
热固性塑料的注射成型.ppt

天马****23


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热固性塑料的注射成型.ppt
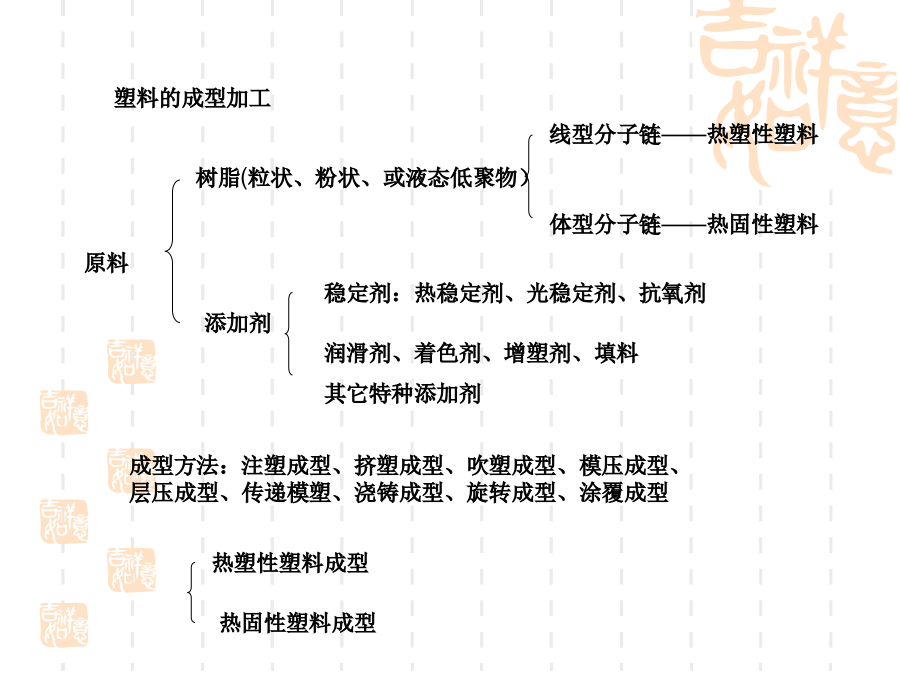
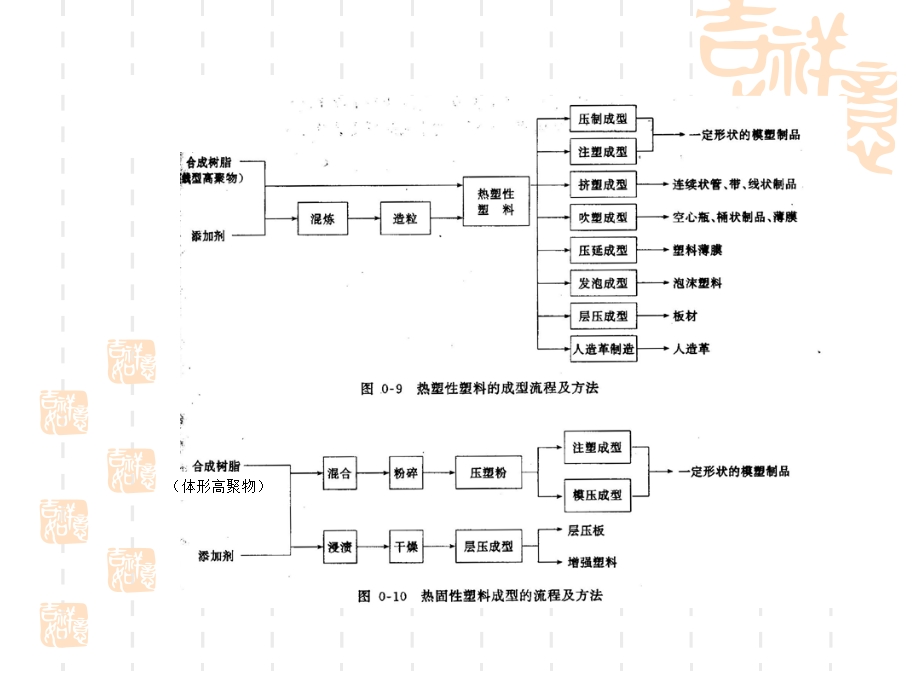
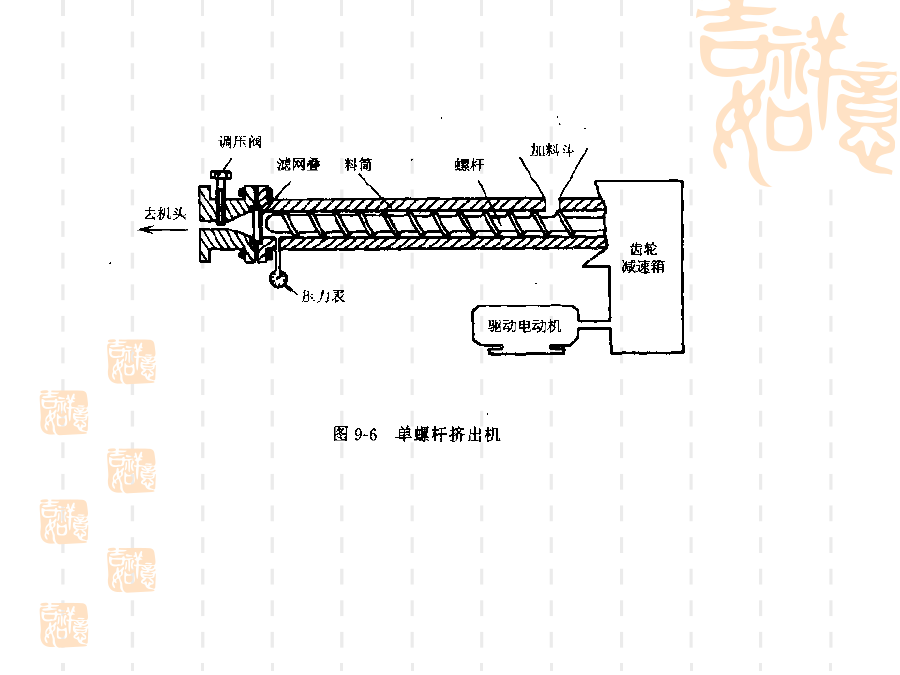
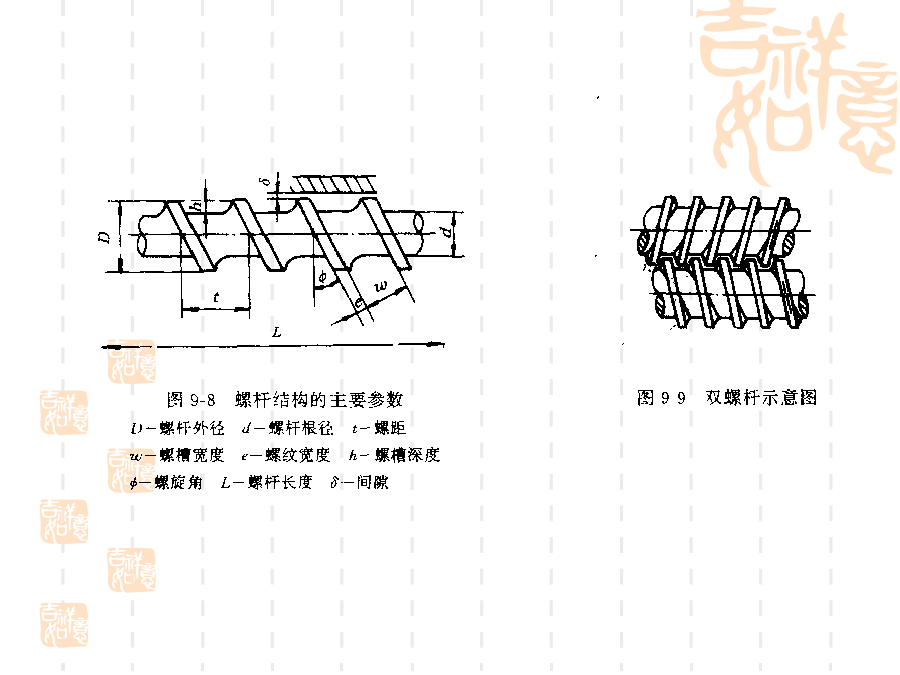
塑料分类塑料制品分类塑料的成型加工树脂(粒状、粉状、或液态低聚物)(体形高聚物)挤出成型工艺与过程(一)原料干燥:去除水分,0.4%以下(二)挤出成型当挤出机加热到预定温度即可加料,从原料加入到离开口模获得所需形状的初制品过程叫挤出成型(三)冷却与定型挤出物离开模孔后,仍处在高温熔融状态,还具有很大的塑性变形能力,定型与冷却的目的是通过降温而将形成及时固定下来。(四)牵引、卷取与切断牵引目的:1、帮助挤出物离开口模,不破坏挤出过程连续性2、调整型材截面尺寸和性能卷取和切断作用:使型材的长度和重量满足供货要

热固性酚醛塑料注射成型技术.docx
热固性酚醛塑料注射成型技术热固性酚醛塑料注射成型技术摘要:热固性酚醛塑料是一种具有优良机械性能和热稳定性的塑料材料,广泛应用于汽车、电子、家电等领域。本文主要介绍热固性酚醛塑料注射成型技术的原理、工艺流程和应用案例,旨在为相关领域的研究人员提供参考。1.引言注射成型技术是目前应用最广泛的塑料加工技术之一,可以高效地制造出各种形状复杂的塑料产品。热固性酚醛塑料作为一种高性能的工程塑料,具有高强度、耐磨、耐高温等特点,在汽车、电子、家电等领域得到了广泛的应用。热固性酚醛塑料注射成型技术具有成型周期短、产品质量

热固性塑料注射成型模具的设计.pptx
第5章塑料注射模设计第5章塑料注射模设计塑料注射成型是塑料制品高效率生产方法之一,注射成型取得塑料制品在各种塑料制品中所占比重很大。而注射成型模具是实现注射成型加工主要工艺装备,当前约占整个塑料成型模具二分之一以上。本章主要介绍热塑性塑料普通流道注射成型模具。5.1.1注射模基本结构注射模基本结构由定模和动模两部分组成,动模安装在注塑机移动模板上,定模安装在注塑机固定模板上。注射时,定模和动模闭合组成浇注系统和型腔,开模时,定模和动模分开,由开模机构将塑料制品推出,如图5-1所表示。5.1.2注射模分类(

热固性塑料注射模及气辆成型与模具学习教案.pptx
会计学2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二2024年10月29日星期二

热固性塑料的模塑成型.pptx
1第一节工艺特征及模具压缩成型优点:与注射成型相比,压缩成型生产控制、使用的设备、模具都比较简单,适用于流动性差的塑料,宜于成型大型塑料制件,制件的收缩率小,变形较小,各向异性性能比较均匀。工业生产中常用拉西格流动性测试法测定。即,规定量的模压粉放在圆柱型腔中,施以一定的温度和压力,比较从小孔中流出轴棒的长度。3、收缩率压缩率大的塑料不仅模具的加料容腔增大,而且携入型腔的空气也相应增多,排气量大,热量消耗大,成型周期长。常用模压粉的压缩率为2~10。二、压注成型图13—2酚醛仪表齿轮成型后,需从模具上移开