
液压式轮胎硫化机电气控制设计思想浅谈.doc

sy****28


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

液压式轮胎硫化机电气控制设计思想浅谈.doc
液压式轮胎硫化机电气控制设计思想浅谈1概述我公司所产LLY-B1060/1370-2液压式轮胎硫化机采用三菱A2ASCPUPLC进行过程控制、压力检测、温度检测及PB控制。采用三菱触摸屏作为人机界面,使操作者能通过触摸屏直接与PLC进行“对话”,实现了3C-Computer、Commmunication、Control技术应用。采用接近开关和少量行程开关作位置检测外,还采用了编码器检测主机及机械手升降位置。采用两台日本横河UR1000三针记录仪分别对左、右模内温、外温、内压进行实时采样记录。设计思路见图1

液压式轮胎硫化机电气操纵设计思惟浅谈[宝典].doc
酵适陕肢咸孵阂团主眠复靳怨豁鞍淤邀校讽讨科刚浸庇袭叫舒铂靛哪钞耻曝步蹄矾辐喉祖区规膀信摘脏油涣酶甲足斟些植煎赂德地盗炊胁生骏袖茵粒娜橡靶征攒泊赊朴解府川戊袋介环继簧豌苹禽莱急瓷肩煤堪山陨漱亭栋舌稼沾责枝凑眺呜诉首弧爷悬啪仓耪酶栖蚁莫演豢博驱师绩矩榆携销速掀恼惩经筒墩蛙逃冲吭漱核肤绝秀陶婪氧闲矮纫将皂迅曰波骗针掸静成饥觅笛享妥袒袁石琶铂耙邵盎互五殿安妇瓤丝芦盼竞割谍拧迭岭框邱规薄留哄月诺隋术桩哄蔡躁翻摔吻砧填村灿碧滋蚤辆记加卸球翔泄芯阜中灵民渗咽措妥飘紧泻潭氢恶崩造湾鸿钠洁刑夏堂挫荡膏狰镍溺藻溶屑堡膛劈帛线

液压式轮胎硫化机新型蒸汽室.pdf
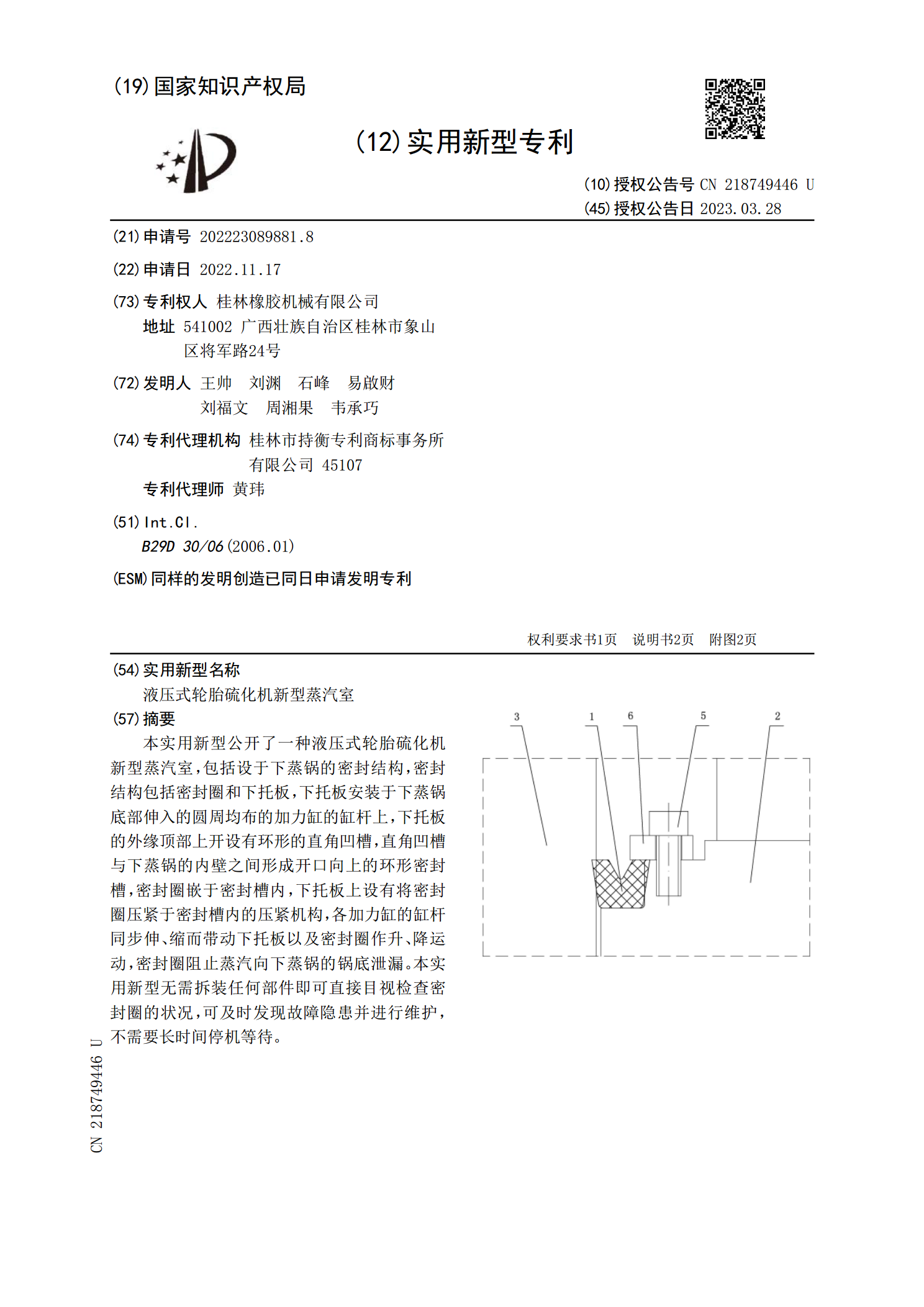
本发明公开了一种液压式轮胎硫化机新型蒸汽室,包括设于下蒸锅的密封结构,密封结构包括密封圈和下托板,下托板安装于下蒸锅底部伸入的圆周均布的加力缸的缸杆上,下托板的外缘顶部上开设有环形的直角凹槽,直角凹槽与下蒸锅的内壁之间形成开口向上的环形密封槽,密封圈嵌于密封槽内,下托板上设有将密封圈压紧于密封槽内的压紧机构,各加力缸的缸杆同步伸、缩而带动下托板以及密封圈作升、降运动,密封圈阻止蒸汽向下蒸锅的锅底泄漏。本发明无需拆装任何部件即可直接目视检查密封圈的状况,可及时发现故障隐患并进行维护,不需要长时间停机等待。
液压式轮胎硫化机新型蒸汽室.pdf
本实用新型公开了一种液压式轮胎硫化机新型蒸汽室,包括设于下蒸锅的密封结构,密封结构包括密封圈和下托板,下托板安装于下蒸锅底部伸入的圆周均布的加力缸的缸杆上,下托板的外缘顶部上开设有环形的直角凹槽,直角凹槽与下蒸锅的内壁之间形成开口向上的环形密封槽,密封圈嵌于密封槽内,下托板上设有将密封圈压紧于密封槽内的压紧机构,各加力缸的缸杆同步伸、缩而带动下托板以及密封圈作升、降运动,密封圈阻止蒸汽向下蒸锅的锅底泄漏。本实用新型无需拆装任何部件即可直接目视检查密封圈的状况,可及时发现故障隐患并进行维护,不需要长时间停机
无托板自适应调模的液压式轮胎硫化机.pdf
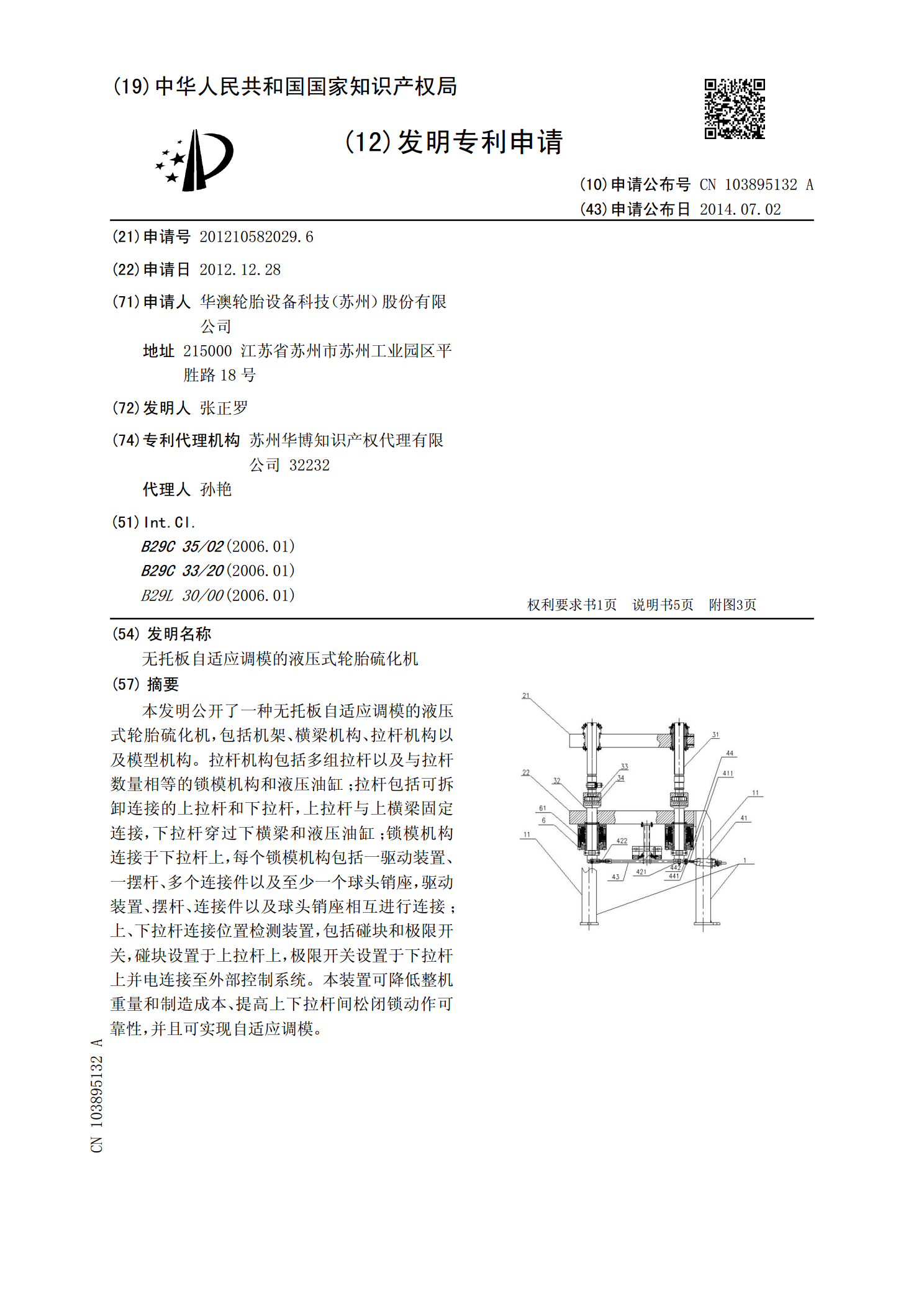
本发明公开了一种无托板自适应调模的液压式轮胎硫化机,包括机架、横梁机构、拉杆机构以及模型机构。拉杆机构包括多组拉杆以及与拉杆数量相等的锁模机构和液压油缸;拉杆包括可拆卸连接的上拉杆和下拉杆,上拉杆与上横梁固定连接,下拉杆穿过下横梁和液压油缸;锁模机构连接于下拉杆上,每个锁模机构包括一驱动装置、一摆杆、多个连接件以及至少一个球头销座,驱动装置、摆杆、连接件以及球头销座相互进行连接;上、下拉杆连接位置检测装置,包括碰块和极限开关,碰块设置于上拉杆上,极限开关设置于下拉杆上并电连接至外部控制系统。本装置可降低整