fe、Al、Sn、Zn中的任意一种或两种以上元素构成,其制备方法包括(1)零件制备;(2)前清洗;(3)零件装夹;(4)装炉;(5)真空辉光离子渗氮;(6)随炉冷却。本发明的目的在于提供一种高强度精密齿轮及其制备方法,制备方法简单,制备得到的高强度精密齿轮强度高,制备过程简单,生产成本低,采用
一种高精密齿轮制造设备及其制造方法.pdf
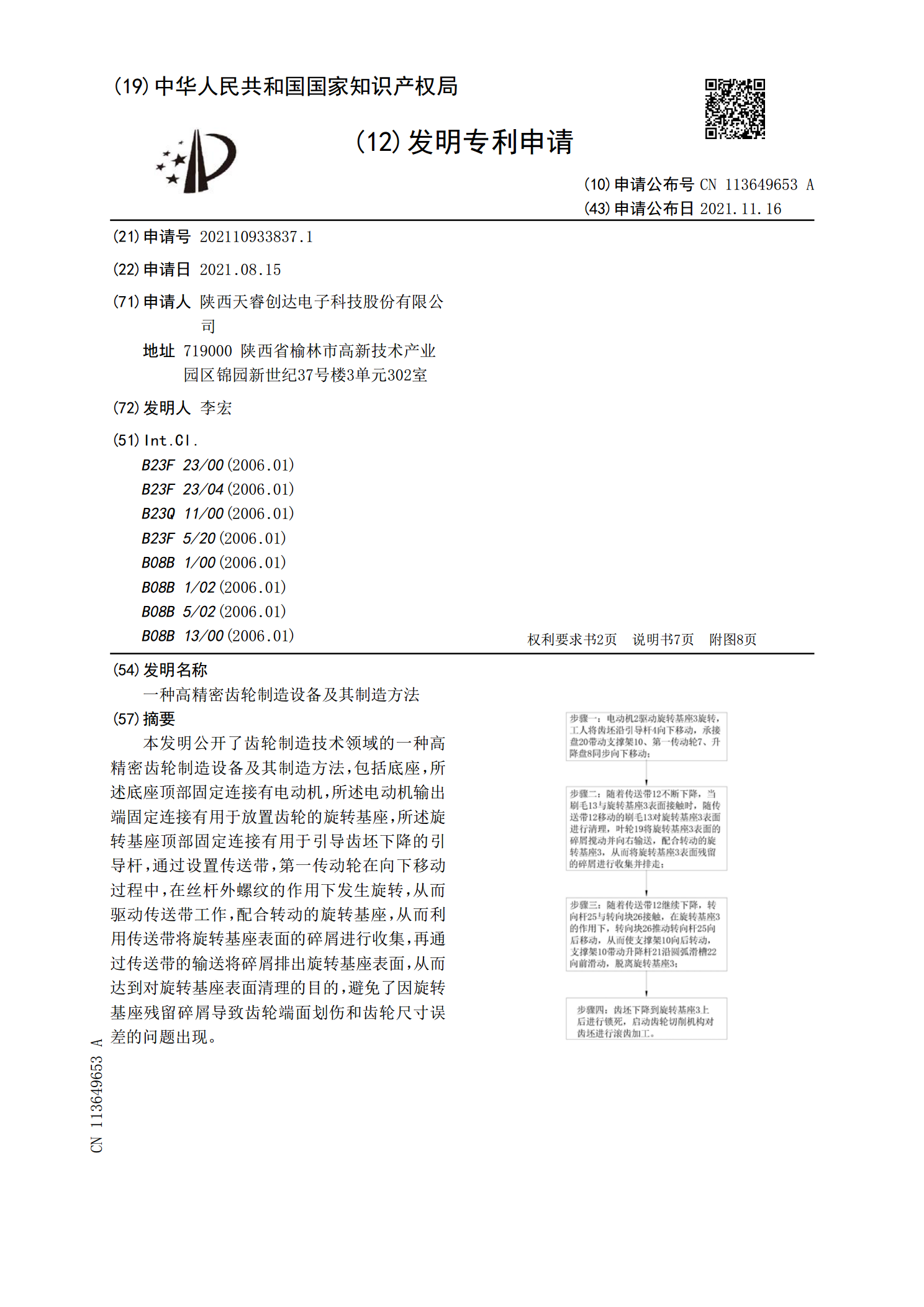
本发明公开了齿轮制造技术领域的一种高精密齿轮制造设备及其制造方法,包括底座,所述底座顶部固定连接有电动机,所述电动机输出端固定连接有用于放置齿轮的旋转基座,所述旋转基座顶部固定连接有用于引导齿坯下降的引导杆,通过设置传送带,第一传动轮在向下移动过程中,在丝杆外螺纹的作用下发生旋转,从而驱动传送带工作,配合转动的旋转基座,从而利用传送带将旋转基座表面的碎屑进行收集,再通过传送带的输送将碎屑排出旋转基座表面,从而达到对旋转基座表面清理的目的,避免了因旋转基座残留碎屑导致齿轮端面划伤和齿轮尺寸误差的问题出现。