
钻扩铰孔加工的工艺分析1.ppt

天马****23

1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钻扩铰孔加工的工艺分析1.ppt
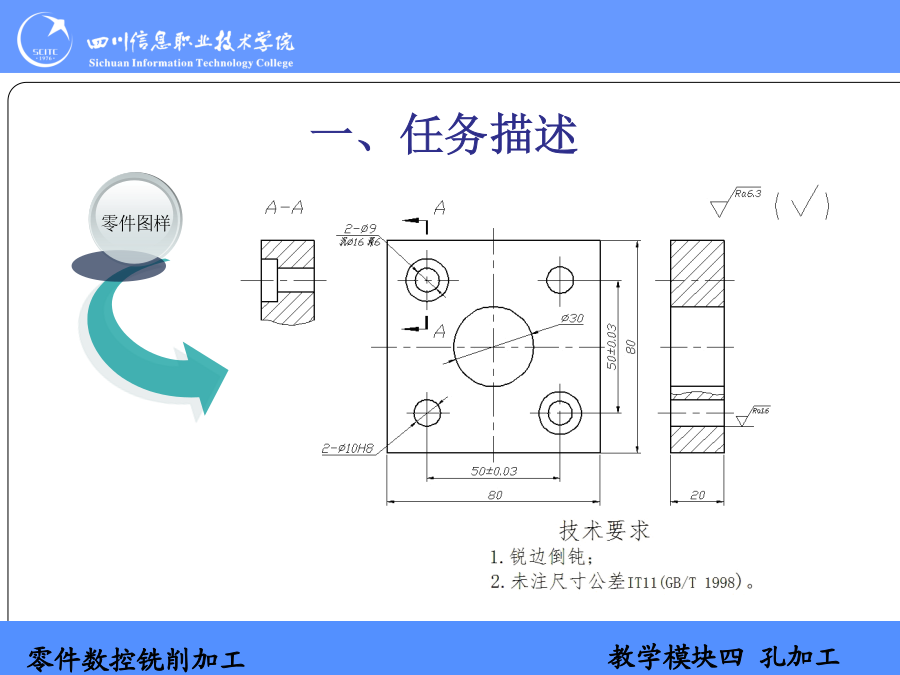
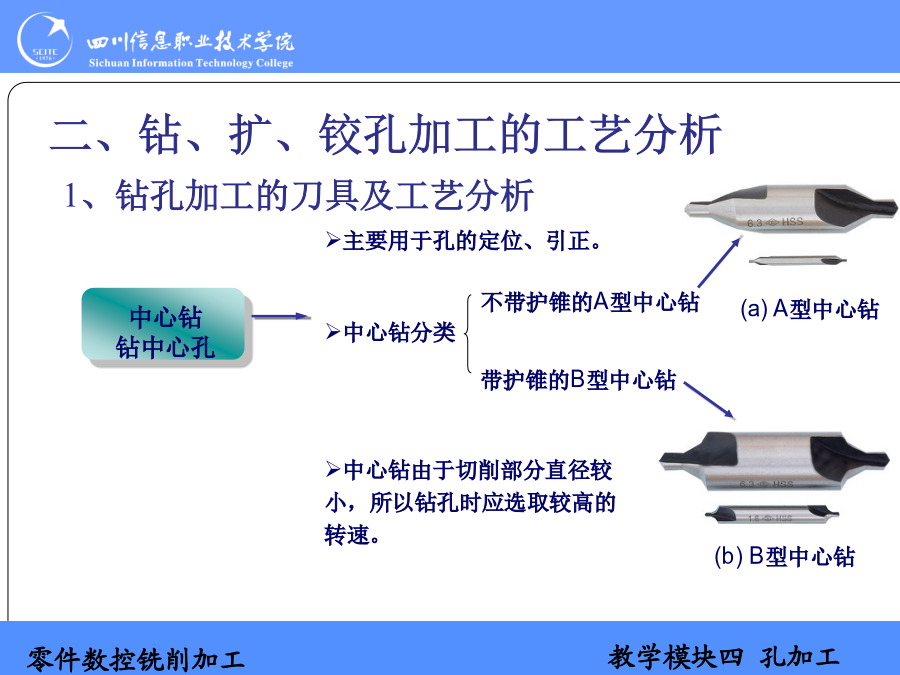
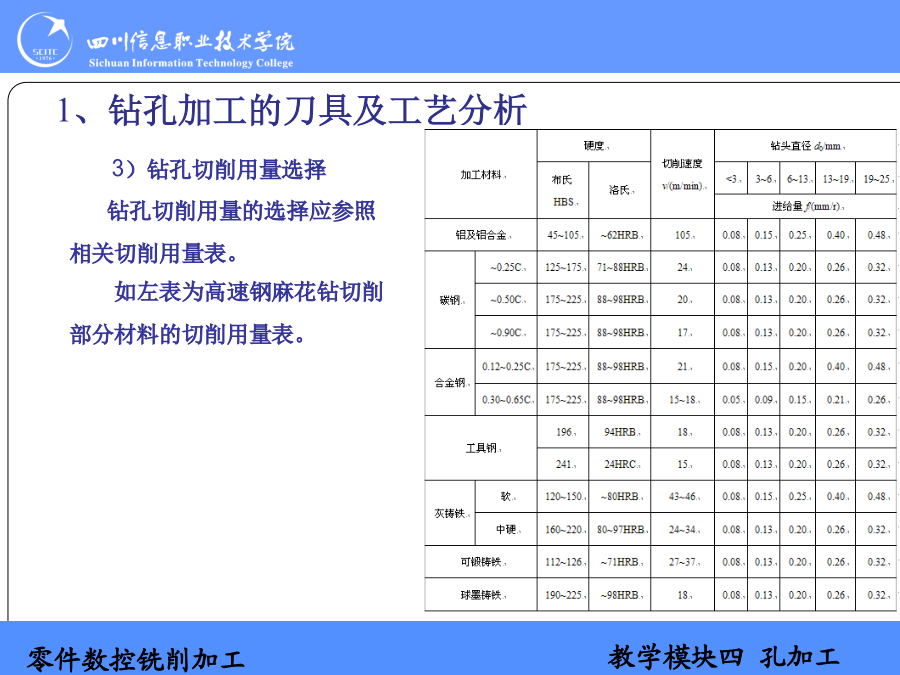
一、任务描述1、零件图工艺分析2、装夹方案的确定3、加工顺序的确定4、刀具、量具的确定5、切削用量的确定6、工艺卡片的制定二、钻、扩、铰孔加工的工艺分析1、钻孔加工的刀具及工艺分析3)钻孔切削用量选择a)钻削孔径大于30mm的大孔时,一般应分两次钻削。第一次用0.6~0.8倍孔径的钻头,第二次用所需直径的钻头扩孔。b)钻直径1mm以下的小孔时,开始进给力要轻,防止钻头弯曲和滑移,以保证钻孔试切的正确位置。c)扩孔钻头应使用两条主切削刃长度相等、对称,否则会使孔径扩大。d)钻削过程要经常退出钻头排屑和加注切

成品取出夹子加工工艺及钻扩铰φ6.35孔夹具设计.doc
镇江市高等专科学校毕业设计(论文)摘要摘要成品取出夹子零件零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与

成品取出夹子加工工艺及钻扩铰φ6.35孔夹具设计.doc
镇江市高等专科学校毕业设计(论文)摘要26摘要成品取出夹子零件零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理

成品取出夹子加工工艺及钻扩铰φ6.35孔夹具设计.doc
镇江市高等专科学校毕业设计(论文)摘要26摘要成品取出夹子零件零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理

成品取出夹子加工工艺及钻扩铰φ6.35孔夹具设计.doc
镇江市高等专科学校毕业设计(论文)摘要摘要成品取出夹子零件零件加工工艺及夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与