
准双曲面齿轮的设计与加工.ppt

天马****23

1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

准双曲面齿轮的设计与加工.ppt
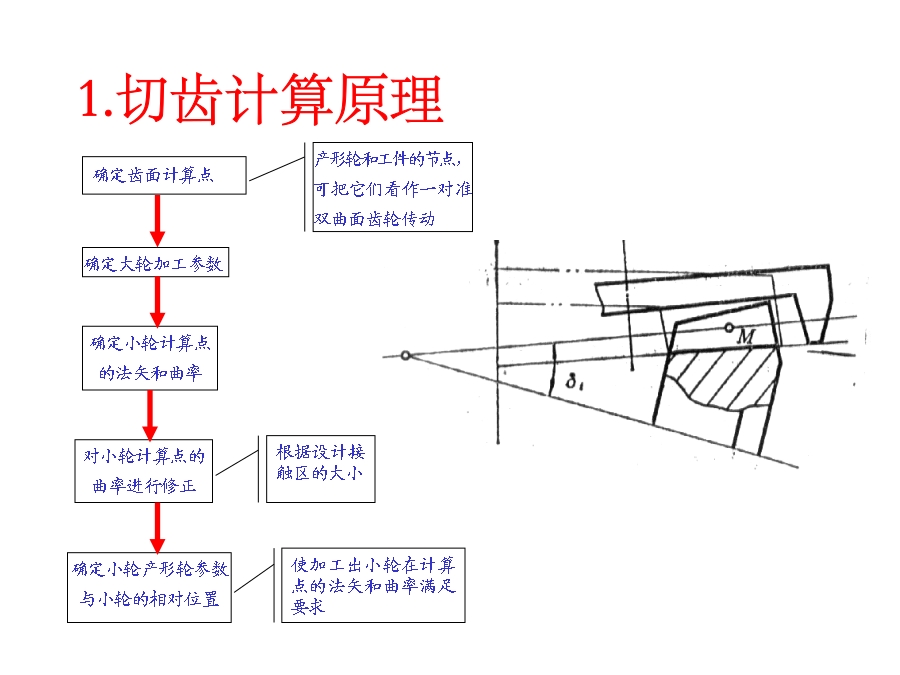
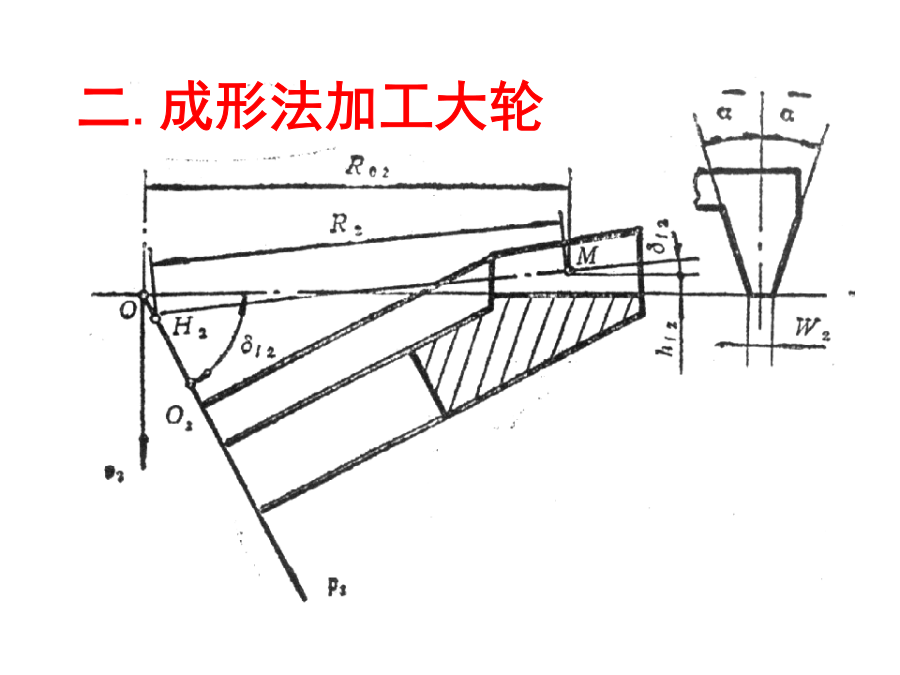
内容简介一.准双曲面齿轮的加工原理1.切齿计算原理2.切齿原理2.切齿原理2.切齿原理3.变性法加工原理3.变性法加工原理二.成形法加工大轮二.成形法加工大轮二.成形法加工大轮二.成形法加工大轮二.成形法加工大轮成形法加工大轮的基本数据:轮坯安装角dM2轴向轮位修正值X2水平刀位H垂直刀位V*刀盘两侧齿形角也可取不同的值,但之和必须等于2倍的平均压力角。二.成形法加工大轮1.大轮成形法基本数据:轮坯安装角:66.85104(根锥角67.839099)垂直刀位:103.21999水平刀位:60.13623轴

准双曲面齿轮设计方法及准双曲面齿轮.pdf
改善了准双曲面齿轮的自由度。基于准双曲面齿轮的轴交角(∑)、偏置距(E)、以及传动比(io)来计算齿轮轴线(Ⅱ)和小齿轮轴线(Ⅰ)的相对转动中的瞬时轴线(S)、公垂线(vc)、瞬时轴线(S)与公垂线(vc)之间的交点(Cs)、以及瞬时轴线(S)相对于齿轮的旋转轴线的倾斜角(Γs)。基于这些变量,确定基础坐标系(C1、C2和Cs),并使用这些坐标系来计算规格。对于螺旋角、节锥角、以及齿轮和小齿轮的分度圆半径,设定用于齿轮和小齿轮的这些值中的一个并计算设计基准点(Pw)。基于该设计基准点和齿轮的接触法线,计算
准双曲面齿轮摆辗加工装置及加工准双曲面齿轮的方法.pdf
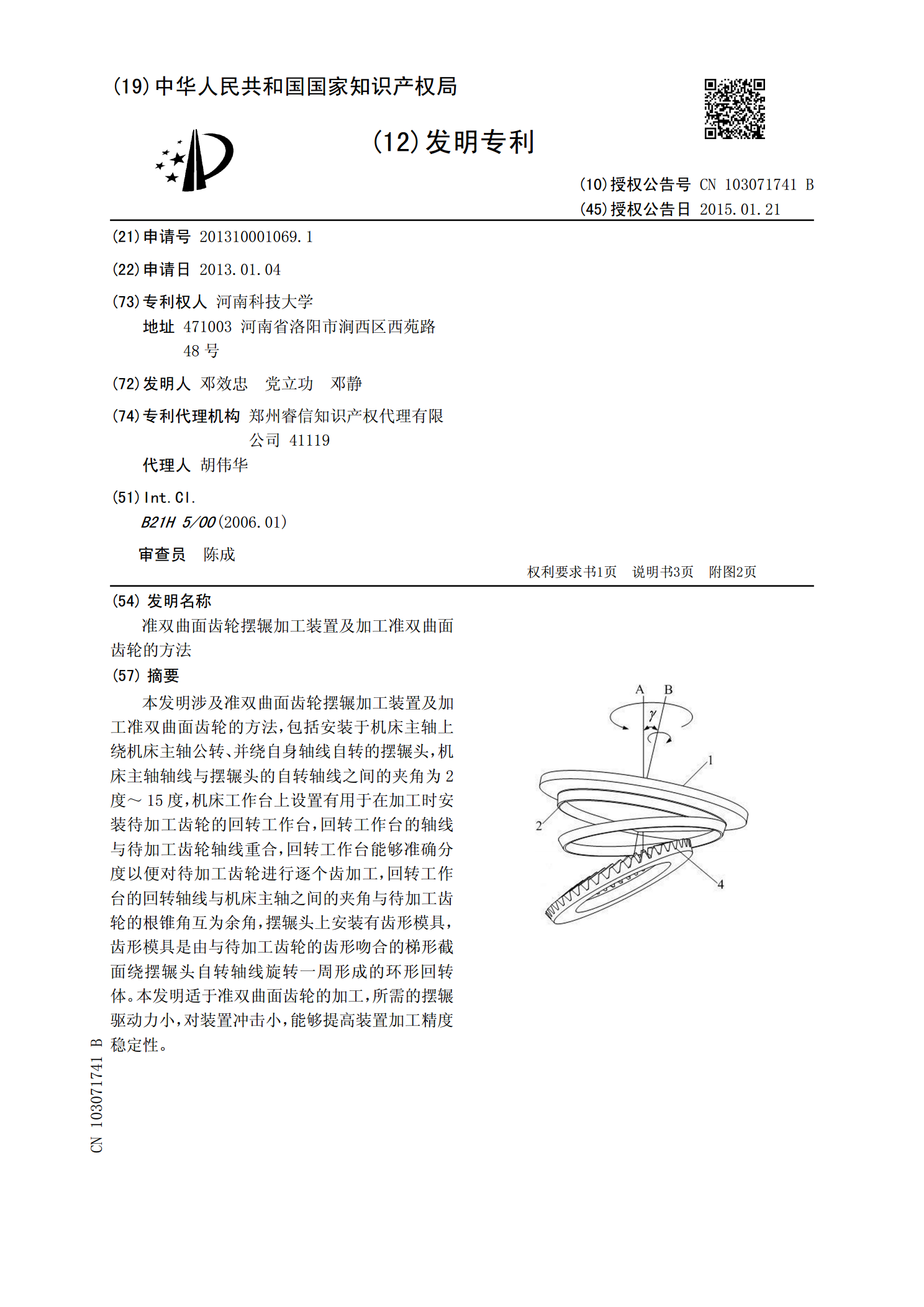
本发明涉及准双曲面齿轮摆辗加工装置及加工准双曲面齿轮的方法,包括安装于机床主轴上绕机床主轴公转、并绕自身轴线自转的摆辗头,机床主轴轴线与摆辗头的自转轴线之间的夹角为2度~15度,机床工作台上设置有用于在加工时安装待加工齿轮的回转工作台,回转工作台的轴线与待加工齿轮轴线重合,回转工作台能够准确分度以便对待加工齿轮进行逐个齿加工,回转工作台的回转轴线与机床主轴之间的夹角与待加工齿轮的根锥角互为余角,摆辗头上安装有齿形模具,齿形模具是由与待加工齿轮的齿形吻合的梯形截面绕摆辗头自转轴线旋转一周形成的环形回转体。本

准双曲面齿轮的设计.pptx
会计学1.螺旋锥齿轮的发展历史1.螺旋锥齿轮的发展历史2.准双曲面齿轮概述同等条件下准双曲面小轮比弧齿锥齿轮小轮大得多。优点:3)比弧齿锥齿轮传动的重叠系数更大,传动更加平稳,而且齿面所受的正压力小。4)轴线位置的偏置,使传动在空间的布置具有了更大的自由度。如下偏可以用于降低汽车的重心增加平稳性;也可以用来增加车身的高度,增加汽车的越野性。/准双曲面齿轮齿轮的传动与其他类型交错轴传动相比也有一些缺点:(1)计算、设计远比其它齿轮副复杂,按照格里森方法,以几何计算为例,基本的公式有150项之多,其中还有三次

准双曲面齿轮副的加工方法与加工机床.pdf
本发明公开了一种准双曲面齿轮副的加工方法与加工机床,旨在克服现有技术加工准双曲面齿轮副较困难的问题。该加工方法包括如下步骤:1.大轮齿面的加工方法;1)大轮右侧齿面的加工方法;2)大轮左侧齿面的加工方法;2.小轮齿面的加工方法;1)小轮左侧齿面的加工方法;2)小轮右侧齿面的加工方法。加工机床包括工件轴、动力头、可倾工作台、回转工作台、XYZ工作台与床身。工件轴替代现有机床的原来的动力主轴头,回转工作台固定安装在XYZ工作台上,并使回转工作台的和工件轴的回转轴线共面,回转工作台上固定安装有可倾工作台,可倾工