
焊条电弧焊对接仰焊.ppt

天马****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊条电弧焊对接仰焊.ppt
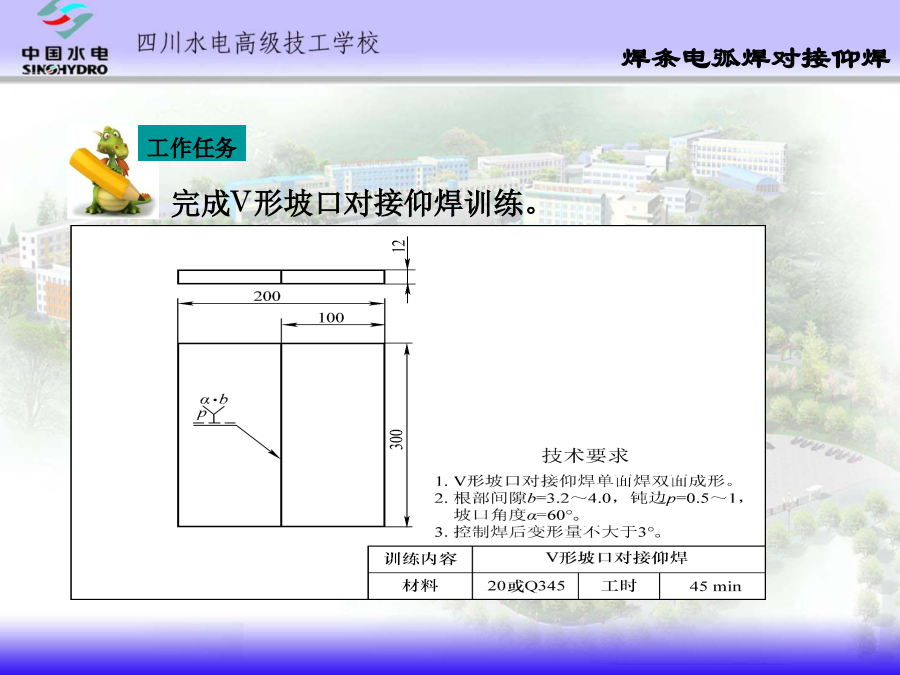
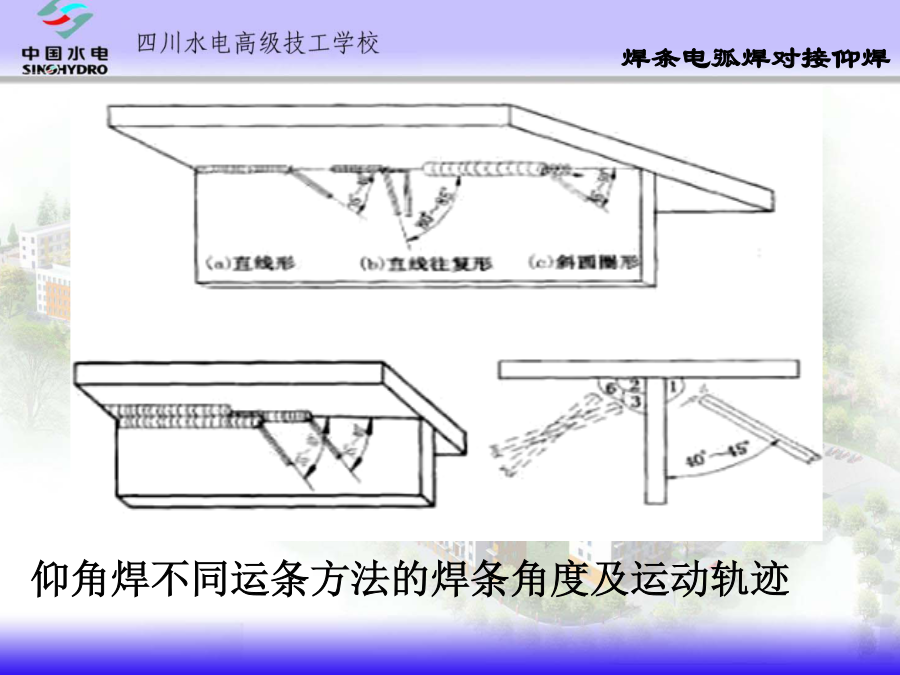
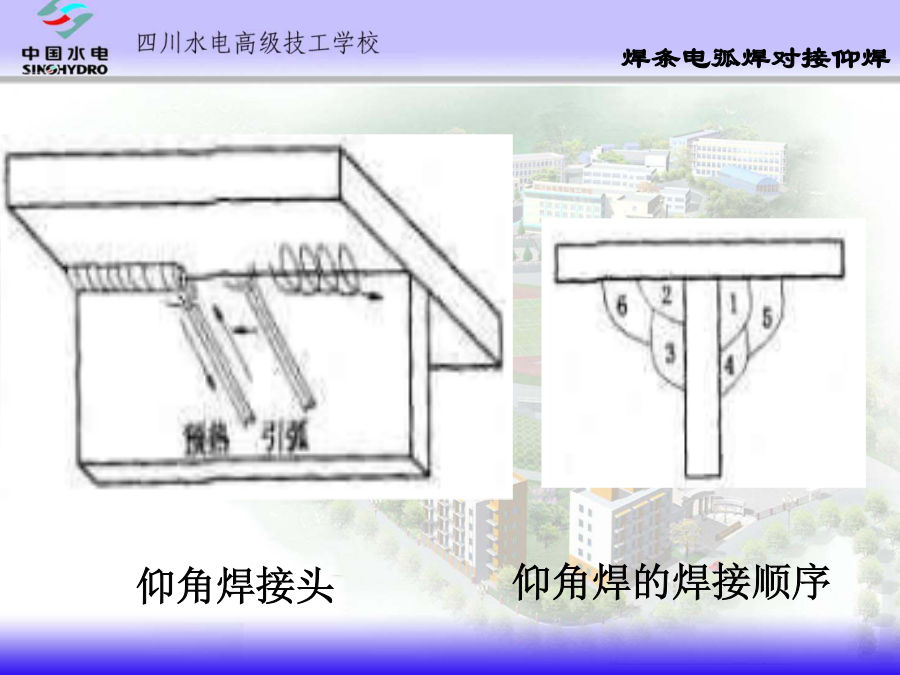
完成V形坡口对接仰焊训练。仰焊可分为T形接头仰角焊和对接仰焊。一、T形接头仰角焊仰角焊不同运条方法的焊条角度及运动轨迹4.保持正确的焊条角度和均匀的焊速,保持短弧,向上送进速度要与焊条燃烧速度一致.5.施焊中,所看到的熔池表面为平或凹的为最佳,当温度较高时熔池表面会外鼓或凸,严重时将出现焊瘤,解决的方法是加快向前摆动的速度和两侧停留时间,必要时减小焊接电流.6.接头时,换焊条要快(即热焊)在原弧坑前5~10mm处引弧移向弧坑下方长弧预热1~2s,转入正常焊接.仰角焊的焊接顺序仰角焊注意事项二、对接仰焊1.

对接仰焊焊条电弧焊论文.docx
对接仰焊焊条电弧焊[摘要]本文针对低合金钢板仰焊过程中,操作工艺难度大,易产生焊缝背面严重凹陷,及导致焊缝正面形成焊瘤、两侧沟槽等焊接缺陷问题,从焊接操作方法的角度分析其原因,结合自己的工作的实践经验,在使用碱性低氢型焊条时,可以通过正确掌握焊接方法克服和消除缺陷,获得良好的焊缝成型并保证焊接质量。[关键词]正确掌握焊接方法仰焊焊接1、问题的提出在实际生产中常会遇到一些厚度较大的低合金钢板对接仰焊工作,而且要求单面焊双面成型。在使用结507焊条焊接16Mn钢板时,大多采用直流反接极性焊接。(也可以采用直流

焊条电弧焊对接仰焊工艺解析王萌.docx
技师职业资格鉴定论文论文题目:焊条电弧焊对接仰焊工艺解析姓名:王萌所在县市区:山东济宁市鱼台县所在单位:山东星源矿山设备集团有限公司职业(工种):电焊工焊条电弧焊对接仰焊工艺解析[摘要]本文针对低合金钢板仰焊过程中,操作工艺难度大,易产生焊缝背面严重凹陷,及导致焊缝正面形成焊瘤、两侧沟槽等焊接缺陷问题,从焊接操作方法的角度分析其原因,结合自己的工作的实践经验,在使用碱性低氢型焊条时,可以通过正确掌握焊接方法克服和消除缺陷,获得良好的焊缝成型并保证焊接质量。[关键词]正确掌握焊接方法仰焊焊接1、问题的提出在

焊条电弧焊立对接焊.pptx

对接横焊焊条电弧焊.docx
对接横焊焊条电弧焊作者:普小平单位:大唐连城发电厂时间:2007年1月28日对接横焊焊条电弧焊[摘要]本文针对低合金钢板横焊过程中,操作工艺难度比较大,易产生铁水下流至下坡口面上容易形成未熔合和层间夹渣,并在坡口上边缘易产生咬边,下边缘易形成液态金属下坠导致焊缝正面成形不良等焊接缺陷问题,从焊接操作方法的角度分析其原因,结合自己的工作实践经验,在使用碱性低氢型焊条时,可以通过正确掌握焊接方法克服和消除缺陷,获得良好的焊缝成型并保证焊接质量。[关键词]正确掌握焊接方法横焊焊接1、问题的提出在实际生产中常会遇