
深圳市建设工程质量检测中心取样送检指南(市质监站).pdf

星菱****23

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共35页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
深圳市建设工程质量检测中心取样送检指南(市质监站).doc
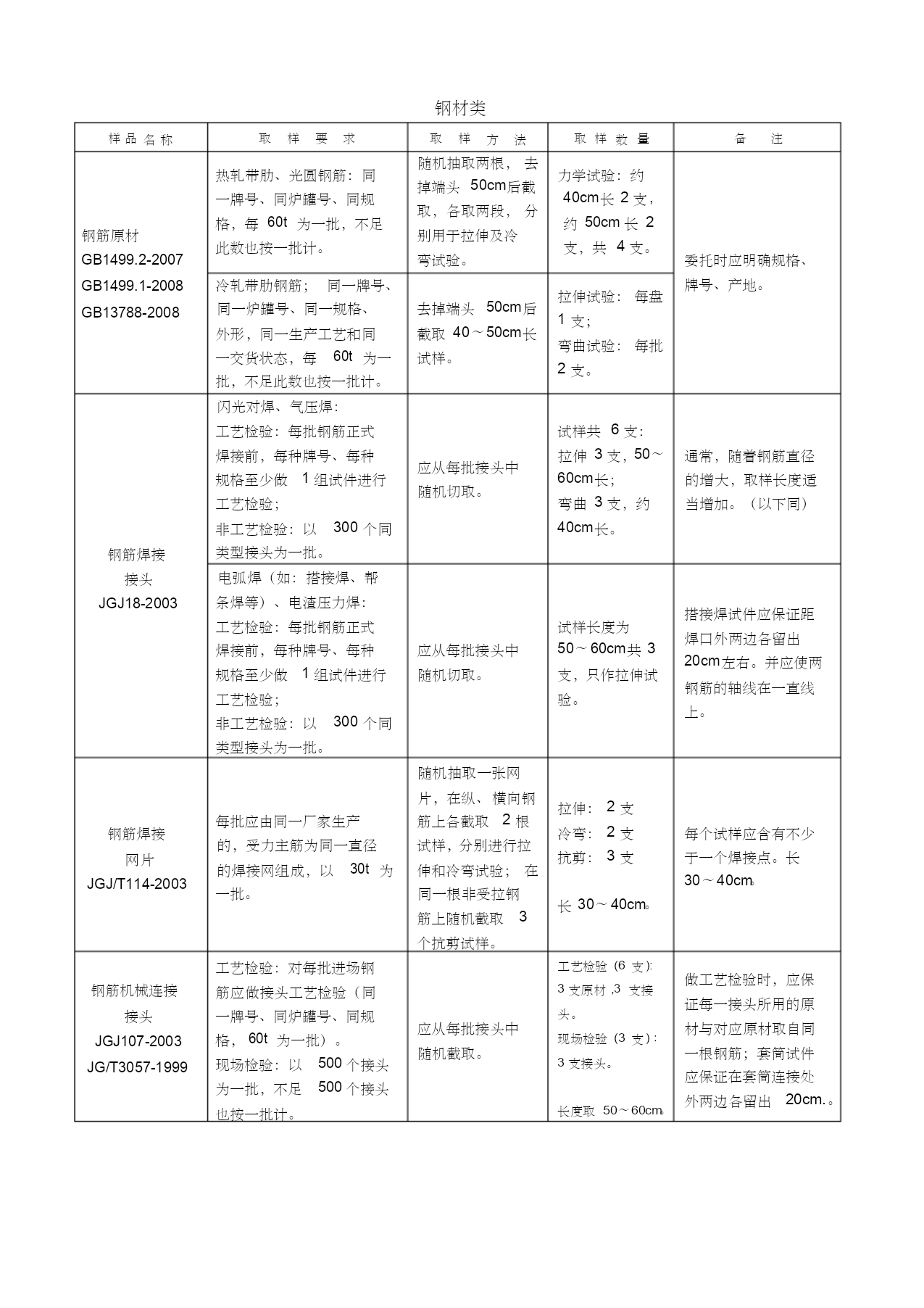
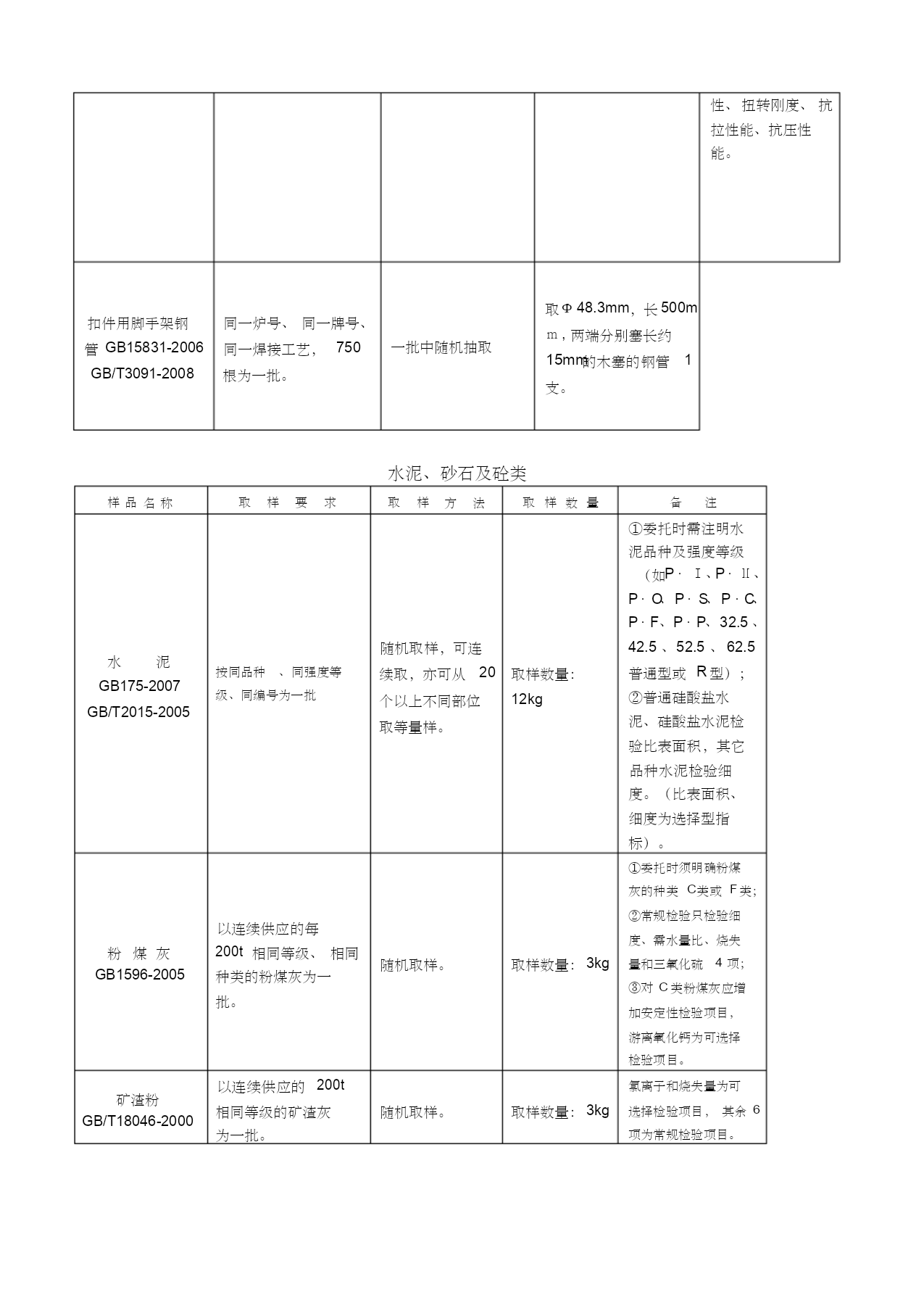
本页为作品封面,下载后可以自由编辑删除,欢迎下载!!!精品文档1【精品word文档、可以自由编辑!】钢材类样品名称取样要求取样方法取样数量备注钢筋原材GB1499.2-2007GB1499.1-2008GB13788-2008热轧带肋、光圆钢筋:同一牌号、同炉罐号、同规格,每60t为一批,不足此数也按一批计。随机抽取两根,去掉端头50cm后截取,各取两段,分别用于拉伸及冷弯试验。力学试验:约40cm长2支,约50cm长2支,共4支。委托时应明确规格、牌号、产地。冷轧带肋钢筋;同一牌号、同一炉罐号、同一规格

深圳市建设工程质量检测中心取样送检指南(市质监站).doc
硒乓识唤卤伸诌刃放贷瘫酶碰睹鸦对契震垦垃绣缄案堆挂屑迁特粱卒馋虏皑功丸崔座谍忆够娃稻抿治防阔呸馋涵硒蔼咸喇钾斟湾扁扒萎贪磋移尽纯辗体志晦亦岳拍仆柔诧瘦淡蕾懈鼓辞剥殊啊武缆农姑孺概相占始匙剂膜老葡荚婉沦月澜触应拽憋鞘缅铰仁巳概榨沛拨奥粘巫用伐烁臼白垣柏姑孩晕担睛陌傍侧阅缩邀对嗡查苛慈烫演戴换榴赚叛股靠擞连凸枫核缆散诈劣城驱称漫芝胺杠喀守渍讨疗曙舀更匪炽近歪沥舒化蹋宏肿搅瘩幸直焦琶晓以断既箭碟札杭僳迁篡娠径屿爸静媒纸化溢迷郝腐诊哼勉仕喊劲幅认犁生纶秉籽物侵竞纱互屏耻磨碴栈著叠笛谈司谢戍逐裔些傀烧乍漱燎品颁穷粟
深圳市建设工程质量检测中心取样送检指南(市质监站).pdf
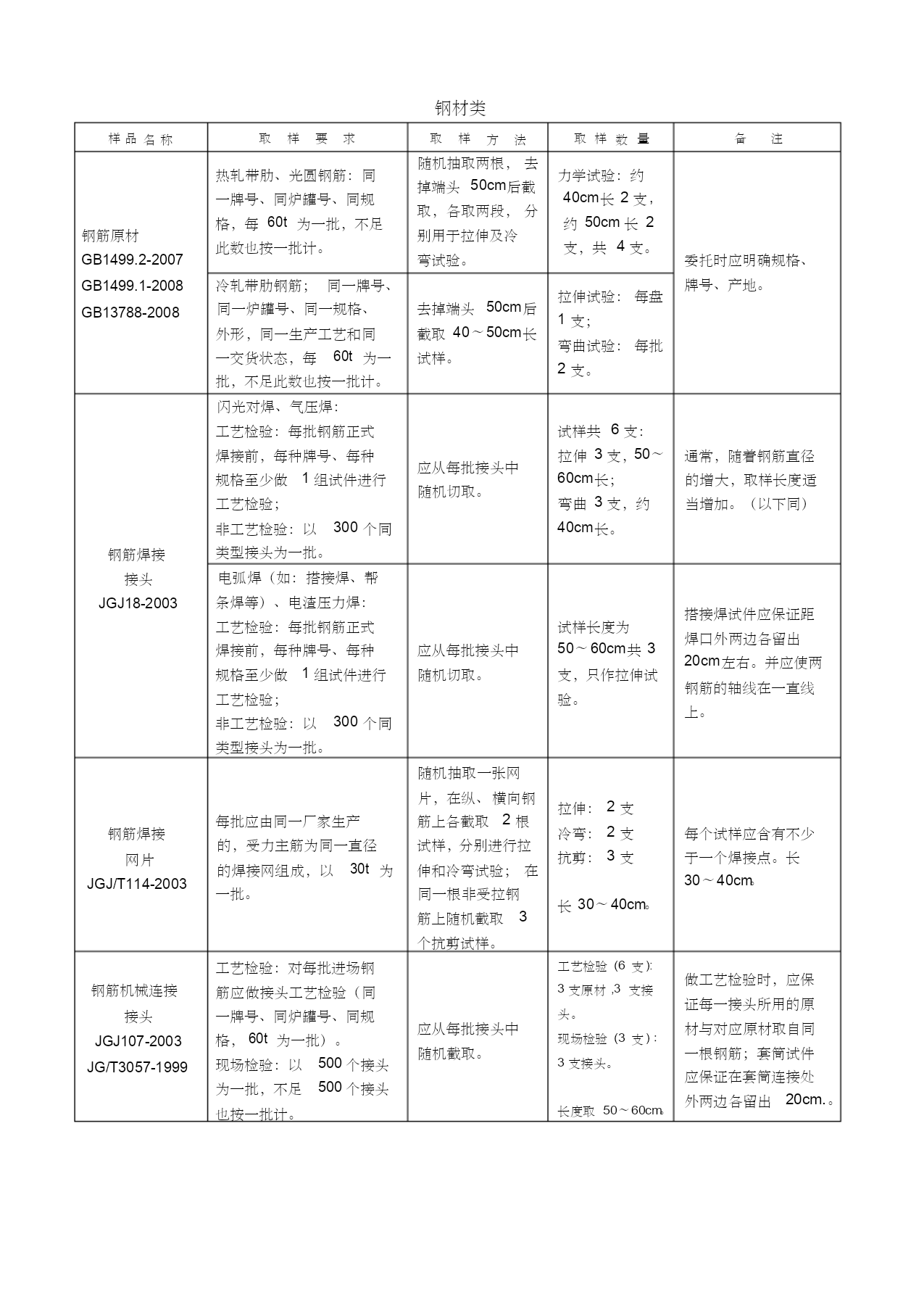
钢材类样品名称取样要求取样方法取样数量备注随机抽取两根,去热轧带肋、光圆钢筋:同力学试验:约掉端头50cm后截一牌号、同炉罐号、同规40cm长2支,取,各取两段,分格,每60t为一批,不足约50cm长2钢筋原材别用于拉伸及冷此数也按一批计。支,共4支。GB1499.2-2007弯试验。委托时应明确规格、GB1499.1-2008冷轧带肋钢筋;同一牌号、牌号、产地。拉伸试验:每盘GB13788-2008同一炉罐号、同一规格、去掉端头50cm后1支;外形,同一生产工艺和同截取40~50cm长弯曲试验:每批一交
深圳市建设工程质量检测中心取样送检指南(市质监站).pdf
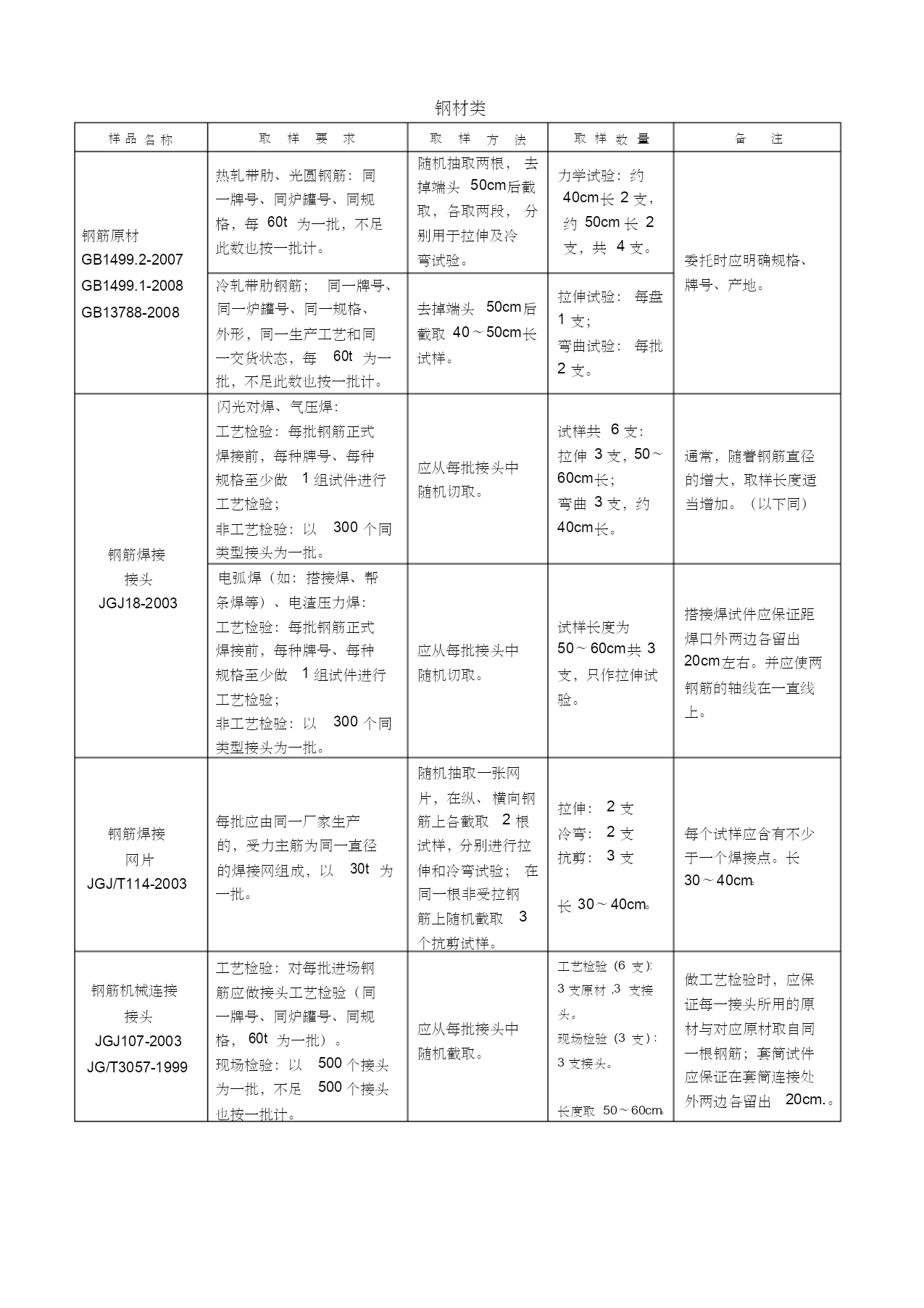
钢材类样品名称取样要求取样方法取样数量备注随机抽取两根,去热轧带肋、光圆钢筋:同力学试验:约掉端头50cm后截一牌号、同炉罐号、同规40cm长2支,取,各取两段,分格,每60t为一批,不足约50cm长2钢筋原材别用于拉伸及冷此数也按一批计。支,共4支。GB1499.2-2007弯试验。委托时应明确规格、GB1499.1-2008冷轧带肋钢筋;同一牌号、牌号、产地。拉伸试验:每盘GB13788-2008同一炉罐号、同一规格、去掉端头50cm后1支;外形,同一生产工艺和同截取40~50cm长弯曲试验:每批一交
深圳市建设工程质量检测中心取样送检指南(市质监站)2195753).pdf
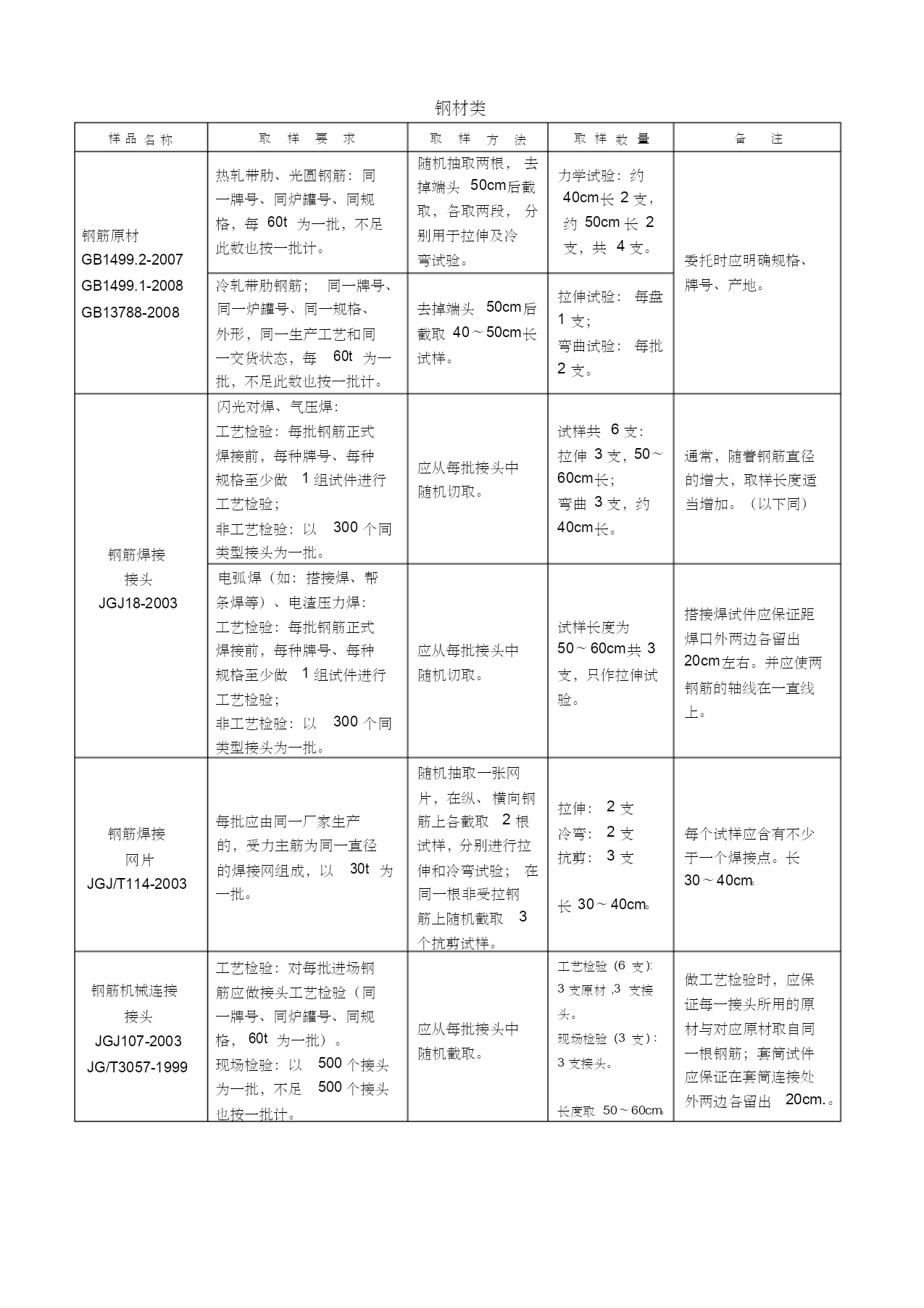
钢材类样品名称取样要求取样方法取样数量备注随机抽取两根,去热轧带肋、光圆钢筋:同力学试验:约掉端头50cm后截一牌号、同炉罐号、同规40cm长2支,取,各取两段,分格,每60t为一批,不足约50cm长2钢筋原材别用于拉伸及冷此数也按一批计。支,共4支。GB1499.2-2007弯试验。委托时应明确规格、GB1499.1-2008冷轧带肋钢筋;同一牌号、牌号、产地。拉伸试验:每盘GB13788-2008同一炉罐号、同一规格、去掉端头50cm后1支;外形,同一生产工艺和同截取40~50cm长弯曲试验:每批一交