
焊接接头形式坡口和焊缝1.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊接接头形式坡口和焊缝1.ppt
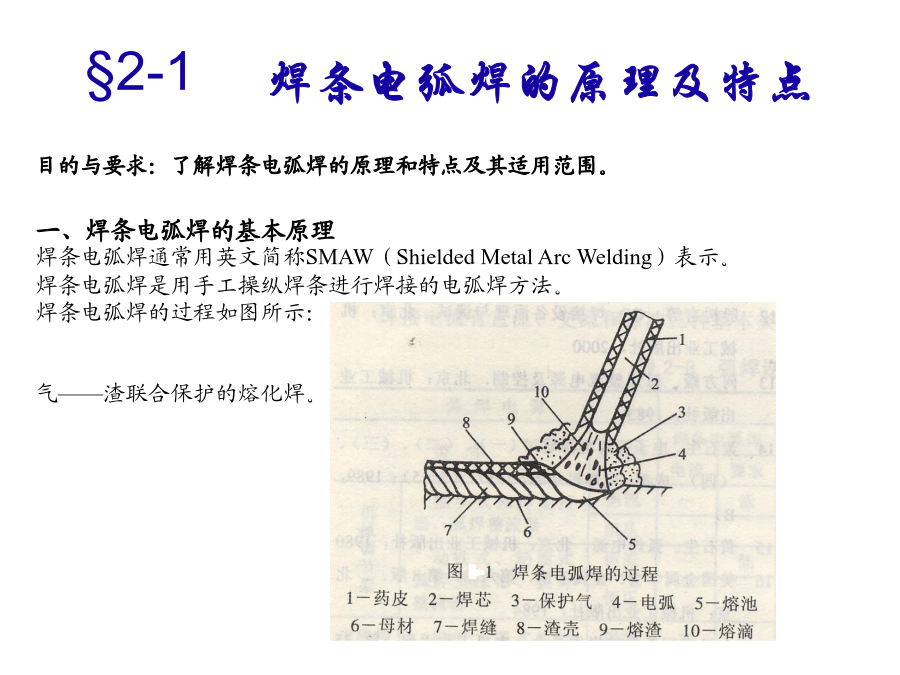
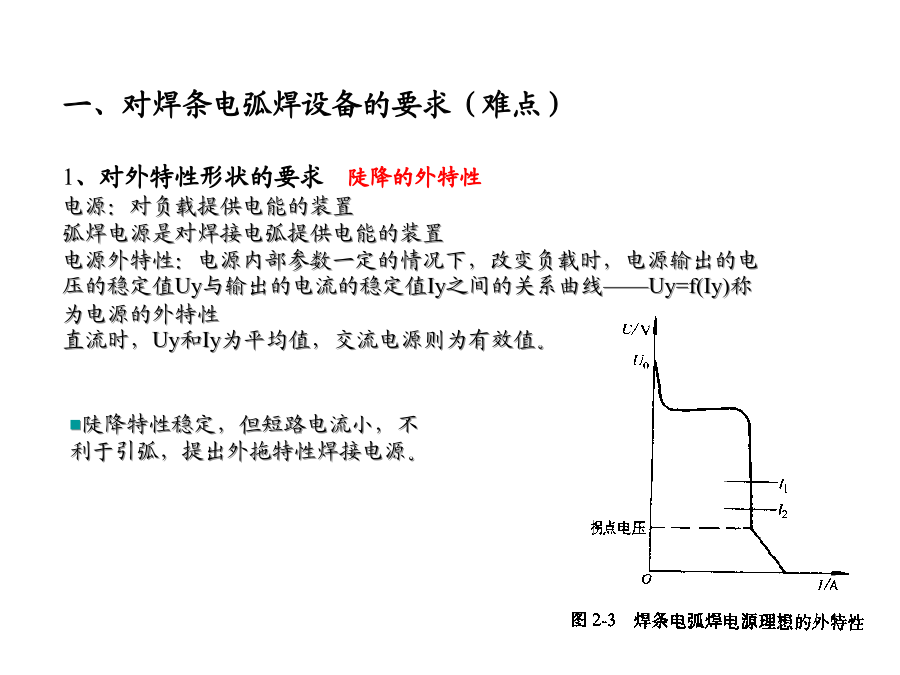
第2章焊条电弧焊§2-1焊条电弧焊的原理及特点二、焊条电弧焊的特点1.焊条电弧焊具有以下优点:(1)操作灵活,适应性强。设备简单,不受焊缝空间位置、接头形式及操作场合的限制。(2)对焊接接头的装配要求低。(3)可焊材料广,常用于低碳钢、低合金结构钢的焊接。2.焊条电弧焊具有以下缺点:(1)生产率低,劳动强度大。(2)焊缝质量依赖性强§2-2焊条电弧焊设备及工具一、对焊条电弧焊设备的要求(难点)1、对外特性形状的要求陡降的外特性电源:对负载提供电能的装置弧焊电源是对焊接电弧提供电能的装置电源外特性:电源内部

焊接接头形式和焊缝形式.ppt
一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式3、T接接头及坡口形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式二、焊缝形式二、焊缝形式二、焊缝形式二、焊缝形式

焊接接头形式及坡口ppt课件.ppt
焊接坡口形式及选用职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心焊接坡口赖祖亮@小木虫焊接接头组成常见的焊接接头形式特殊的焊接接头形式职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心常见的四种坡口类型职工教育培训中心职工教育培训中心职工教育培训中心职工教育培训中心赖祖亮@小木虫职工教育培训中心小结:下面各图是什么接头形式?职工教育培训中心职工教育培训中心谢谢

焊接接头及坡口形式.pdf
焊接接头及坡口形式一、接头的分类接头是由两个或两个以上零件用焊接方法连接的,焊接结构通常由若干个焊接接头组成。T对接焊头;型接头(十字)角接接头搭接接头端接接头;在结构中的作用:1()工作接头:工作力的传递;联接接头:更主要的作用是作焊接的办法使更多的焊2()接连接成整体,起连接作用。通常不做强度计算。)(3蜜封接头:防止泄漏是其主要作用。对接接头.1.从受力的角度看,受力状况好,应力集中程度小,材料消耗少,变形也较小。往往在接头开坡口。2.T型和十字接头将相互垂直的焊件用角焊缝边接起来的接头,分焊透、不
焊缝坡口的基本形式和尺寸标准.pdf
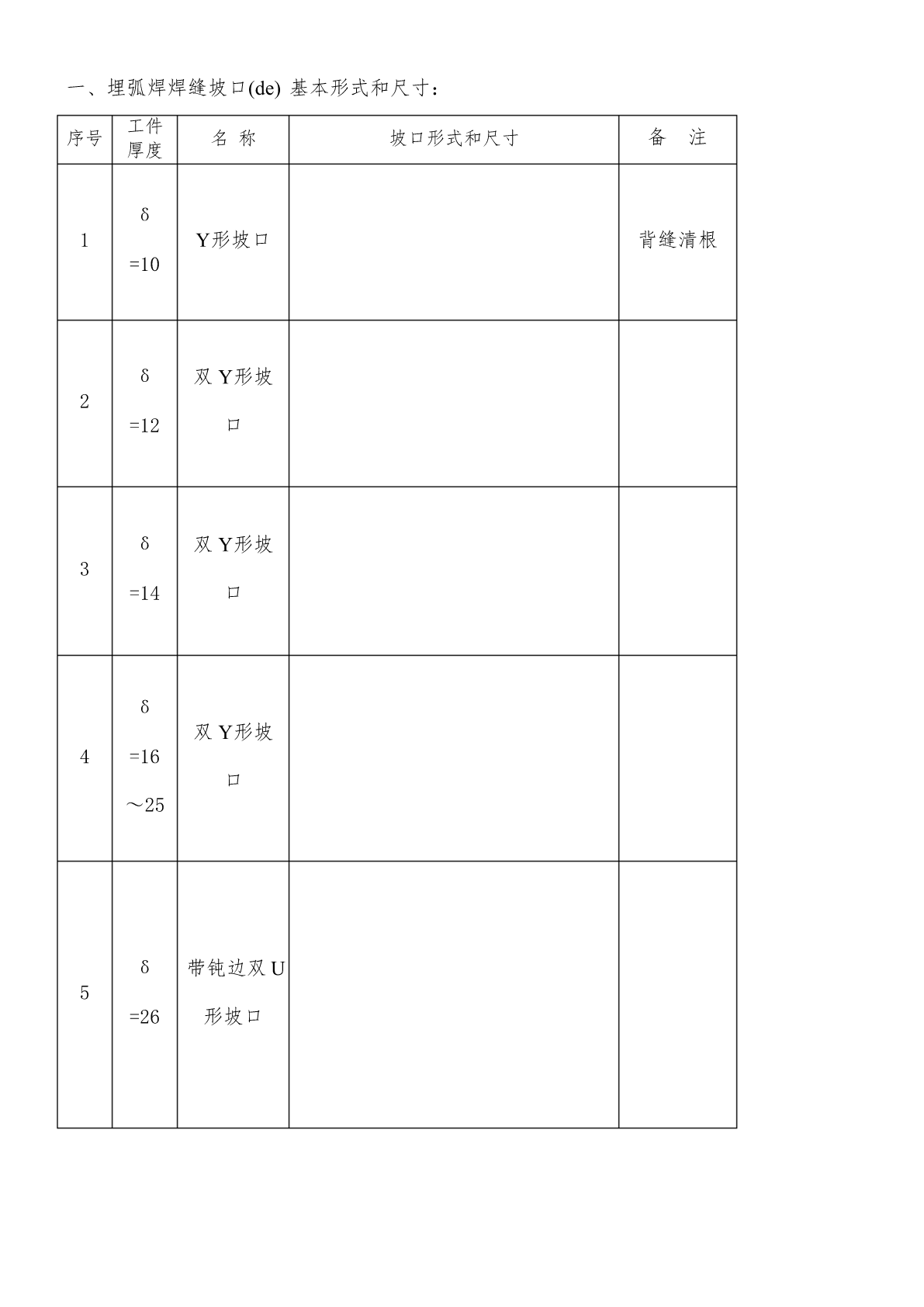
一、埋弧焊焊缝坡口(de)基本形式和尺寸:工件序号名称坡口形式和尺寸备注厚度δ1Y形坡口背缝清根=10δ双Y形坡2=12口δ双Y形坡3=14口δ双Y形坡4=16口~25δ带钝边双U5=26形坡口δ带钝边双U6=28形坡口δ带钝边双U7=30形坡口δ带钝边双U8=32形坡口δ带钝边双U9=34形坡口δ带钝边双U10=36形坡口δ带钝边双U11=38形坡口δ带钝边双U12=40形坡口δ带钝边双U13=44形坡口δ带钝边双U14=50形坡口δ带长舌双15=12面单边V~16形坡口δ带长舌双16=18面单边V~2