
开合螺母座加工的工艺设计与工艺装备设计-机械制造与自动化专业论文.pdf

文库****坚白


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
开合螺母座加工的工艺设计与工艺装备设计-机械制造与自动化专业论文.pdf
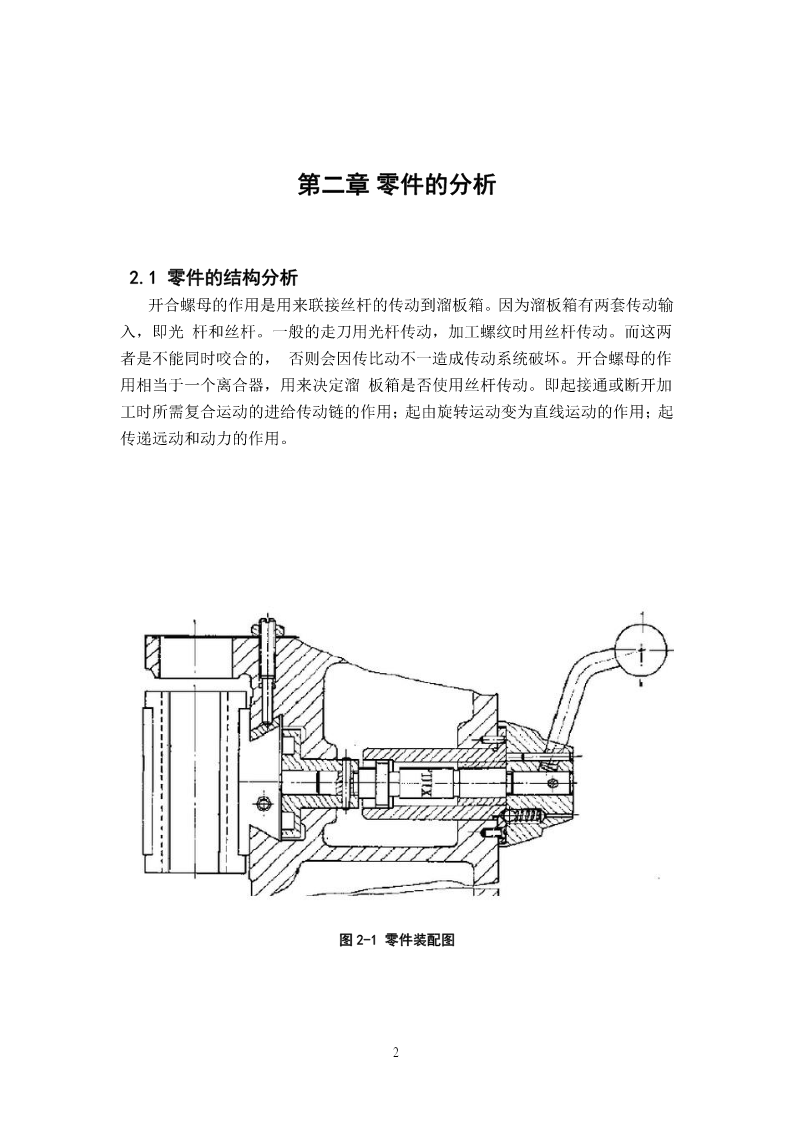
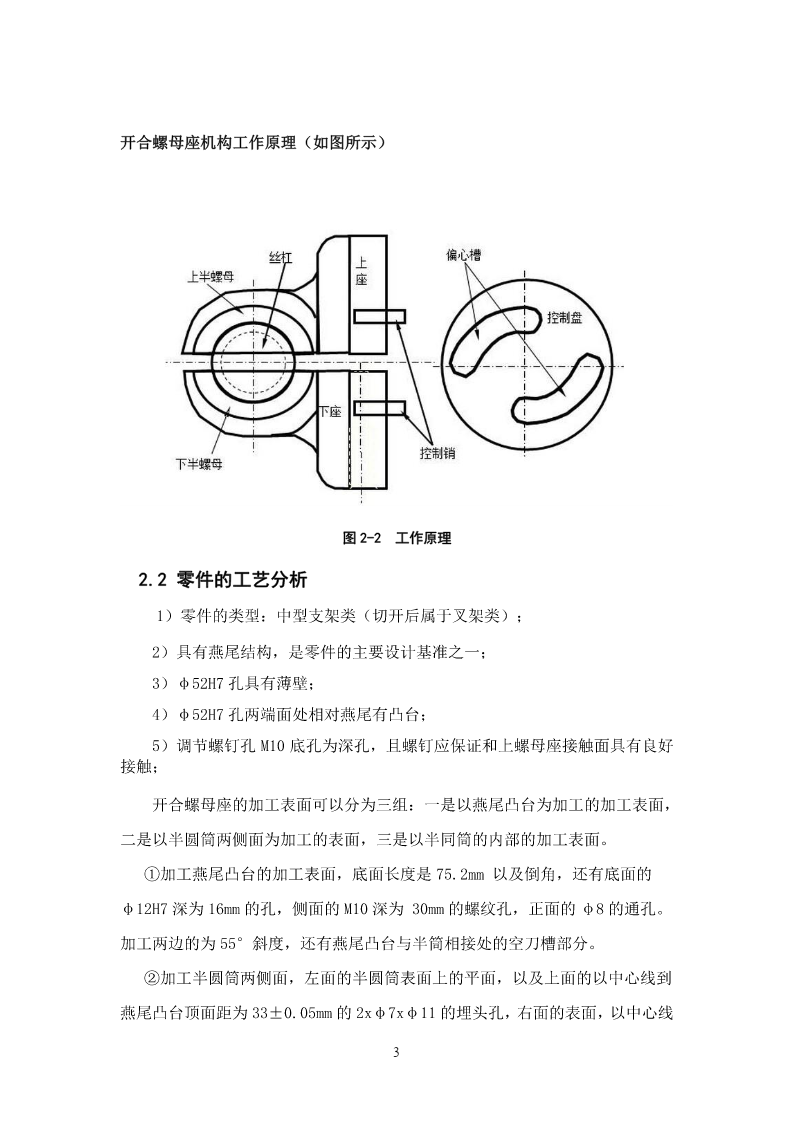
摘要:本课题主要设计开合螺母座的整个加工工艺规程,其中包括工艺设计和夹具设计。开合螺母座是车床上一个重要的组成部分。开合螺母的作用相当于一个离合器,用来决定溜板箱是否使用丝杆传动。零件为中型支架类(切开后属叉架类):具有燕尾结构,是零件的主要设计基准之一;Φ52H7孔具有薄壁;Φ52H7孔两端面处相对燕尾有凸台(作用);调节螺钉孔M10底孔为深孔,且螺钉应该和上螺母座接触面具有良好接触;由以上分析加工时是否便于进刀、退刀:便于装夹及减少装夹次数。提高生产效率。零件大多数加工表面精度要求较高,所以在选取机床

定位座零件加工的工艺设计与工艺装备设计-机械制造与自动化专业论文.pdf
摘要毕业设计是所有工科类学生都必须要完成的。通过这一次设计可初步掌握一般简单机械的一套完整的设计及方法,构成这次设计的主要内容。这次毕业设计主要介绍了内盖的加工方法包括机械工艺设计和夹具设计。全方位的运用所学知识,如机械制图,金属材料及热处理,机床的选用,切削数据的查询,夹具的选用与设计等一些专业知识,还包括了计算机辅助技术如AUTOCAD,pro/e,等一些现代信息条件下机械方面的辅助工具,甚至还包括了一些非专业方面的只是运用,如WORD文档的处理,一些资料在网上下载等多方面的只是与技能。此次设计的主要

底架设备悬挂座加工的工艺设计与工艺装备设计-机械制造与自动化专业论文.pdf
摘要毕业设计是所有工科类学生都必须要完成的。通过这一次设计可初步掌握一般简单机械的一套完整的设计及方法,构成这次设计的主要内容。这次毕业设计主要介绍了悬挂座的加工方法包括机械工艺设计和夹具设计。全方位的运用所学知识,如机械制图,金属材料及热处理,机床的选用,切削数据的查询,夹具的选用与设计等一些专业知识,还包括了计算机辅助技术如AUTOCAD,pro/e,等一些现代信息条件下机械方面的辅助工具,甚至还包括了一些非专业方面的只是运用,如WORD文档的处理,一些资料在网上下载等多方面的只是与技能。此次设计的主
连接座零件加工工艺及工艺装备设计-机械制造与自动化专业论文.pdf
前言“机械制造工艺学”是“机械制造工艺设备”、“机械设计制造及自动化”和“机械工程及自动化”等专业的一门主要专业课程,它对培养有关机械工艺方面的应用型人才起到直接的和重要的作用。机械制造工艺毕业设计是大学教育的最后一环,在整个教学环节中占有极为重要的地位。其目的是使学生获得工程师的基本训练机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重
轴套加工工艺与工艺装备设计-机械制造与自动化专业论文.pdf
湖南铁道职业技术学院12级毕业设计目录前言............................................................................................................-1-第1章设计任务概述................................................................................-3-1.1设计的主要内容.....................