
碳钢管道药芯焊丝全位置机动焊MAG打底焊接工艺.pdf

文宣****66

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
碳钢管道药芯焊丝全位置机动焊MAG打底焊接工艺.pdf
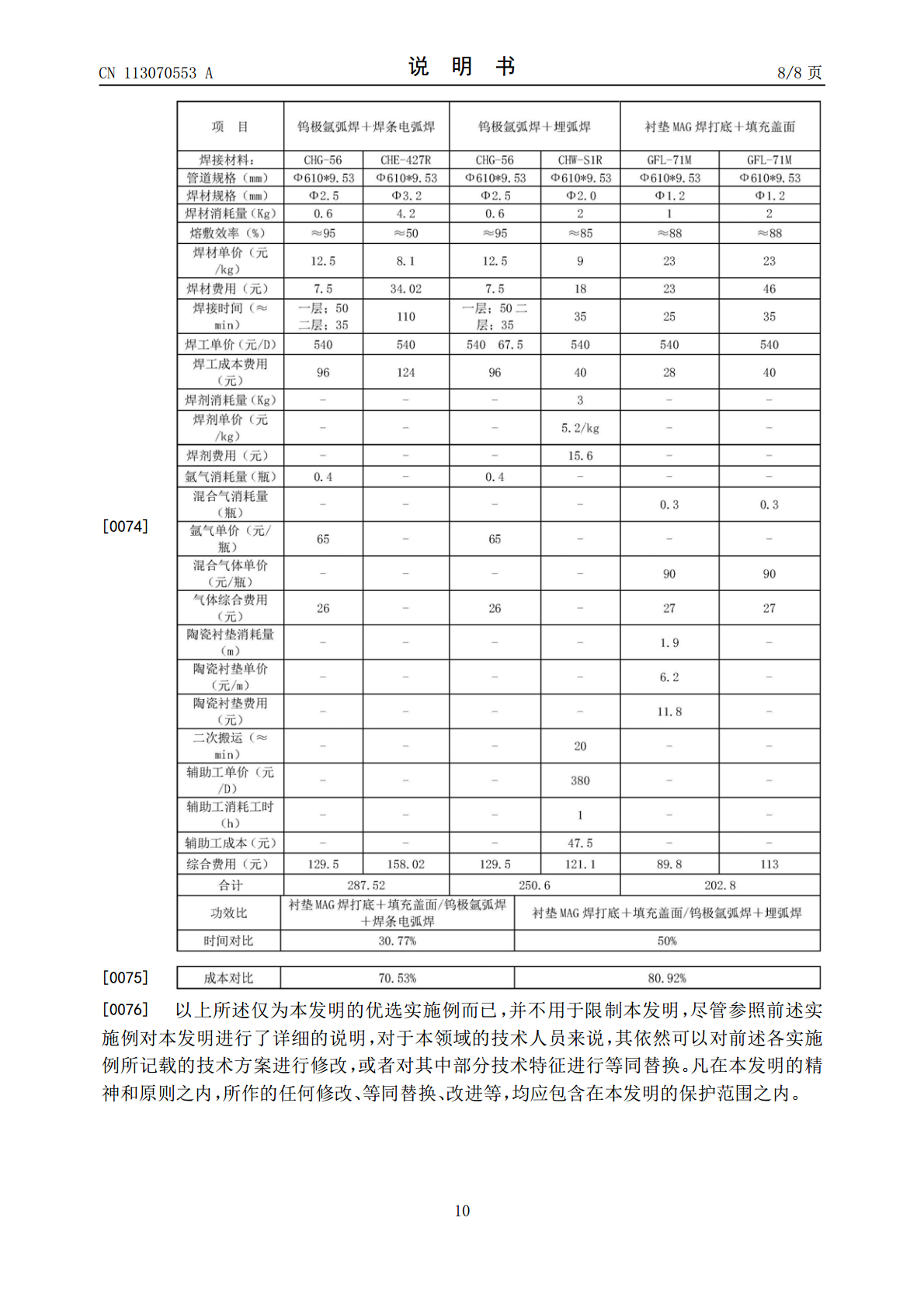
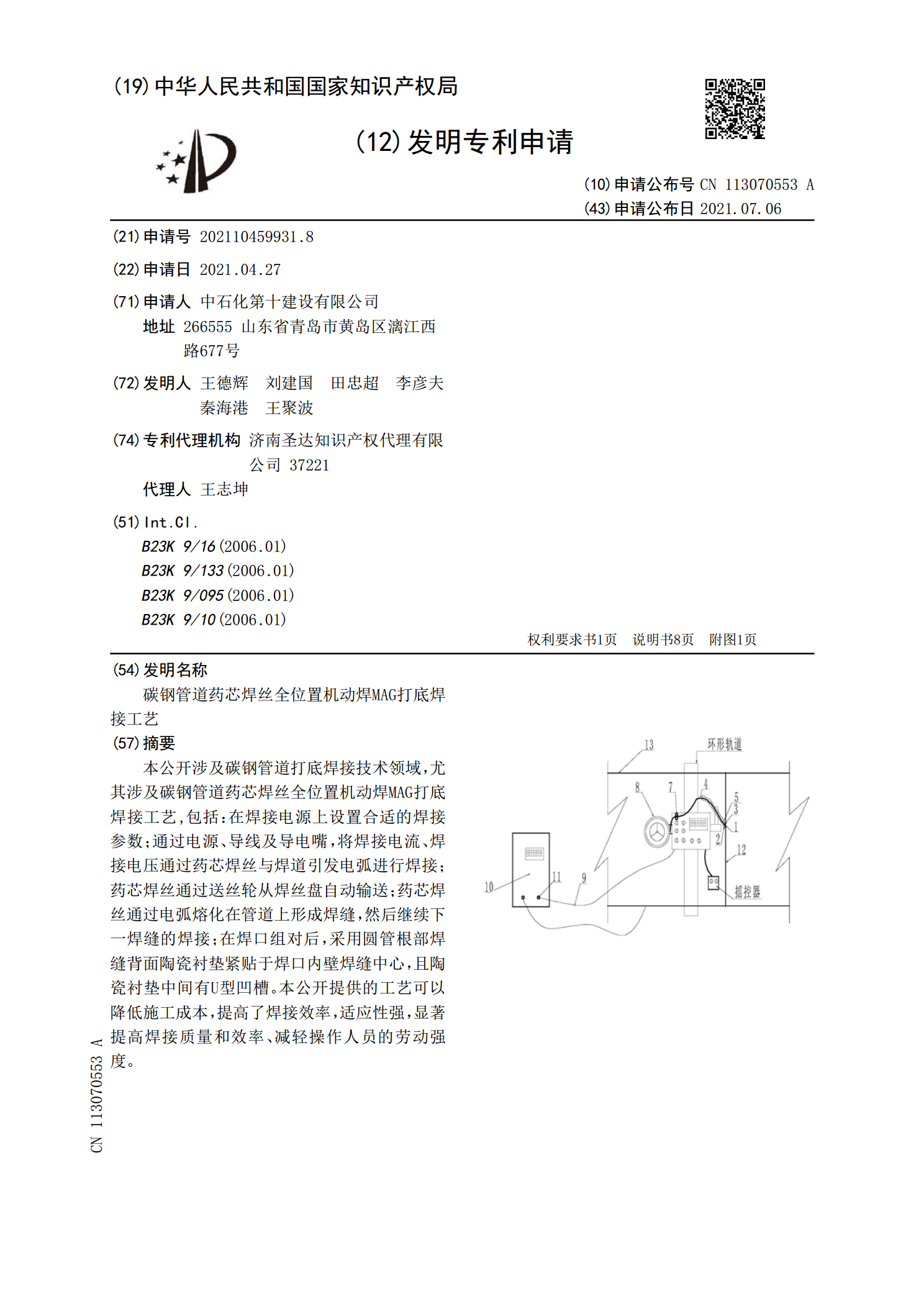
本公开涉及碳钢管道打底焊接技术领域,尤其涉及碳钢管道药芯焊丝全位置机动焊MAG打底焊接工艺,包括:在焊接电源上设置合适的焊接参数;通过电源、导线及导电嘴,将焊接电流、焊接电压通过药芯焊丝与焊道引发电弧进行焊接;药芯焊丝通过送丝轮从焊丝盘自动输送;药芯焊丝通过电弧熔化在管道上形成焊缝,然后继续下一焊缝的焊接;在焊口组对后,采用圆管根部焊缝背面陶瓷衬垫紧贴于焊口内壁焊缝中心,且陶瓷衬垫中间有U型凹槽。本公开提供的工艺可以降低施工成本,提高了焊接效率,适应性强,显著提高焊接质量和效率、减轻操作人员的劳动强度。

油气长输管道全位置自保护药芯焊丝自动焊接技术.docx
油气长输管道全位置自保护药芯焊丝自动焊接技术油气长输管道全位置自保护药芯焊丝自动焊接技术摘要:油气长输管道在石油和天然气运输中具有重要的地位,其焊接质量直接影响着管道的安全性和运输效率。传统的手工焊接存在着劳动强度大、生产效率低、焊缝质量难以保证等问题。而油气长输管道全位置自保护药芯焊丝自动焊接技术的应用,能够有效地提高焊接质量和生产效率,降低劳动强度和人为因素对焊接质量的影响。本文将从该技术的原理、优势、应用情况以及发展前景等方面进行探讨和分析。关键词:油气长输管道;全位置自保护药芯焊丝;自动焊接技术1

碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用.docx
碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用随着工业化进程的不断加快,各种管道在生产过程中频繁出现。而管道的连接主要还是靠焊接完成,因为焊接的效率高,技术稳定、接头质量高、耐腐蚀性强。而在管道的焊接中,碳钢实芯焊丝CO_2气体保护焊技术是目前最常用的一种技术。本文主要探讨碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用。一、碳钢实芯焊丝CO_2气体保护焊技术简介碳钢实芯焊丝CO_2气体保护焊,是指在焊接过程中,采用碳钢实芯焊丝为电极,利用CO_2气体进行

药芯焊丝全位置半自动焊在管道工程中的应用及效益.docx
药芯焊丝全位置半自动焊在管道工程中的应用及效益药芯焊丝是一种常用的焊接材料,广泛应用于管道工程中。它具有许多优势,能够提高焊接质量和效率,减少人工成本和材料浪费。本文将详细介绍药芯焊丝在管道工程中的应用及其效益。首先,药芯焊丝在管道工程中应用广泛。管道工程是一个关键性的工程项目,涉及到能源、化工、水利等领域。而焊接是管道工程中常用的连接方式,用于将管道连接在一起。药芯焊丝作为一种焊接材料,被广泛运用于管道连接点的焊接,包括管子的焊接、法兰的焊接等。其次,药芯焊丝在管道工程中带来了许多效益。首先,它能够提高

药芯焊丝陶瓷衬垫打底焊裂纹影响因素分析.docx
药芯焊丝陶瓷衬垫打底焊裂纹影响因素分析药芯焊丝陶瓷衬垫是一种常用的焊接辅助材料,它在焊接过程中起到填充和保护的作用。然而,在使用过程中,我们经常会遇到焊裂纹的问题,这给焊接工艺和焊接质量带来了一定的影响。因此,分析药芯焊丝陶瓷衬垫打底焊裂纹的影响因素对于提高焊接质量具有重要意义。焊裂纹是指焊缝中出现的断裂现象,其主要表现为在熔池及焊接金属中形成的裂纹。影响焊裂纹产生的因素有很多,主要可以分为以下几方面。首先,焊接材料的选择对焊裂纹的产生有着重要的影响。药芯焊丝是一种常用的焊接材料,其成分对焊接质量具有关键