
数控车床基本编程指令.ppt

qw****27

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控车床基本指令编程.pptx
项目6数控车床基本指令编程一、数控车床编程原则1.绝对值编程与增量值编程(1)1.绝对值编程与增量值编程(3)1.绝对值编程与增量值编程(5)1.绝对值编程与增量值编程(7)2.脉冲数编程与小数点编程(2)1.指令格式3.G00指令应用举例1.指令格式3.G01指令应用举例(1)四、圆弧插补指令编程(G02/G03)1.数控车床加工圆弧顺圆、逆圆判断(2)2.指令格式(2)2.指令格式(4)3.G02/G03指令应用举例(1)3.G02/G03指令应用举例(3)3.G02/G03指令应用举例(5)3.G0
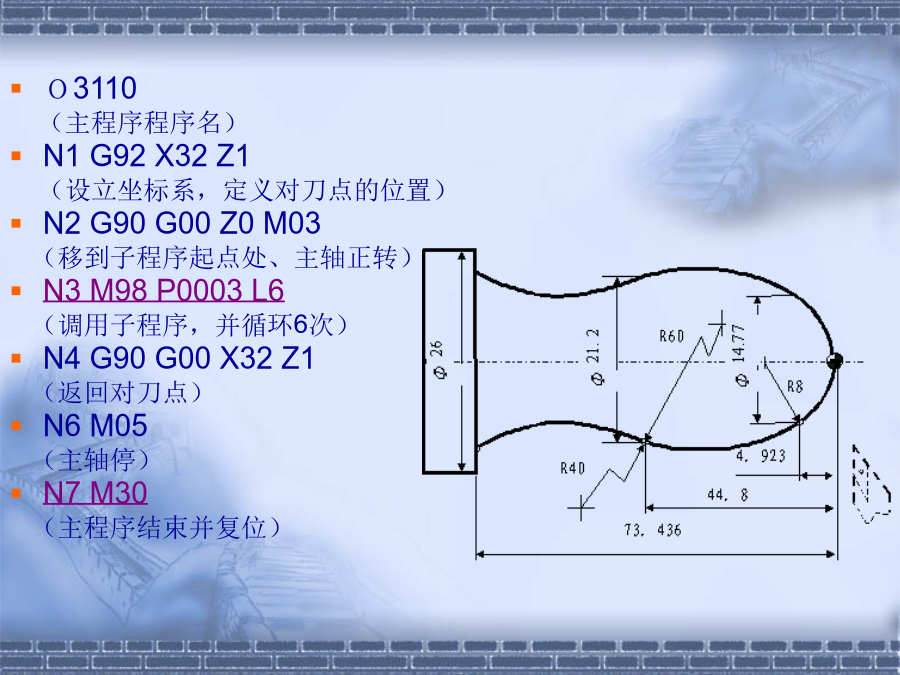
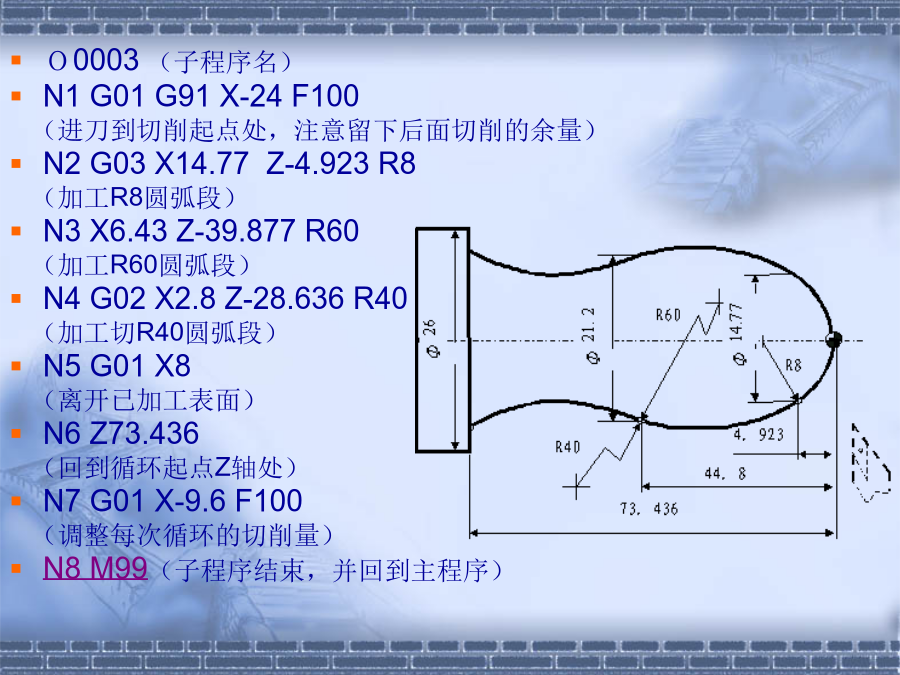
数控车床基本编程指令.ppt
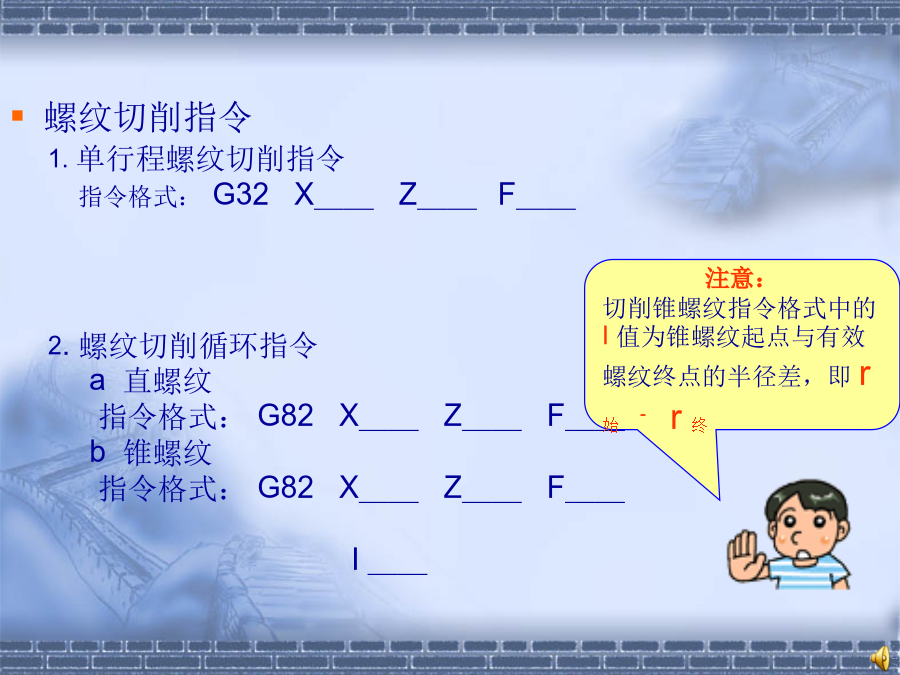
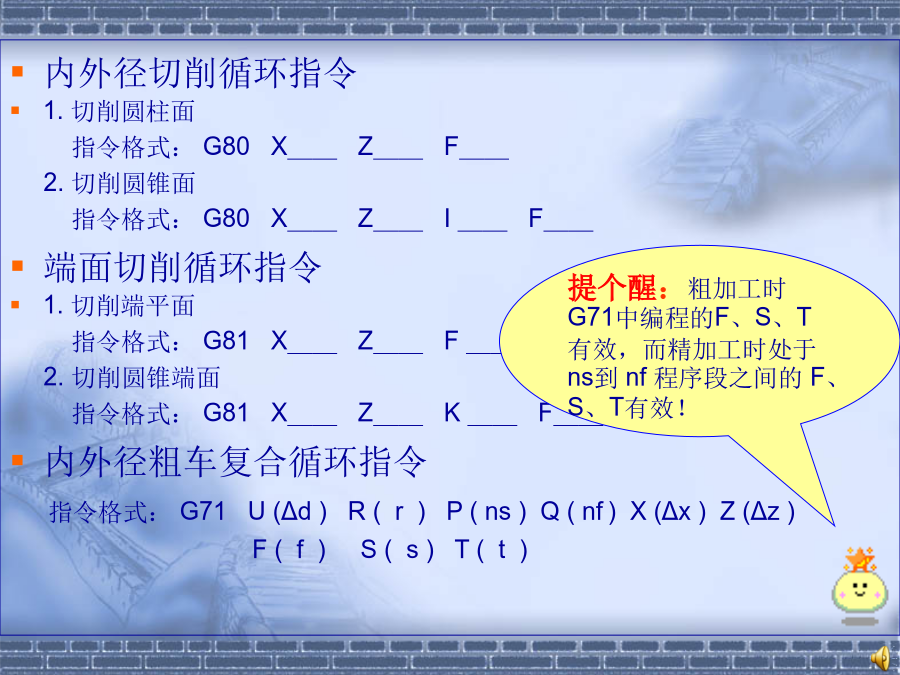
数控车床基本编程指令你还记得吗?倒角指令指令格式:G01X__Z__C__倒圆角指令指令格式:G01X__Z__R__圆弧插补指令指令格式:I__K__F__R__F__螺纹切削指令1.单行程螺纹切削指令指令格式:G32X__Z__F__内外径切削循环指令1.切削圆柱面指令格式:G80X__Z__F__2.切削圆锥面指令格式:G80X__Z__I__F__端面切削循环指令1.切削端平面指令格式:G81X__Z__F__2.切削圆锥端面指令格式:G81X__Z__K__F__内外径粗车复合循环指令指令格式:

数控车床基本指令编程.pptx
会计学1.绝对值编程与增量值编程(1)1.绝对值编程与增量值编程(2)1.绝对值编程与增量值编程(3)1.绝对值编程与增量值编程(4)1.绝对值编程与增量值编程(5)1.绝对值编程与增量值编程(6)1.绝对值编程与增量值编程(7)2.脉冲数编程与小数点编程(1)2.脉冲数编程与小数点编程(2)二、快速点定位指令编程(G00)1.指令格式2.指令应用说明3.G00指令应用举例三、直线插补指令编程(G01)1.指令格式2.指令应用说明3.G01指令应用举例(1)3.G01指令应用举例(2)四、圆弧插补指令编程
数控车床基本编程指令.ppt
项目二数控车床基本编程指令与简单程序编写数控编程的格式功能辅助功能数控车床的编程基础机床原点、工件原点、参考点+2、直线插补G01指令G01X(U)__Z(W)__F__程序:G01X50.0Z-60.0F0.2;或G01U0W-60.0F0.2;或G01X50.0W-60.0F0.2;或G01U0Z-60.0F0.2程序:G01X60Z-60F0.2;3、圆弧插补G02、G03指令2)圆弧插补格式例1(绝对)%1008N1T0101N2M03S400N3G00X90Z20N4G00X0Z3N5G01Z0

数控车床基本指令编程.ppt
项目6数控车床基本指令编程一、数控车床编程原则1.绝对值编程与增量值编程(1)1.绝对值编程与增量值编程(2)1.绝对值编程与增量值编程(3)1.绝对值编程与增量值编程(4)1.绝对值编程与增量值编程(5)1.绝对值编程与增量值编程(6)1.绝对值编程与增量值编程(7)2.脉冲数编程与小数点编程(1)2.脉冲数编程与小数点编程(2)二、快速点定位指令编程(G00)1.指令格式2.指令应用说明3.G00指令应用举例三、直线插补指令编程(G01)1.指令格式2.指令应用说明3.G01指令应用举例(1)3.G0