
圆弧插补指令.ppt

天马****23

1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

圆弧插补指令.ppt
G02、G03圆弧插补指令编程圆弧插补教学过程:1、圆弧插补指令——命令刀具在指定平面内按给定的进给速度F作圆弧运动,切削出圆弧轮廓。2、圆弧插补:(1)顺时针圆弧插补指令G02。(2)逆时针圆弧插补指令G03。5、在三维空间中圆弧顺逆的判断3、G02、G03指令编程格式。G02X__Y__Z__I__J__K__F__或G02X__Y__Z__R__F__。G03X__Y__Z__I__J___K__F__或X__Y__Z__R__F__格式说明:(1)用绝对编程时,X、Y、Z为圆弧终点在工件坐标系中的
圆弧插补指令.ppt
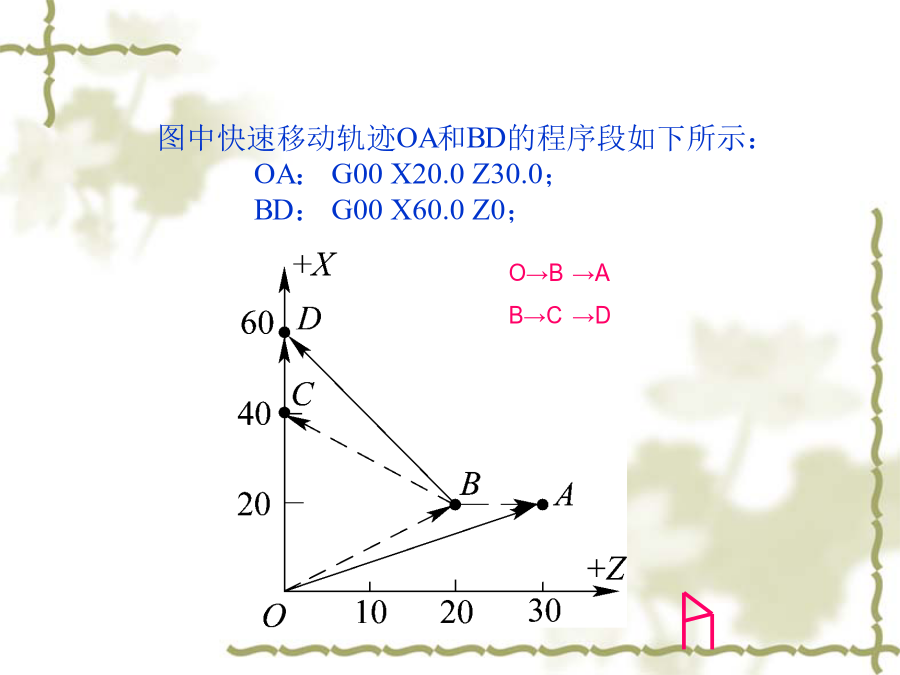
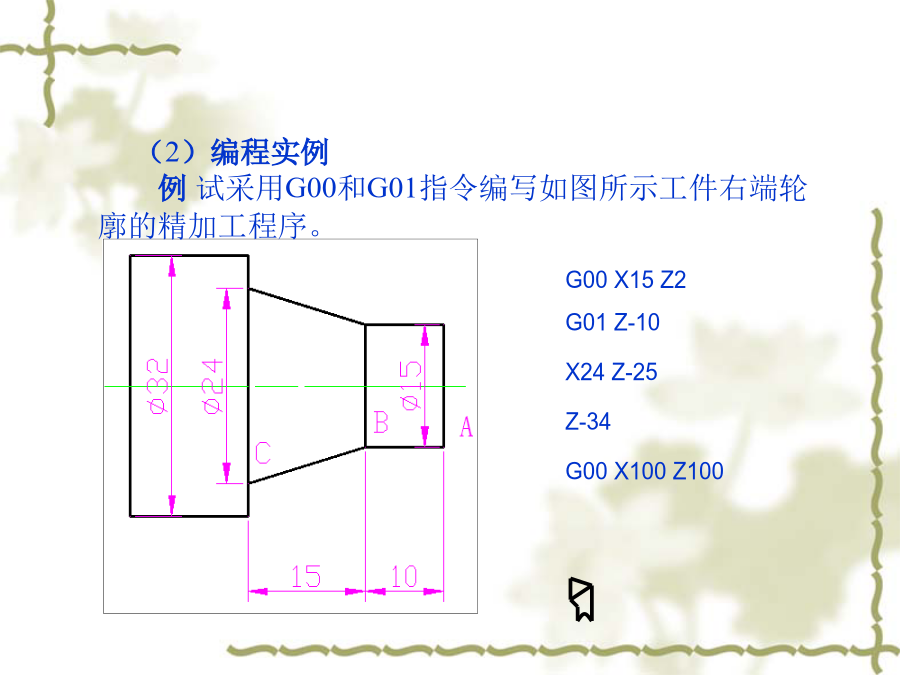
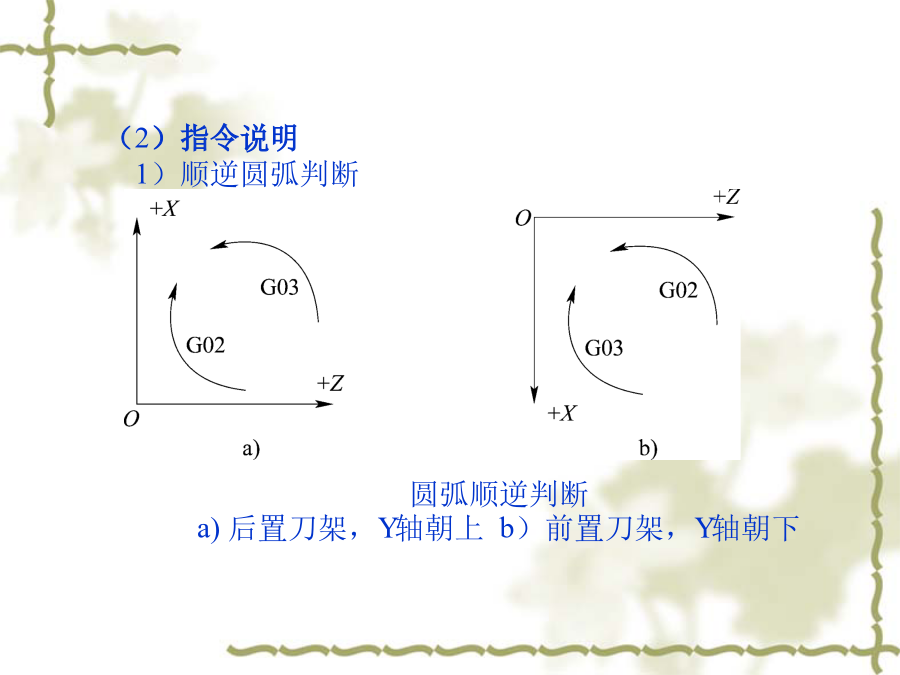
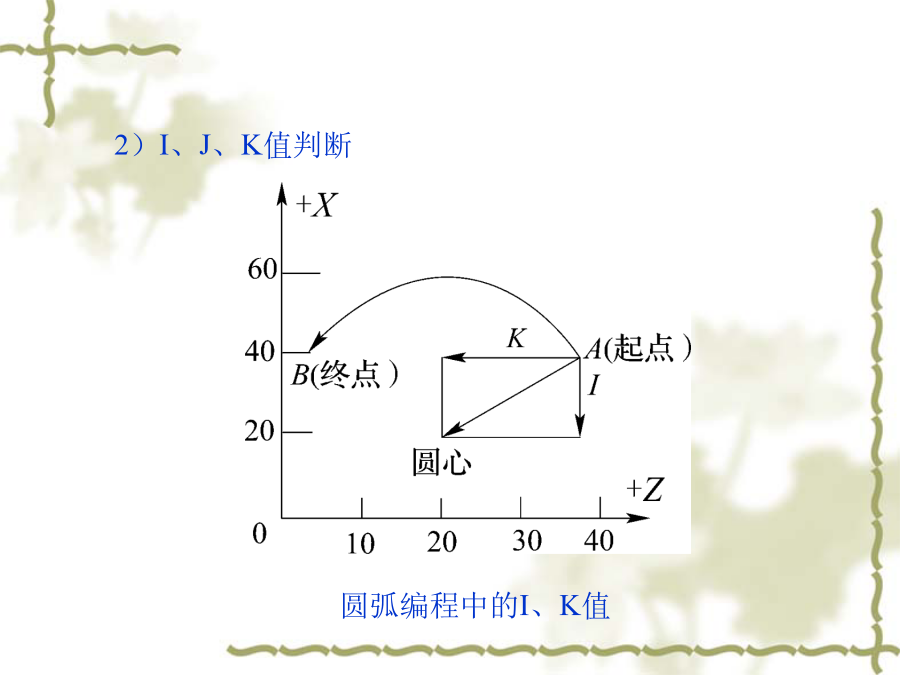
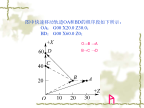
图中快速移动轨迹OA和BD的程序段如下所示:OA:G00X20.0Z30.0;BD:G00X60.0Z0;2.直线插补指令(G01)(1)指令格式G01XZF;XZ为刀具目标点坐标。F为刀具切削进给的进给速度。例图中切削运动轨迹CD的程序段为:G01X40.0Z0F0.2;(2)编程实例例试采用G00和G01指令编写如图所示工件右端轮廓的精加工程序。3.圆弧插补指令(G02/G03)(1)指令格式G02(03)XZR(CR=);G02(03)XZIK;G02表示顺时针圆弧插补;G03表示逆时针圆弧插补。X
圆弧插补指令[1].ppt
G02、G03圆弧插补指令编程圆弧插补一、复习提问二、新课导入三、教学过程1、圆弧插补指令——命令刀具在指定平面内按给定的进给速度F作圆弧运动,切削出圆弧轮廓。2、圆弧插补:(1)顺时针圆弧插补指令G02。(2)逆时针圆弧插补指令G03。补充:数车刀架前置与后置的判断方法3、在三维空间中圆弧顺逆的判断4、判定练习G02(G03)X(U)——Z(W)——R——F——6、实例练习AG02(G03)X(U)——Z(W)——I——K——F__四课堂小结五课后练习:编写下图圆弧部分的程序谢谢大家!

直线圆弧插补指令编程.pptx
直线、圆弧插补指令编程及加工知识、技能目标快速定位直线插补顺/逆时针圆弧插补圆弧插补示例零件图工艺分析工件参考程序与加工操作过程数控车床程序卡沿圆弧所在平面(如X-Z平面)的垂直坐标轴的负方向(Y)看去,顺时针方向为G02,逆时针方向为G03。数控车床是两坐标的机床,只有X轴和Z轴,那么如何判断圆弧的顺、逆呢?应按右手定则的方法将Y轴也加上去来考虑。观察者让Y轴的正方向指向自己(即沿Y轴的负方向看去),站在这样的位置上就可正确判断X-Z平面上圆弧的顺、逆了。圆弧的顺、逆方向可按如图5-9(a)所示的方向

《圆弧插补指令》教学设计.docx
《圆弧插补指令》教学设计课程名称圆弧插补指令课时2课时学段学科职高教材版本高等教育出版社作者李莉学校陈仓区职业教育中心一、学习目标提示:从知识与技能、过程与方法、情感态度价值观三方面对现有教学目标进行优化与完善。要求:1.教学目标可测量;2.过程与方法目标体现学生思维经验的积累。1.知识目标:圆弧插补指令的适用范围、指令的判别顺圆逆圆(G02/G03)、指令的两种格式以及格式里代码的含义。2.能力目标:灵活使用圆弧指令对各种圆弧图形进行程序编制。三、说教法学法二、导学重难点提示:将必须要掌握的知识、技能、